
Что лучше уони или ока 46
Обновлено: 04.07.2024
Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Рутиловая обмазка на основе диоксида титана позволяет сваривать заготовки во влажном состоянии и со следами коррозии. Изделие способно работать во всех сварочных положениях и направлениях, что особо важно для проварки неповоротных стыков трубопроводов.
Напряжение холостого хода должно быть не менее 50 вольт, работать можно прямой и обратной полярностью, а также переменными током.
АНО-21 выпускаются диаметром 2; 2,5; 3 и 4 мм. Отдельно следует отметить такие технические эксплуатационные параметры, как:
- облегченный розжиг дуги;
- стабильность горения;
- сниженное разбрызгивание.
Сварочная проволока, используемая для производства АНО-21, содержит добавки, повышающие коэффициент поверхностного натяжения расплава. Это позволяет варить потолочные и вертикальные швы, не опасаясь вытекания металла из сварочной ванны.
Чем отличаются электроды УОНИ от МР
Можно выделить главные отличия перечисленных видов:
| Тип электрода | МР-3 | УОНИ |
| Тип покрытия | Рутиловое | Основное |
| Род и полярность тока | Переменный и постоянный ток любой полярности | Постоянный обратной полярности |
| Условия работы | Перед проведением сварочных работ не обязательно очищать поверхности | Очистка поверхностей обязательна |
| Могут работать во влажных условиях | Покрытие чувствительно к увлажнению |
Рекомендуем! Технические характеристики сварочных электродов АНО-4
Таким образом, видно отличие электродов УОНИ от МР. Каждый из данных видов индивидуален и подходит для определенных работ. Какой же выбрать: уони или МР3 решать только Вам, в зависимости от Ваших потребностей и целей.
Преимущества и недостатки
Электроды сварочные АНО -21 обладают следующими достоинствами:
- доступность;
- быстрый поджиг электродуги;
- формирование легкого и быстро удаляемого шлакового слоя поверх материла шва; слоя;
- прочность, долговечность и герметичность шва.
Присущ изделию и ряд минусов:
- малый диапазон толщин заготовок;
- потребность в дополнительных флюсах;
- непригодность для сварки стыков в трубопроводах и сосудах высокого давления.
Указанные недостатки компенсируются доступной ценой и внимательностью к правилам применения. Если не пытаться использовать АНО для соединения заготовок большой толщины или стыков высокого давления — они не разочаруют покупателя.
Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Химический состав
Химический состав АНО-21 неизменен для всех диаметров и длин ассортимента. Он определяет физико-химические и эксплуатационные свойства изделия. Нормированное процентное содержание легирующих добавок и максимальное содержание примесей указано в таблице:
| С | Si | Mn | S | P |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Химический состав регламентирован государственным стандартом и обязателен к соблюдению для всех производителей электродов. На практике между их продукцией наблюдается определенная разница в химическом составе.
Особенности работы
Основной особенностью АНО-21, как и других изделий с рутиловой обмазкой, является способность работать в сложных условиях, по влажным заготовкам, имеющим следы коррозии. Однако сам электрод должен быть практически абсолютно сухим. Для этого их хранят в герметичной упаковке, а в случае увлажнение обязательно прокаливают от 40 до 60 минут при температуре 120оС.
Режимы сварки зависят от диаметра изделия:
| Диаметр, мм | Длина, мм | Количество на 1 кг, шт. | Рабочий ток, А | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 300 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 300 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 350 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
Не стоит пытаться варить таким электродами заготовки толще 5 мм или стыки труб, которые должны работать под давлением. Ни к чему хорошему такие попытки не приведут. Ту работу, для которой АНО -21 был спроектирован, он выполняет практически безупречно
Какие лучше
Среди вышеприведенных марок электродов наибольшей идентичностью по техническим параметрам с расходником ОК 46 обладает марка МР-3. Ниже приводим перечень характеристик, наличие которых у обоих видов расходников позволяет считать их взаимозаменяемыми:

Электроды сварочные МР-3 Ресанта
Небольшие различия вызваны отличающимся составом обмазок и особенностями технологического процесса производства. Так, например, расходники МР-3 не рекомендуется применять в отличие от ОК 46 для сварки труб.
Другие аналоги

Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Маркировка и производители
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А: Академия
- Н: Наук
- О: обмазанный;
- 21: модель разработки
Полное обозначение Э46-АНО-21-d-УД Е 430/3/-Р 11 содержит в себе детальное описание свойств изделия:
- Э46: тип изделия согласно ГОСТ;
- АНО-21: марка;
- d: диаметр изделия;
- У: соединение углеродистых сплавов;
- Д: с утолщенной обмазкой;
- 43: сопротивление разрыву материала шва 46 кгс/мм2;
- О: относительное удлинение до 18%;
- /3/: ударная вязкость наплава от 3,5 кгс м/см2;
- Р: обмазка на основе рутила;
- 1: работает в любых сварочных положениях;
- 1: использует прямую или обратную полярность, или переменный ток.
Электроды АНО-21 выпускают следующие предприятия-изготовители:
Специалисты признают, что не все изготовители в точности соблюдают технологию изготовления и химический состав обмазки. Поэтому качество и рабочие свойства их продукции отличаются друг от друга. Различия заключаются в легкости розжига, стабильности дуги и пористости шва.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.

Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги.
Электрод должен иметь малую толщину
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
PS: тока что попробвал варить МР-3С 3 мм с рутиловым покрытием, сразу скажу что "+" на массе-прожёгов значительно меньше чем когда "+" на электроде! Варил тонкое железо.



Комментарии 413

углеродистая проволока. Углерода в ней содержится до 0,12 процента. Такой проволокой сваривают мало и среднеуглеродистую сталь.
Связующие — придающие необходимую прочность слою покрытия. Для этой цели чаще всего применяют жидкое стекло — водный раствор силиката натрия или калия.
Стабилизирующие — способствующие легкому зажиганию и устойчивому горению дуги. Это достигается применением веществ, содержащих различные соединения калия, как, например, поташ (К2СО3, ГОСТ 10690-73), селитра (КNO3), хромат (К2CrO4) и др. Хорошим стабилизирующим действием обладают: двуокись титана (TiO2), карбонат кальция (СаСО3) и карбонат бария (ВаСО3).
Раскисляющие — предназначенные для активной защиты металла сварочной ванны от окисления, которое может происходить за счет кислорода из воздуха или из компонентов покрытия. Для восстановления окислов металла
применяют: ферромарганец, ферросилиций, ферротитан, ферроалюминий, графит и др.
Легирующие — обеспечивающие получение металла шва заранее заданного химического состава, что гарантирует необходимые свойства сварных соединений. В качестве легирующих компонентов применяются: феррохром, ферротитан, ферромолибден, феррованадий, ферромарганец, ферросилиций, графит и др.
Газообразующие — являющиеся источником выделения газов при плавлении покрытия, которые способствуют защите металла сварочной ванны, идущего через дугу, от влияния окружающей атмосферы. К ним относятся: крахмал, древесная мука, целлюлоза, мрамор (ГОСТ 4416-94) и др.
Формующие — предназначенные для придания покрытию хороших пластических свойств, которые необходимы при прессовом нанесении покрытия на электродные стержни. Хорошими пластификаторами являются бентонит, каолин и др.

Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. В статье мастер сантехник расскажет, какие электроды выбрать начинающему сварщику.
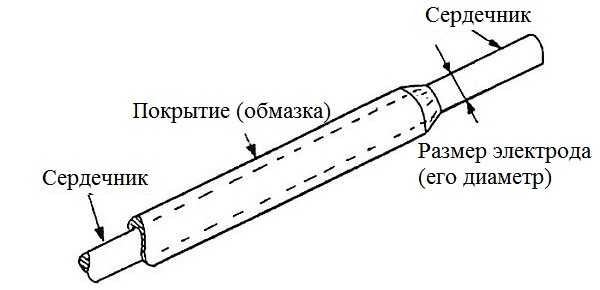
Что такое электрод и для чего обмазка

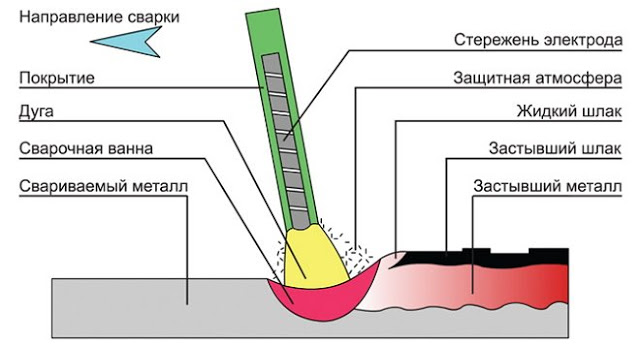
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь.
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена.

Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Виды обмазки и их характеристики

Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом.
При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки

В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды.
Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР-3
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР-3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
УОНИ 13/55 с основной обмазкой

Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.

Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко.
Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб. Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл.
Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм.
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод.
Видео
В сюжете - Выбираем лучшие и худшие электроды для начинающего сварщика
В сюжете - Как расспознать тип электродов и понять для чего они применяются

Любительский

Электроды – устройство и принцип действия.

Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.

Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки - шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.

При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
Характеристики электродов.

Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.

Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение. Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление, относительное удлинение, ударная вязкость и предел текучести. При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.

Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.

Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.

Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.

Положение сварки. Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.

При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Варианты выбора.

Начинающим сварщикам стоит выбирать электроды с рутиловым покрытием.

При повышенных требованиях к будущему шву следует обратить внимание на электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из электродов, работающих на переменном токе.
Самые дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.

Самые дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.
Читайте также: