
Как соединить покрышки между собой
Обновлено: 07.07.2024
ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ
ИНСТРУКЦИЯ
ПО ПРОЕКТИРОВАНИЮ И МОНТАЖУ КОНТАКТНЫХ СОЕДИНЕНИЙ ШИН
МЕЖДУ СОБОЙ И С ВЫВОДАМИ ЭЛЕКТРОТЕХНИЧЕСКИХ УСТРОЙСТВ
Дата введения 1983-01-01
РАЗРАБОТАНЫ ЛенПЭО ВНИИпроектэлектромонтажа.
ВНЕСЕНЫ Всесоюзным государственным научно-исследовательским и проектным институтом ВНИИпроектэлектромонтаж.
СОГЛАСОВАНЫ с Минэнерго СССР 23 августа 1979 г.; Госстроем СССР 21 апреля 1982 г.
УТВЕРЖДЕНЫ Минмонтажспецстроем СССР 26 мая 1982 г.
Распространяется на разборные и неразборные контактные соединения шин из алюминия и его сплавов, меди и стали, а также на соединения этих шин с выводами электротехнических устройств.
Предназначена для инженерно-технических работников и рабочих строительно-монтажных и специализированных монтажных организаций.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция разработана в развитие основных положений ГОСТ 10434-82, 17441-78, действующих Правил устройства электроустановок (ПУЭ) и строительных норм и правил (СНиП).
1.2. Инструкция распространяется на разборные и неразборные контактные соединения* шин, гибких шин и профилей** (швеллерного, корытного, "двойного Т" и др.) из алюминия (алюминиевого сплава), твердого алюминиевого сплава АД31Т1***, меди и стали, а также на соединения шин с выводами электротехнических устройств.
* Пояснение терминов приведено в приложении 1.
** В дальнейшем именуется "шина".
*** В дальнейшем именуется "алюминиевый сплав".
1.3. Неразборными (сварными) должны быть выполнены соединения между собой шин из однородных материалов, ответвления от этих шин и соединения алюминиевых шин и шин из алюминиевого сплава с выводами из алюминия и из алюминиевых сплавов.
Разборные (болтовые) контактные соединения следует применять при соединении шин из разнородных материалов и в случаях, когда по условиям эксплуатации необходима периодическая разборка соединений.
1.4. Контактные соединения в зависимости от технических требований, предъявляемых к ним по ГОСТ 10434-82, разделяют на 1, 2 и 3-й классы. Классы контактных соединений в зависимости от области их применения приведены в приложении 2. Линейные контактные соединения силовых цепей необходимо выполнять 1-го класса. В стандартах и технических условиях на конкретные виды электротехнических устройств указывают только 2-й и 3-й классы.
1.5. Инструкция предназначена для проектных, монтажных и эксплуатирующих организаций.
2. ТРЕБОВАНИЯ К ПРОЕКТНОЙ ДОКУМЕНТАЦИИ
В электрической части проектной документации или в проектах производства электромонтажных работ должны быть указаны:
класс контактных соединений;
конструкция контактных соединений при соединении шин между собой и с выводами (разборное, неразборные, комплектность и т.п.);
класс или группа прочности крепежных деталей, вид их покрытия по ГОСТ 14623-69 и толщина покрытия по ГОСТ 9.073-77;
исполнение и категория размещения электротехнических устройств по ГОСТ 15150-69*, 16350-80 и 17412-72*;
наименование и толщина антикоррозионных металлических покрытий контактных соединений по ГОСТ 9.073-77.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КОНТАКТНЫМ СОЕДИНЕНИЯМ
3.1. Контактные соединения должны соответствовать требованиям стандартов, технических условий, СНиП III-33-76* чертежей и настоящей инструкции.
3.2. В неразборных соединениях:
при сварке поверхность швов должна быть равномерно-чешуйчатой без наплывов. Швы не должны иметь трещин, прожогов, непроваров длиной более 10% длины шва (но не более 30 мм), незаплавленных кратеров и подрезов глубиной 0,1 толщины шины (но не более 3 мм). Сварные соединения компенсаторов не должны иметь подрезов и непроваров на лентах основного пакета;
при опрессовке хвостовик наконечника, гильзы, зажима в месте опрессовки не должен иметь трещин; лунки должны быть расположены симметрично и соосно, геометрические размеры спрессованной части соединения должны соответствовать требованиям стандартов, технических условий или технологических инструкций.
3.3. В разборных соединениях контактные поверхности должны плотно прилегать друг к другу.
3.4. Отношение начального (после сборки) электрического сопротивления контактных соединений (кроме соединений со штыревыми выводами) к электрическому сопротивлению контрольного участка шины длиной, равной длине контактного соединения, не должно превышать: для 1-го класса - 1 (если иное не указано в стандартах и ТУ на конкретные виды электротехнических устройств); для 2-го класса - 2; для 3-го класса - 6.
В контактных соединениях шин различной электрической проводимости сравнение производят с шиной меньшей электрической проводимости.
3.5. Начальное сопротивление контактных соединений 1-го класса со штыревыми выводами должно быть не выше значений, указанных ниже:
Сопротивление контактных соединений 2-го и 3-го классов указывают в стандартах и ТУ на конкретные виды электротехнических устройств.
3.6. Электрическое сопротивление контактных соединений (кроме сварных и паяных), прошедших испытания, не должно превышать начальное сопротивление более чем в 1,5 раза. Сопротивление сварных и паяных соединений должно оставаться неизменным.
3.7. При протекании номинального тока температура нагрева разборных и неразборных контактных соединений 1-го и 2-го классов не должна превышать значений, указанных в табл.1. Температуру нагрева контактных соединений 3-го класса устанавливают в стандартах и ТУ на конкретные виды электротехнических устройств.
Материал шины (вывода)
Наибольшая допустимая температура нагрева в установках, °С
Медь, алюминий и его сплавы без защитных покрытий контактных поверхностей
То же с защитными покрытиями неблагородными металлами
Медь с защитным покрытием серебром
3.8. Температура контактных соединений при испытании на стойкость при сквозных токах должна быть не более 200 °С у соединений шин из алюминия и его сплавов, а также у соединений этих шин с медными и 300 °С у соединений медных шин.
3.9. Контактные соединения должны выдерживать напряжения, возникающие от воздействия статических осевых нагрузок на растяжение, не менее 90% временного сопротивления разрыву целой гибкой шины для соединений, работающих на растяжение, и 30% для сварных и спрессованных соединений, не работающих на растяжение.
3.10. После испытаний на стойкость при сквозных токах контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации.
3.11. В контактных соединениях применяют крепежные детали прочностью не ниже указанного класса или группы прочности (ГОСТ 1759-70):
Болты, винты, шпильки из углеродистых или легированных сталей
Гайки из углеродистых или легированных сталей
Болты, винты, шпильки и гайки из цветных сплавов
3.12. Разборные контактные соединения шин с выводами, а также разборные линейные контактные соединения, подверженные вибрации или находящиеся во взрывоопасных и пожароопасных помещениях, предохраняют от самоотвинчивания контргайками или пружинными шайбами.
3.13. Контактные соединения в соответствии с их исполнением и категорией размещения согласно ГОСТ 15150-69* должны выдерживать воздействие климатических факторов внешней среды, указанных в этом стандарте, а также ГОСТ 15543-70*, 15963-79, 16350-80, 17412-72* или в стандартах и ТУ на конкретные виды электротехнических устройств.
3.14. В зависимости от климатического исполнения и категории размещения электротехнических устройств по ГОСТ 15150-69* контактные соединения в соответствии с ГОСТ 10434-82 подразделяются на группы А и Б.
К группе А относятся контактные соединения электротехнических устройств всех исполнений, размещенных в помещениях с кондиционированным или частично кондиционированным воздухом (категория размещения 4.1), и электротехнических устройств исполнений У, ХЛ и ТС, размещенных в закрытых помещениях (металлических с теплоизоляцией, каменных, бетонных, деревянных) с естественной вентиляцией без искусственно регулируемых климатических условий (категория размещения 3) и в помещениях с искусственно регулируемыми климатическими условиями (категория размещения 4) при атмосфере типов I и II по ГОСТ 15150-69*.
К группе Б относятся контактные соединения электротехнических устройств других исполнений и категорий размещения при атмосфере типов I и II и электротехнических устройств всех исполнений и категорий размещения при атмосфере типов III и IV.
3.15. Медная часть переходных пластин должна иметь защитное покрытие ПОС-40 по ГОСТ 21931-76 или олово-висмут.
3.16. Болты, винты, гайки, шайбы и другие крепежные детали для контактных соединений должны иметь защитное металлическое покрытие по ГОСТ 14623-69. Толщину покрытия следует определять по ГОСТ 9.073-77.
При соединении шин из однородных металлов в сухих помещениях допускают применение вороненых стальных болтов, гаек, шайб.
4. СОЕДИНЕНИЯ И ОТВЕТВЛЕНИЯ ШИН
4.1. Неразборные (сварные) соединения шин следует выполнять согласно требованиям ГОСТ 23792-79, Руководства [1], Инструкции [2]. Способы сварки приведены в табл.2, наиболее распространенные виды сварных соединений и ответвлений - на рис.1.
Сразу извиняюсь если пишу не по адресу, но я думаю что лучший и исчерпывающий ответ я смогу получить у химиков.
Хочу купить клей для того что бы склеить себе несколько горшков из покрышки, подсаживать как можно сделать такое
Достаточно ли клея для склеивания протектора покрышки стык в стык, или чуть в нахлест. Или pдесь не обойтись без горячей вулканизации.
С уважением Алексей. А может есть другие варианты. Может если есть ссылочки скините. Спасибо.
Люди! Не делайте вазоны из покрышек. Во-первых, это вредно для здоровья, т.к. покрышки выделяют вредные вещества, а во-вторых, это не есть красиво. Лучше купите красивый горшок, или деревянные чурбачки, которые можно вкопать в землю.
Разрезанный протектор встык прочно не склеишь, только внахлест. В шиномонтаже обычно могут подсказать, каким доступным продажным клеем для этого дела лучше пользоваться, а как соединение внахлест завулканизовать - я думаю, Вам и так ясно. Есть такие малогабаритные вулканизаторы, прямо по инструкции к ним и действуйте.
В принципе можно наружную часть соединить и встык, но тогда сзади нужна заплата внахлест, которая будет держать обе соединяемые части.
Спасибо за исчерпывающий ответ, наверное он пригодиться не только мне. Теперь в интернете есть доступным языком описание процесса склеивания. Я пытался искать по запросу вулканизация - пусто.
Вот еще вопросы которые созрели у меня при анализе этой темы:
1. В процессе вулканизации я читал используется сера для чего ?
2. Какое давление считать оптимальным или чем сильнее тем лучше ?
3. Объясните пожалуйста это чисто физический или химический процесс ?
4. Есть ли такие препараты что бы довести резиту до жидкого состояния, к примеру взяв крошку, налить ЧТО-ТО, получить однородную массу, залить в форму и получить резинку новой формы? Так сказать наливной пол.
За ранее спасибо. Алексей.
1. Это главное вулканизирующие вещество. Она сшивает длинные веревочки молекул каучука поперечными сшивками
2. если очень сильно надавить, можно разрушить(порвать) резину.
3. Химический.
4. Да если б это было возможно, покрышки бы не выбрасывали, а перерабатывали.
2. И все к той же теме, растворение крошки это в принципе не возможно, или сопряжено со сложностями. Дуду признателен, если раскроете эту тему, хочу понять скрытые возможности резины от протектора.
3. Мои мысли такие: крошку разбавить каким-нибудь растворителем (или чем нибуть еще), он растворить тонкий верхний слой каждой крошки, получится между крошкою слизистый раствор, а потом в него добавить так назвать фиксатор (то что сможет эту слизь превратить в резину) и залить к примеру поверхность.
4. И если вдруг владеете информацией по покрытиям из крошки было бы интересно понять всю технологию.
Нет, там не сера, там другой вулканизующий агент. Какой - в справочниках не написано, спрашивайте у разработчиков
delashop писал(а): 2. И все к той же теме, растворение крошки это в принципе не возможно, или сопряжено со сложностями. Дуду признателен, если раскроете эту тему, хочу понять скрытые возможности резины от протектора.
Растворение крошки в принципе невозможно, возможно ее набухание в углеводородах/битумах и переработка в набухшем виде. Существуют технологии применения этой резиновой крошки в асфальтовых и некоторых других покрытиях, в том числе - и в искусственных покрытиях беговых дорожек спортивных сооружений.
delashop писал(а): 3. Мои мысли такие: крошку разбавить каким-нибудь растворителем (или чем нибуть еще), он растворить тонкий верхний слой каждой крошки, получится между крошкою слизистый раствор, а потом в него добавить так назвать фиксатор (то что сможет эту слизь превратить в резину) и залить к примеру поверхность.
delashop писал(а): 4. И если вдруг владеете информацией по покрытиям из крошки было бы интересно понять всю технологию.
Желание добавить городской комфорт в дачную жизнь побуждает многих дачников, да и владельцев загородной недвижимости, заниматься обустройством водопровода на собственном участке. Но полноценная работа водопровода невозможна без канализации, не так ли?
Оказывается, смастерить автономную канализацию можно самостоятельно из подручных материалов. Одним из популярных самодельных сооружений является сливная яма из покрышек, применяемая для сбора и фильтрации стоков. Устройство и монтаж конструкции очень просты, но эффективность и безопасность эксплуатации системы достигается только при строгом соблюдении технологических норм.
В этом материале мы расскажем о том, как выбрать место под выгребную яму, и что необходимо при этом учитывать. Также, здесь вы найдете пошаговую инструкцию по сооружению выгребной ямы из автомобильных шин. Материал сопровождается схемами по обустройству и видеороликами с советами экспертов по сооружению сливных ям.
Устройство и принцип действия отстойника
Выгребная яма – простейший вариант обустройства автономной канализации. С появлением высокоэффективных септиков и локальных систем очистки применение сливных сборников в частных домохозяйствах и коттеджных поселках снизилось. Однако среди дачников этот способ вывода сточных вод остается востребованным.
Наиболее бюджетная и легкая в исполнении система локальной канализации основывается на применении старых автопокрышек. В этом случае стенки сливного сборника укреплены резиновыми шинами, днище у резервуара отсутствует.

Возможно два варианта организации сливной ямы: 1 – поглощающий колодец без дна, предназначенный для переработки и утилизации серых стоков и осветленной воды, прошедшей обработку в септике, 2 – герметичный накопительный резервуар, устраиваемый для сбора смешанных или коричневых сточных масс. Оба способа просты и доступны в реализации
Основание поглощающего, или иначе фильтрующего варианта – дренажный слой из щебня и песка. Устойчивость конструкции достигается за счет веса самих автопокрышек, земельной обсыпки и накопленных сточных вод.
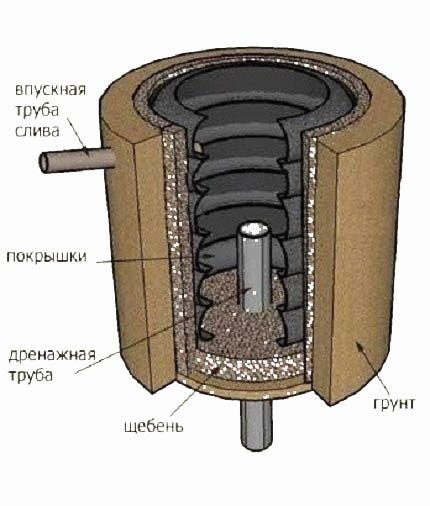
Принцип работы поглощающей ямы:
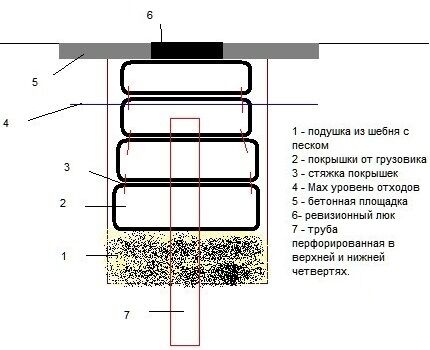
Для повышения качества фильтрации и ускорения дренажа стоков внутри резервуара из автопокрышек устанавливается пустотелая перфорированная труба.
Часть сточных вод подвергается двойной чистке – не осевшие на дно взвеси отфильтровуются дренажной трубой и проходят доочистку в песчано-гравийной засыпке
Целесообразность сливного сборника из автопокрышек
Главные аргументы в пользу колодца из резинотехнических изделий:
- Низкая стоимость. Использованные покрышки можно достать бесплатно – на автосервисе или автотранспортном предприятии остается много старых шин под утилизацию. В крайнем случае, изношенную автомобильную резину получится приобрести практически за копейки на барахолке. Основная статья расходов – обустройство подводящего трубопровода.
- Простота монтажа. Подготовка материала, установка и подключение сливного резервуара – посильная задача для одного человека. Работа не предусматривает использование дорогостоящих инструментов и оборудования.
Резина не поддается коррозии, поэтому яма прослужит дольше, чем сооружение из металлических бочек. Средний срок эксплуатации – 10-12 лет.

Для сооружения поглощающего колодца подойдут любые автомобильные шины, диаметр которых превышает 1 метр. Весь процесс сооружения сливной ямы из покрышек займет 1-2 дня
Утрата герметичности – самая частая причина сбоя в работе канализационной системы.
Возможные решения проблемы: капремонт конструкции после чистки или полный демонтаж резинового колодца с последующим возведением траншеи из новых покрышек.

Скопившийся ил препятствует нормальному дренажу сточных вод, поэтому сборник необходимо регулярно очищать. Процесс чистки очень трудоемок из-за неровности стенок резервуара
Поглощающий колодец из покрышек целесообразно возводить при выполнении следующих условий:
- объем сточной жидкости не превышает 1 м.куб/сутки;
- уровень грунтовых вод на участке находится на глубине от 2-х м;
- выгребную яму без дна предпочтительно обустраиваться на легких, хорошо дренируемых грунтах (песок, супесок), на тяжелых субстратах (глина) вода склона застаиваться.
Строительство ямы целесообразно для дачного участка, сауны или бани сезонного использования.
Выбор места под сливную яму
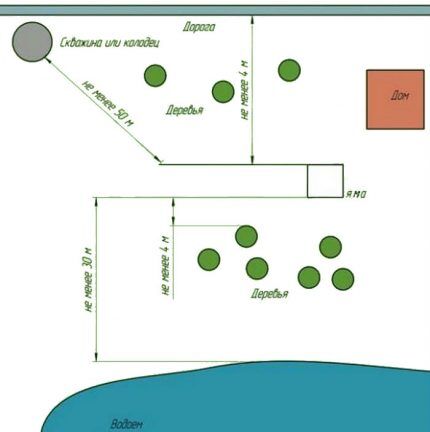
Основное правило при выборе места гласит: расстояние от жилого дома до сточной ямы должно составлять не менее 15 м. Отклонение от норматива возможно по согласованию с местной СЭС
Дополнительные, но не менее значимые, ограничения по отдалению резервуара с нечистотами:
- Дистанция до водопроводных труб зависит от направления движения грунтовых вод. Приблизительно определить направление можно по уклону рельефа. При устремлении вод от сливной ямы минимальное расстояние между обозначенными объектами – 40 м, в противном случае – не меньше 25 м.
- До ближайшего колодца или глубинной скважины с питьевой водой должно быть 50 м и больше. На практике соблюсти эту норму очень сложно. С разрешения СЭС эта дистанция сокращается до 30 м.
- Расстояние до открытого водоема – минимум 30 м.
- Дистанция между деревьями, кустарниками и выгребной ямой – 4 м. Такой же параметр определен для проезжей части.
- Отдаленность очистной установки от соседнего участка – около 3-х метров.
Оптимальное расположение ямы – в низине участка по направлению грунтовых вод. Чтобы снизить вероятность проникновения в жилье неприятного запаха емкость с нечистотами сооружается с подветренной стороны, подальше от дома.
При планировке надо обеспечить беспрепятственный доступ очистительной техники к выгребному резервуару.

Стандартная длина шланга ассенизаторской машины – 6 м, при этом 1,5-2 м уйдут в глубину траншеи. Современная спецтехника оборудована шлангами длиной от 10 м, но ее вызов и работа обойдутся на порядок дороже
Технология сооружения выгребной ямы из шин
Ниже представлен пошаговый инструктаж по созданию сливной ямы с дренажной скважиной. Материал обустройства поглощающего колодца – старые шины.
Процесс устройства сливного сооружения из старой автомобильной резины включает ряд традиционных этапов:
Перед сооружением сливной ямы из автошин рассчитываем необходимый объем, согласно которому заготавливаем требующееся количество резины
Роем котлован, учитывая, что для свободной установки и выравнивания элементов нужно как минимум по 50 см по окружности. Глубину принимаем с учетом 10 см слоя песка, применяемого для выравнивания дна
На засыпанное песком и выравненное дно укладываем стартовое кольцо. Затем собираем всю шахту, последовательно устанавливая каждую из шин на предварительно уложенную и выровненную покрышку. Используем силиконовый клей и герметик
От обустраиваемого объекта (дома, летней кухни, бани) прокладываем канализационный трубопровод с уклоном 2 см на 1 м в сторону сливной ямы
В точке ввода канализационной трубы в стенке резиновой ямы вырезам отверстие. Диаметр должен обеспечивать плотную посадку трубы
Боковины автомобильных шин обрезаем, чтобы увеличить объем колодца и сократить площадь участков, способствующих накапливанию осадка. Края покрышек "сшиваем" полимерными стяжками
На дно сливной ямы засыпаем карьерный песок слоем примерно 35 - 40 см. Уплотнять его и трамбовать не нужно
На песок засыпаем мелкий щебень слоем 40 - 45 см, затем крупный щебень слоем 35 - 40 см. Таким методом создаем грунтовый фильтр, производящий доочистку стоков
Первоочередная задача сооружения автономной очистной системы из покрышек – расчет объема сливного резервуара для определения количества и габаритов используемых шин. Объем камеры зависит от числа проживающих людей в доме.
Согласно нормативным данным один взрослый человек расходует в день порядка 170-200 л воды (для купания, стирки, приготовления пищи и т.д.). Если взять за условие, что семья состоит из трех людей, то суточный объем стоков составит около 600 л (0,6 куб.м).

По технологическим правилам, канализации такого типа должны вмещать трехкратный суточный объем сточных вод. Норма обусловлена тем, что период первичного разложения органики, расщепление нечистот на взвеси разных фракций составляет три дня
Для подсчета количества покрышек необходимо определить объем одной шины. Это легко сделать, зная диаметр и высоту автопокрышки.

Объем покрышки вычисляется, как площадь ее основания на высоту. При этом площадь основания – произведение квадрата радиуса и константы π (3,14)
Для самостоятельного сооружения поглощающей ямы и подвода к ней коммуникаций следует запастись инструментами и материалами. Земельные работы выполняются с помощью разных видов лопат.
Совковая лопата. Благодаря конструкции изогнутого черпака удобно подгребать и вынимать землю из канавы. Если металлическое полотно лопаты выгибается, его можно усилить дополнительными бортами.
Штыковая лопата. Используется в начале копки, поэтому подойдет инструмент с рукояткой стандартной длины (1,5 м).

Для удобства использования на глубине лопата оборудуется длинным черенком (2,5-3 м). Желательно на краю рукоятки сделать крестообразный захват – он облегчит переворот штыка
Ориентировочный список материалов:
Для монтажных работ понадобятся: резак или электролобзик, рулетка, строительный уровень, садовый бур, лестница, ведро и веревка.
Организация локальной очистной системы начинается с обустройства выпуска. Впоследствии выполняется сборка стояка в доме, подключение тройников и отводящих труб. В старой постройке вывод канализационного трубопровода осуществляется через подполье или погреб.
Если в новом доме заранее не предусмотрен выпускной канал, то придется демонтировать пол и делать отверстие в фундаменте.

Далее подготавливается траншея, ведущая от дома к выгребной яме. Необходимо обеспечить достаточный уклон для стока – не менее 1,5-2 см на погонный метр
Глубина залегания трубопровода на выходе из дома должна составлять не менее 60 см, оптимально – 1 м. Если в некоторых участках глубина траншеи составляет меньше 90 см, то трубопровод надо утеплить. Подробнее о глубине залегания канализационных труб читайте далее.
В качестве лекала под разметку границ котлована используется одна из покрышек. Шину надо положить на выбранное место и по периметру окружности выставить колышки. Чтобы в дальнейшем покрышки свободно поместились в котлован, диаметр кольца надо расширить на 20-40 см.
Вначале землю удобно копать штыковой лопатой. Плодородный почвенный слой (первые 50 см) можно равномерно распределить по огороду, более глубокие земляные пласты можно будет использовать для обратной засыпки.
Работая вдвоем, процесс копки можно ускорить и соорудить примитивный подъемный механизм – к ведрам привязать веревку.

Котлован дополнительно углубляется на толщину дренажной подушки (20-30 см). Стенки ямы освобождаются от корней деревьев, чтобы по мере роста они не повредили или не сдвинули покрышки
По технике безопасности земельные работы на глубине надо проводить с напарником. Один человек занимается копкой, а второй помогает на поверхности и страхует от обрушения стенок котлована. Это требование особенно актуально при обустройстве ямы в неустойчивых грунтах.
По поводу технологии подготовки шин под устройство выгребной ямы мнения исполнителей разделились. Первая группа считает, что никаких манипуляций с шинами делать не надо, так как полное или частичное удаление протектора негативно скажется на устойчивости сегментов и герметичности конструкции в целом.

Оптимальное решение – частичный срез обода. На колесах надо оставить боковые торцы по 5-7 см для фиксации с соседними сегментами
В одной автопокрышке надо вырезать отверстие для подведения канализационной трубы.
На глубине очень часто грунт тяжелый, глинистый, плохо впитывающий и пропускающий влагу. Для повышения площади всасывания сточной жидкости и улучшения эффективности работы поглощающей траншеи устанавливается одна или несколько дренажных каналов.
Ход выполнения работы:
- Садовым буром просверлить максимально глубокую скважину – канал должен проходить сквозь плотные породы, замедляющие отток фильтрованной воды. Глубина траншеи от дна ямы – до 3-5 м.
- Подготовить трубу, соответствующую длине и диаметру дренажного канала. Чтобы фильтрационная труба не заиливалась, ее верхний край должен быть выше основания сливной ямы на 1 м.
- Боковые стенки трубы, начиная сверху и не доходя 50 см до дна, просверливаются. Верхушка канала закрывается мелкоячеистой полипропиленовой сеткой.
После обсадки дренажной скважины, т.е. установки в выбуренный ствол перфорированной трубы, на дно котлована насыпается слой щебня и гравия – толщина фильтрующей подушки около 20-30 см.

В качестве выводящего канала можно использовать канализационную пластиковую трубу диаметром 110 мм. Более доступная альтернатива – асбестоцементная труба
На дно своеобразной шахты помещается первая покрышка, пропуская через нее дренажную трубу. Аналогичным образом опускается в яму вторая шина, и соединяются борта соседних колес удобным способом.
Сопоставив и выровняв обе покрышки, надо сделать сквозные отверстия в протекторах. Продеть через них металлическую проволоку или пластиковый хомут, и туго скрутить.
По ходу возведения башни выполняется герметизация внешних стыков – места соединений покрышек обрабатываются бетонным раствором или битумной мастикой. После схватывания смеси можно приступать к обратной засыпке котлована.

Фиксация и укрепление стенок резервуара из шин в грунте выполняется разными способами: засыпка песчано-земляной смесью, заливка бетоном или заполнение пространства оставшимися автопокрышками. Вертикально уложенные шины обездвижат конструкцию
Торец последней шины должен немного возвышаться над землей. По окончанию укладки всех шин стенки емкости изнутри покрываются водоизолирующим материалом. Наиболее доступный вариант гидробарьера — подходящий по составу герметик.
Участки трубопровода наружной части канализации, проложенные выше уровня промерзания грунта, желательно утеплить. Несмотря на то, что по ним транспортируется в основном стоки с высокой температурой, образование ледяных пробок не исключено
На протяжении всей канализационной трассы все соединения должны быть надежно герметизированы. Никаких предпосылок к возникновению утечек не должно быть
Во избежание распространения неприятных запахов верх сливной ямы необходимо закрыть горловиной с люком. Для сооружения горловины подойдут отрезанные боковушки шин
1.1. Разборные (болтовые) контактные соединения в зависимости от материала соединяемых шин и климатических факторов внешней среды подразделяются на соединения:
а) без средств стабилизации электротехнического сопротивления;
б) со средствами стабилизации электрического сопротивления.
1.2. Контактные соединения шин из материалов медь-медь, алюминиевый сплав алюминиевый сплав, медь-сталь, сталь-сталь для групп А и Б, а также из материалов алюминиевый сплав-медь и алюминиевый сплав-сталь для группы А не требуют применения средств стабилизации электрического сопротивления. Соединения выполняются непосредственно с помощью стальных крепежных деталей (рис.1 а).

Рис. 1. Разборные контактные соединения
1 - шина медная, из алюминиевого сплава или стали; 2 - алюминиевая шина; 3 - стальная шайба; 4 - тарельчатая пружина; 5 - стальной болт; 6 - стальная гайка; 7 - болт из цветного металла; 8 - гайка из цветного металла; 9 - шайба из цветного металла; 10 - металлопокрытие; 11 - шина медная, алюминиевая, из алюминиевого сплава или стали; 12 - медно-алюминиевая пластина; 13 - пластина из алюминиевого сплава; 14 - шина из алюминиевого сплава
1.3. Контактные соединения шин из материалов алюминий-алюминий, алюминиевый сплав-алюминий для групп А и Б, а также из материалов алюминий-медь и алюминий-сталь для группы А следует выполнять с помощью одного из средств стабилизации сопротивления:
а) тарельчатых пружин по ГОСТ 3057 (рис. 1 б);
б) крепежных изделий из меди или ее сплава (рис. 1 в);
в) защитных металлических покрытий по ГОСТ 21.484, наносимых на рабочие поверхности шин или электропроводящей смазкой типа ЭПС-98 (рис 1 г);
г) переходных медно-алюминиевых пластин по ГОСТ 19357 (рис. 1 д);
д) переходных пластин из алюминиевого сплава (рис. 1 е).
1.4. Для группы Б контактные соединения шин из материалов алюминиевый сплав-медь, алюминиевый сплав-сталь, следует выполнять как показано на рис. 1 д, е; из материалов алюминий-медь, алюминий-сталь - как показано на рис. 1 б, в, д, е.
Рабочие поверхности шин и пластин из алюминия и алюминиевого сплава должны иметь защитные металлопокрытия.
1.5. Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин следует соединять с алюминиевыми шинами сваркой. Разборные соединения переходных пластин с медными шинами необходимо выполнять с помощью стальных крепежных деталей.
1.6. Расположение и диаметр отверстий для соединения шин шириной до 120 мм приведены в табл. 1.
Зависимость диаметра отверстия в шинах от диаметра стягивающих болтов следующая:
Диаметр болта, мм
Диаметр отверстия в шинах, мм
Таблица 1





* Примечание только при соединении пакетов шин
1.7. Контактные участки шин шириной 60 мм и более, имеющие два отверстия в поперечном ряду, рекомендуется выполнять с продольными разрезами. Ширина разреза зависит от способа его выполнения и должна быть не более 5 мм.
2. Подготовка к сборке разборных соединений
2.1. Подготовка шин для разборного соединения состоит из следующих операций: выполнение отверстий под болты, обработка контактных поверхностей и, при необходимости, нанесение металлопокрытия.
2.2. Расположение и размеры отверстий под болты должны соответствовать указанным в п. 1.6.
2.3. При массовой заготовке шин рекомендуется вырубку отверстий производить на прессах. Одновременная вырубка нескольких отверстий
может быть осуществлена с помощью специальных приспособлений. При вырубке отверстий с применением упора и кондукторов разметку производить не следует.
2.4. Длину болтов для соединения пакета шин необходимо выбирать по табл. 2. На болтах после сборки и затяжки соединений должно оставаться не менее двух ниток свободной резьбы.
Таблица 2
Длина болтов для соединения пакетов шин:
Толщина пакета шин в соединении, мм
Длина болтов, мм
алюминиевых с алюминиевыми
алюминиевых с медными или с шинами из алюминиевого сплава
медных или стальных
2.6. Для удаления окисных пленок рабочие поверхности следует зачищать. По окончании зачистки шин из алюминия или алюминиевого сплава на их поверхность необходимо нанести нейтральную смазку (вазелин КВЗ, ГОСТ 15975; ЦИАТИМ-221, ГОСТ 9433; ЦИАТИМ-201, ГОСТ 6267; электропроводящую смазку ЭПС-98 ТУ 0254-002-47926093-2001 или другие смазки с аналогичными свойствами). Рекомендуемое время между зачисткой и смазкой - не более 1 ч.
2.7. Способы и технология нанесения металлопокрытий на контактные поверхности шин даны в Приложении 8.
2.8. Поверхности, имеющие защитные металлические покрытия, в случае загрязнения перед сборкой следует промыть органическими растворителями (бензином, уайт-спиритом и т.д.).
Луженые медные желобки, предназначенные для закрепления медных шин в петлевых зажимах, необходимо промывать растворителем и покрывать слоем нейтральной смазки (вазелин КВЗ, ГОСТ 15975; ЦИАТИМ-201, ГОСТ 6267; ЦИАТИМ-221, ГОСТ 9433; электропроводящую смазку ЭПС-98 ТУ 0254-002-47926093-2001 или другими смазками с аналогичными свойствами). Зачищать такие желобки наждачной бумагой не следует.
2.9. Допускается наносить металлопокрытия на отрезки шин (пластин), которые затем приваривают к шинам на монтаже. Длина покрываемого отрезка шины (пластины) в зависимости от длины этого отрезка должна быть:
Читайте также: