
Как снять палец с поршня иж планета 5
Обновлено: 04.07.2024
Исполнилась мечта, купил мотоцикл иж юпитер 5 переходной 1987 года. Всё почти хорошо, только стучит и звенит.
Друзья всем привет коленчатый вал из планета замена втулки верхней головки шатуна так арестовал родной без люфтов .
Поршневой палец иж планета 5 какой зазор Как правильно подобрать палец к поршню и шатуну иж планета 5 Подбираем .
То есть ему имеет плавающее посадки пальца то есть. Шатун. Так вот наш узел считается правильно должен быть собран .
Ремонт двигателя Иж-Планета :замена поршневой и втулки ВГШ. Подробно,без секретов ,что,как ,чем и почему.
Балансировка КВ Иж-Юпитер 5. Такого - ВРАГУ НЕ ПОЖЕЛАЕШЬ . Все кривое и косое,все ижевское родное. Часть .
В этом видео мы рассмотрим качество бронзовых втулок ВГШ мотоциклов иж, а так же качество и пригодность разверток .
Так всем привет продолжение работ по планете беда важны сейчас что мы делаем отцепляем тросик спидометра уже вот .
В этом видео, я рассказал как заменить втулку верхней головки шатуна мотоцикла Иж планета 5. мой сайт .
В этом видео я расскажу как поднять компрессию на старой поршневой мотоциклов ИЖ, Минск, Восход, не прибегая к .
Всем привет! Как я и обещал, новодельные поршни которые оказались с неправильным конусом подогнаны к цилиндрам.
Привет всем водолазом ремонтная работает с мотоцикла иж юпитер. Так ребят будет втулку разворачивать после ти чтоб .
Сколько мощи можно снять с половинки ИЖ Ю-5. +резонатор+ лепестковый клапан+ продувка, и шоб ресурс часов 100остался. коленвал проточить , для облегчения?
Можно и 20 л.с снять , но все упирается в коленвал и поршень. В колено можно поставить сепараторный шатун от Минска ( по размерам один в один) но сами блины дохлые и жесткости у вала нет никакой. Вал и так легкий куда его и зачем еще облегчать, вам важна динамика разгона? Его надо баллансировать, вибрация от него большая очень. Поршень с толстыми чугунными кольцами не пригоден для большой мощности. Пытался найти импортный аналог. Есть такой поршень на старенькой Кавасаки, но она настолько старенькая, что не могу я найти где и у кого его можно купить. Размер 62 был только на этой моделе, все остальное начинается с 64 и т.д.
Брал Китайские поршни и могу сказать, что они намного лучше нашего откровенно левого г..на, жаль только что Китайцы повторили такие же толстые кольца и без хрома. Они наивные все копируют как в оригинале пологаясь на производителя.
работаю над процессом, но вопрос колец остается открытым. сегодня смотрел импортные кольца от мотоциклов 62 нет таких. Есть от 64 до 66,5 через 0,25 . Цена двух стальных хромированных колечек 1450р. Это только кольца.Поршневой палец стоит в районе 400р и изготовление поршня минимум 1500р, это получится комплект о 3500р. Интересен ли будет такой вариант, стоит ли заморачиваться?
Получаем мотор 3500+ зажигание, картер, карб, резонатор, дороже БУРЖУЙСКИХ . НАРОД ждет дешевый мотор 300-600 $ , шоб легкий и редуктор шестерёнчатый и винт с регулируемым углом.
300-600 баксов он может стоить при серийном производстве более 20 000 штук в год
Но это не реально, у нас столько пилотов не найдутся по всему миру
Дай бог чтоб хотя бы себестоимость в 600 евро уложиться при самостоятельном изготовлении (если использовать уже готовые ЦПГ, коленвалы и т.д. от скутеров и др. техники)
Можно и 20 л.с снять , но все упирается в коленвал и поршень. В колено можно поставить сепараторный шатун от Минска ( по размерам один в один) но сами блины дохлые и жесткости у вала нет никакой. Вал и так легкий куда его и зачем еще облегчать, вам важна динамика разгона? Его надо баллансировать, вибрация от него большая очень. Поршень с толстыми чугунными кольцами не пригоден для большой мощности. Пытался найти импортный аналог. Есть такой поршень на старенькой Кавасаки, но она настолько старенькая, что не могу я найти где и у кого его можно купить. Размер 62 был только на этой
Расскажите пожалуйста, ЧЕМ принципиально отличается коленчатый вал Юпитера от КВ высокофорсированных скутеров и мотоциклов такого же класса.
1.Применяют другие материалы, другая технолоия, масла , -что конкретно сделано на для достижения приемлемого ресурса для дорожных мото. ?
2. Как сильно уменьшится ресурс того же КВ от Юпитера , если форсируя увеличим обороты 1.5 раз (следовательно и мощность, если сохраним прежний коэфф. наполнения цилиндров топливной смесью на повышенных оборотах ; ну там карбюратор побольше. полировка и доработка каналов.. лепестковые клапана. настроенный глушитель. (не увеличивая степень сжатия)).
Бояться перегрева не будем, двиг рассчитан на охлаждение и на меньшей скорости , в тени коляски
НА сколько раз меньше, почему.. Аргументы ?
По какой причине ? Что, кольцо нормально работавший при 6200о.мин при 9000о.мин перестанет уплотнять, начнет пропускать 30% газов ? ? Или другая причина ?
Я читал -Бекман "Гоночные мотоциклы" - кольцо, как правило ОДНО, нужен для уплотнения на малых оборотах и отвода тепла от головки поршня . к цилиндру. На высоких оборотах перестает играть свою роль, , а газы и так не успевают просочиться через узкую щель за короткое время. Вспомним декомпрессионные сверления в цилиндрах..или лабиринтное уплотнение между картерами ЯВА 350 ( без резиновых сальников)
Если все таки толстые кольца не работают-- Почему ? ?
Вы профессионал в этих вопросах подскажите пожалуйста, как и на сколько можно увеличить мощности отечественных моторов, и какой ожидается ресурс на парамрторе , при соблюдений всех правил и ТО.
И сотни начинающих будут вам благодарны.
А ВЫ можете предложить на отеч. рынок легкий и недорогой для наС, и выгодный ВАМ СотнЮ. двигателей (Разной комплектации). на базе ЦПГ и КВ известного вам скутеров или серийных мото, Литье для картера и станки у вас есть. Европа рядом. а там ой как много цилиндров и КВ.
Опыт Белорусов. Италия "ИМХО" работает так. Никому невыгодно делать кокиль для сотни двигателей..Меня бы устроил легкий мотор 15-20сил с ресурсом 200- 300час.
Заранее благодарен = Ильвер
Цилиндропоршневая группа — разборка и сборка на мотоцикле
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.


8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
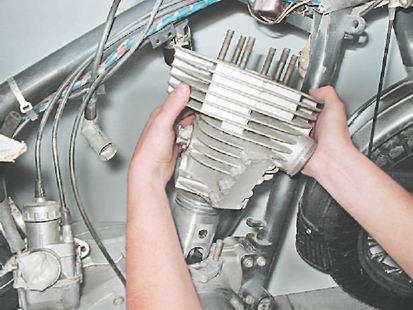
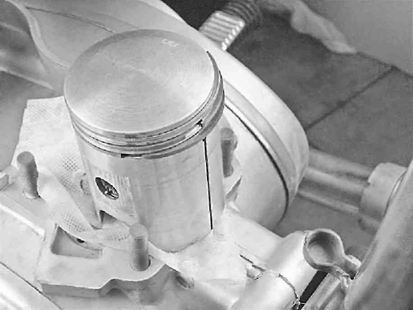
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
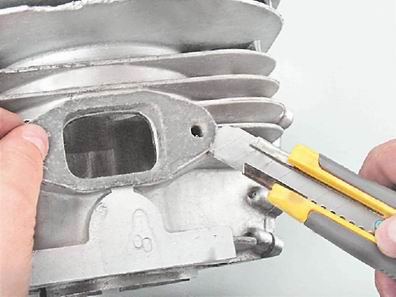
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть — заменяем головку цилиндра.
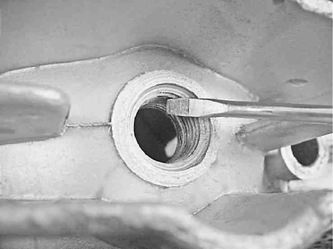
17. Аналогично осматриваем резьбу отверстия под декомпрессор.

При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
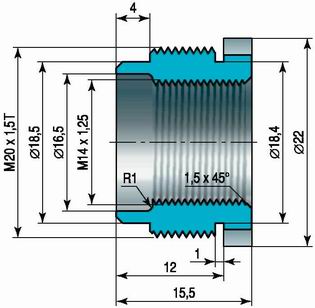
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.

21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.

При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.

23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).


25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.

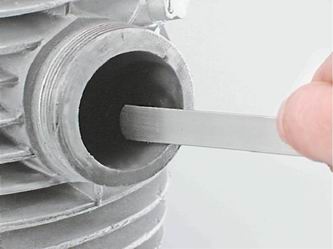
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
При новом поршне и цилиндре, а также, если они имеют допустимый износ , устанавливаем поршневые кольца номинального размера (диаметр — 72 мм при зазоре в стыке равном 0,25-0,45 мм). Перед установкой колец на поршень проверяем их прилегание к цилиндру. Для этого поочередно вставляем кольца в цилиндр строго параллельно верхней его плоскости. Зазор в стыке кольца должен быть в пределах 0,25-0,45 мм. При меньшем зазоре подпиливаем стык плоским мелким надфилем. Иначе при работе двигателя и расширении кольца от нагрева его концы упрутся друг в друга, и кольцо может повредить зеркало цилиндра. Проверяем щупом торцевой зазор между кольцами и канавками, он должен быть в пределах от 0,075 до 0,1 мм. Поршневые пальцы выпускаются четырех размерных групп, что позволяет обеспечить беззазорное соединение с поршнем в холодном состоянии и минимальный зазор при работе двигателя. Размерная группа обозначена краской на торце пальца (зеленая, белая, черная и желтая метки, в порядке увеличения диаметра пальца). Соответствующая метка нанесена краской на одну из бобышек поршня. Поршневой палец должен быть собран с поршнем одной с ним группы.

Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.

При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
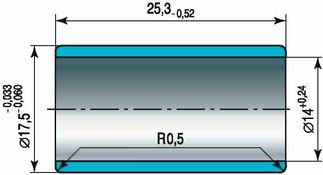
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).

4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.

5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
Как снять палец с поршня иж планета 5
Рисунок 1. Поршень и стопорное кольцо.
Я нарисовал в Paintе рисунок 1 чтоб было немного понятней о чем речь, на нем изображен поршень, а именно стопорное кольцо и красным цветом обозначены усики этого самого кольца на которые необходимо нажимать как указывают зеленые стрелочки. При надавливании на усики стопорное кольцо выходит из канавки, т.е. кольцо можно уже с легкостью снимать.
2. После снятия стопорных колец необходимо выпресовать поршневой палец из поршня. Нам понадобятся следующие инструменты, повторюсь ремонт в Сарайно-гаражных условиях, поэтому о спец инструменте речи быть не может: Молоток, вороток диаметром желательно 13 мм. И длиной 15 см., деревянный брусок небольших размеров главное чтоб весил грамм 500 так, и ловкость рук конечно…
3. В деревянном Бруске необходимо проделать отверстие диаметром 17-20 мм, для того чтоб пролез туда поршневой палец.
Рисунок 2. Выпресовка пальца.
Рисунок 3. Цилиндр вид сверху.
• Теперь, когда цилиндр расточен и дядя Ваня ходит бухой, нам необходимо подобрать кольца и купить втулку верхней головки шатуна, а покупать ее надо после того как мы убедимся что старая втулка нас не устраивает или про запас.
Итак — проверка втулки:
Для того чтобы определить послужит ли нам старая втулка необходимо взять новый палец поршневой и немного налив на него масло засунуть в шатун. Если палец зашел без препятствий и вольно там себя чувствует, это верный признак будущего звона Друзья мои, надо втулку менять! Если же палец с небольшим натягом все таки туда залез и не имеет люфта, то вам повезло, можно оставить старую втулку не обрекая себя на геморроидальные процессы связанные с ее заменой.
Я же рассмотрю весь процесс для тех, у кого втулка уже изношена и ее надо менять.
Для выпресовки втулки я рассмотрю самый простой и доступный способ, это распиливание втулки с последующим ее выпресовыванием.
Рисунок 4. Распиливание втулки.
1. Полотно пилы по металлу.
2. Отверстия для подачи масла на поверхность втулки.
3. Втулка (бронзовая) которую необходимо распилить.
4. Головка верхняя Шатуна в разрезе.
5. Рычаг шатуна.
6. Ножовка по металлу.
На рисунке 3 показано как распилить втулку и потом выковырнуть ее воротком или выдавить руками, если получиться. В этом моменте главное при распилке не задеть сам шатун, поэтому пилить необходимо с предельной осторожностью.
После того как втулка будет выпресована из шатуна необходимо запрессовать новую. Для этого необходимо иметь болт указанный на рисунке 5.
Рисунок 5. Запрессовка втулки.
Рисунок 6. Запрессовка пальца.
На рисунке 6 изображено:
1. Деревянный брусок. Брусок необходимо прижать к поршню рукой для того чтобы при забивании поршневого пальца удерживать поршень, тем самым не давая согнуться шатуну коленвала.
2. Шатун коленвала.
3. Поршневой палец.
4. Канавка стопорного кольца.
5. Втулка верхней шейки шатуна коленчатого вала.
6. Молоток.
7. Вороток или металлический стержень диаметром не более 14,8 мм, и не менее 10 мм, такой диаметр необходим для того чтобы стержень пролез в бобышки поршня и не поцарапал их, и не проскочил внутрь поршневого пальца, в его отверстие.

04:24

03:31

05:41

05:02

02:29
![Oliver Tree & Little Big - The Internet [Music Video]](https://i.ytimg.com/vi/5Og1N-BVSwg/0.jpg)
03:36

04:43
Читайте также: