
Маркировка колесных гаек и расшифровка их обозначений
Обновлено: 07.07.2024

Для чего делается маркировка болтов, и что могут сказать нам эти загадочные знаки на головке? Достаточно многое. И уж точно все, что нам может потребоваться.
Разумеется, маркировка на головках болтов — это никакие не древнеегипетские иероглифы, а вполне определенные сведения о том, кто данный болт изготовил, и каковы его (болта, конечно) характеристики.
Давайте теперь подробно и по порядку.
Как разобраться в обозначении крепежа
В начале ХХ века в СССР была принята система условных обозначений крепежа, большей частью перенятая из Европы, но, со временем, советские инженеры разработали собственную особую систему условных обозначений крепежа. При обозначении крепежа (болтов, гаек, винтов, шпилек, шайб) на чертежах, в спецификациях и в технической документации, во избежание разночтений, должны всегда использоваться утверждённые полные условные обозначения, одинаковой формы для всех случаев. Но, в связи с халатностью, ленью, спешкой, а также технической неграмотностью многих инженерно-технических работников, появились и нашли широкое применение различные виды условных обозначений:
ПРИЛОЖЕНИЕ 1 (справочное). Масса стальных болтов (исполнение 1) с крупным шагом резьбы
ПРИЛОЖЕНИЕ 1
Справочное
Длина болта
,
мм
Теоретическая масса 1000 шт. болтов, кг , при номинальном диаметре резьбы , мм
(Измененная редакция, Изм. N 5).
Полное условное обозначение
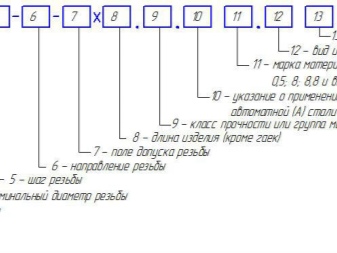
На постсоветском пространстве согласно ГОСТ 1759.0-87 и ГОСТ 18126-94 принята следующая схема условного обозначения для болтов, винтов и шпилек и гаек из углеродистых сталей и цветных сплавов:
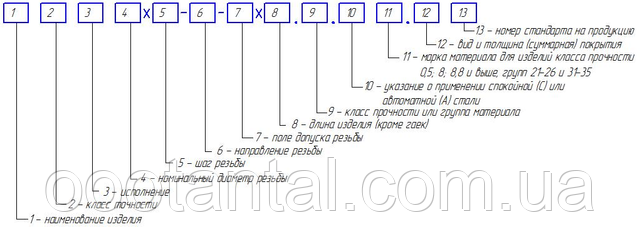
Приведенные схемы имеют общий вид, со всеми возможными элементами. В зависимости от вида крепежа обозначение может содержать большее или меньшее количество элементов. Также необходимо отметить, что некоторые виды болтов, шпилек, гаек и шайб имеют свои специфические условные обозначения, нормируемые конкретным стандартом (например: болты фундаментные ГОСТ 24379.1-80, шпильки для фланцевых соединений ГОСТ 9066-75 и др.)
ПРИЛОЖЕНИЕ 2 (справочное). Дополнительные требования, отражающие потребности народного хозяйства
ПРИЛОЖЕНИЕ 2
Справочное
Номинальный диаметр резьбы
Диаметр описанной окружности , не менее
Теоретическая масса 1000 шт. болтов (исполнение 1) с крупным шагом резьбы, кг
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 5; измененная редакция, Изм. N 6).
Примеры обозначения различного крепежа
Рассмотрим обозначения различного крепежа на примерах с расшифровкой:
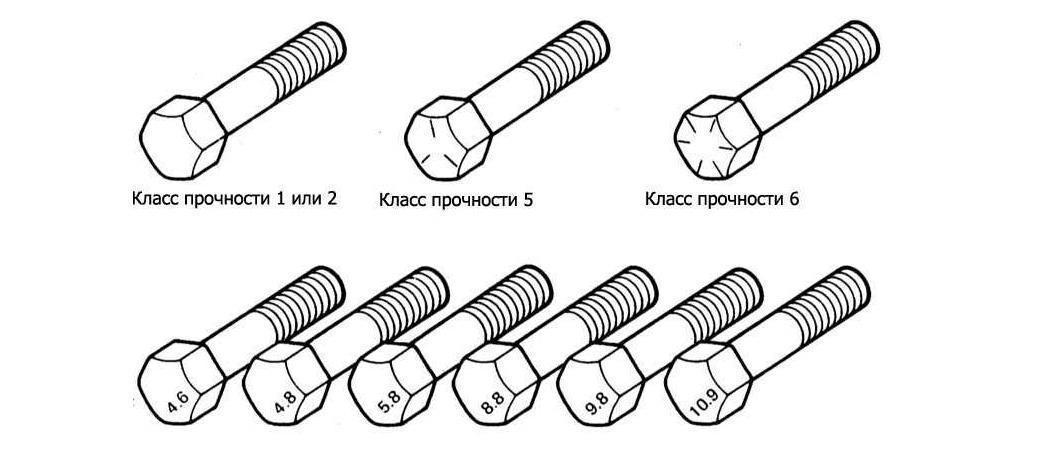
Маркировка класса прочности болтов (вверху — дюймовые /SAE/USS, внизу — метрические)
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.
- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.
- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку. Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.
Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.
Размеры/маркировка класса прочности дюймовых (SAE и USS) болтов
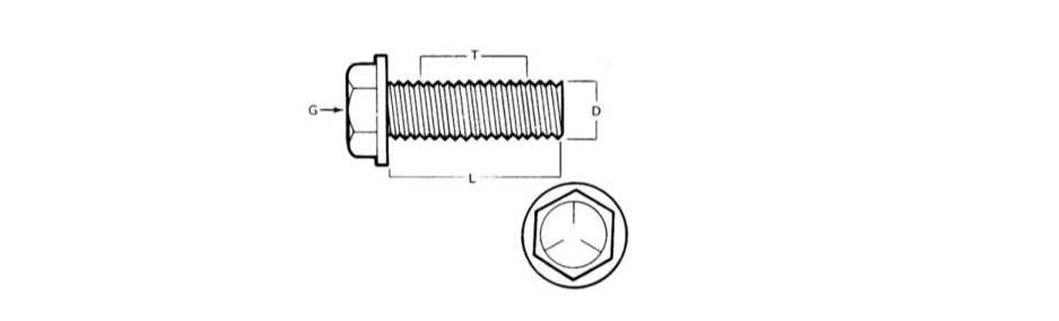
- G — маркировка класса прочности
- L — длина (в дюймах)
- T — шаг резьбы (количество витков на дюйм)
- D — номинальный диаметр (в дюймах)
Размеры и маркировка класса прочности метрических болтов
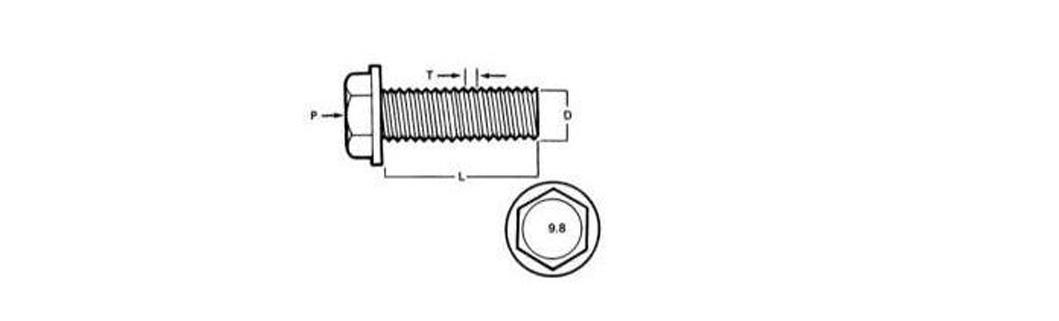
- P — класс прочности
- L — длина (в мм)
- T — шаг резьбы (расстояние между соседними витками в мм)
- D — номинальный диаметр (в мм)
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.
Шпилька с ввинчиваемым концом
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность. Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Маркировка класса прочности метрических шестигранных гаек
Маркировка класса прочности метрических шпилек

Торцы метрических шпилек также маркируются в соответствии с классом их прочности. Крупные шпильки маркируются цифровым кодом, тогда как на более мелкие наносится маркировка в виде геометрической фигуры.

- Знак РОМБ — Класс прочности 10.9
- Знак ПЛЮС — Класс прочности 9.8
- Знак КРУГ — Класс прочности 8.8
- Знак ТРЕУГОЛЬНИК – — Класс прочности 12.9
Следует заметить, что значительная часть крепежа, в особенности класса прочности от 0 до 2, вообще не маркируется. В этом случае единственным способом отличия стандартного крепежа от метрического является измерение шага резьбы, или сравнивание резьбы с однозначно идентифицированной.
Дюймовый крепеж часто называют также, в противоположность метрическому, крепежом стандарта SAE, однако, следует помнить, что под классификацию SAE попадает лишь мелкий крепеж. Крупный крепеж с неметрической резьбой является крепежом американского стандарта (USS).
Так как крепеж одного и того же геометрического размера (как дюймовый, так и метрический) может иметь различные классы прочности, при замене на автомобиле болтов, гаек и шпилек следует уделять внимание соответствию класса прочности устанавливаемого нового крепежа классу прочности старого.
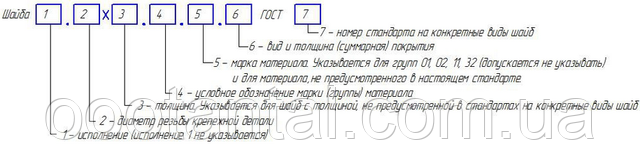
Шайба 2.20х0,5.01.08кп.099 ГОСТ 13463-77
в данном примере обозначения шайбы стопорной с лапкой использованы следующие элементы:
Шайба ― название крепёжной детали;
А ― класс точности шайбы (всего приняты три класса точности: А, В и С; самый точный ― класс А); в данном примере класс точности А не указывается, так как он продиктован указанным далее стандартом ГОСТ 13463-77 ― по этому стандарту шайбы не могут быть другого класса точности, кроме А. Если стандарт на шайбы предусматривает несколько возможных классов точности ― то класс точности указывается в обозначении первым;
20 ― номинальный диаметр резьбы сопрягаемой резьбовой детали, для которой предназначена шайба, в миллиметрах, мм. Таким образом, в обозначении шайбы указывается не реальный диаметр внутреннего отверстия шайбы, а диаметр соответствующего резьбового крепежа (диаметр внутреннего отверстия шайбы, как правило, имеет немного большее значение);
0,5 ― толщина шайбы (если толщина шайбы соответствует указанному стандарту ГОСТ, то она не указывается; обязательно указывается только специальная, несоответствующая стандарту ГОСТ, толщина в миллиметрах, мм ― в данном примере толщина 0,5 мм является нестандартной для шайбы 20, т.к. по таблице ГОСТ 13463-77 стандартная толщина для шайбы 20 составляет 1 мм);
01 ― группа материала шайбы. Для шайб возможные стандартные материалы разбиты на группы:
Если материал нестандартный, то группа не указывается ― указывается только марка материала;
08кп ― указание марки материала шайбы;
09 ― цифровое обозначение вида покрытия; используются обозначения номеров покрытий от 01 до 13;
9 ― толщина покрытия в микронах, мкм;
ГОСТ 13463-77 ― тип и номер стандарта на конструкцию и геометрические параметры шайбы.
Кол-во блоков: 20 | Общее кол-во символов: 20211
Количество использованных доноров: 5
Информация по каждому донору:
Современные изделия практически любого назначения – от бытовых до производственных – изготавливаются с применением крепежных элементов: болтов, гаек, шурупов, винтов. Крепежный элемент имеет свою маркировку, благодаря которой можно определить его характеристики. Чтобы разобраться во всех тонкостях метизов, нужно понимать, как они маркируются, и что обозначает эта маркировка.

Особенности маркировки
Характеристики болтов разнообразны: можно встретить модели с разной резьбой, определенным типом строения головки. Отличаются и размеры стержня. Вся нужная для пользователя информация о метизе имеет обозначение, расположенное на его головке. Перед тем как выбрать метизы, необходимо определить их прочность, которая потребуется для выполнения качественного крепежного соединения. Прочность зависит от марки стали, из которой выполнен метиз. Например, к мебельным болтам требования прочности будут ниже, чем к анкерным соединениям, выдерживающим нагрузку более 100 кг.
В некоторых случаях уточнению подлежит химический состав болта и его устойчивость в условиях воздействия различных веществ.


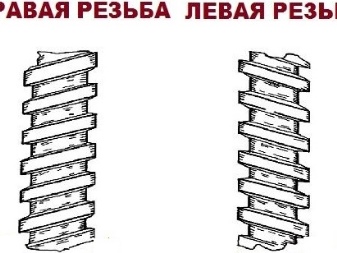
Определенные задачи могут сопровождаться и специфическими требованиями, предъявляемыми к виду резьбы. Например, болты, используемые на сложных участках в промышленных условиях, потребуют применения особого типа резьбы на корпусе стержня метиза. Резьба может быть расположена по ходу нарезки вправо или влево – эта особенность метиза также находит свое отражение в его стандартной маркировке. Выяснить все свойства и характеристики болта необходимо до начала выполнения монтажных работ, и помогает в этом вопросе именно стандартная общепринятая маркировка.

Как маркируют по ГОСТ?
Маркировочные обозначения болтов в нашей стране регламентируются строгими стандартами ГОСТа. ГОСТ был принят в 1977 году, а для фундаментных метизов – в1980 году. В 2006 году появился новый ГОСТ, но так как старые выпуски метизов, как показывает практика, еще до сих пор в ходу у потребителей, нужно уметь читать маркировку того и другого стандарта.
Стандартная маркировка, находящаяся на каждом метизе, имеет буквенные и цифровые обозначения.
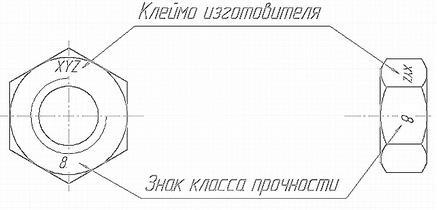
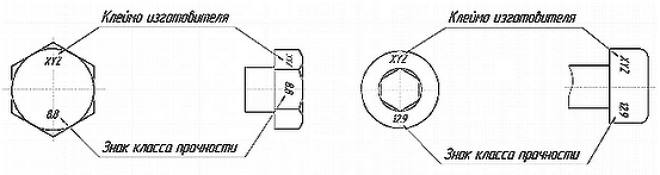
Как правило, на головке болта отечественного производства сверху находятся буквенные обозначения, а под ними располагаются цифровые символы.


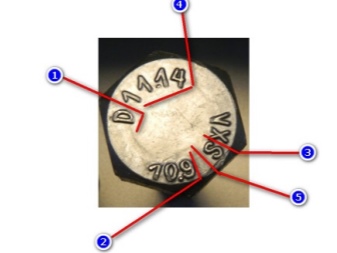
Маркировка по ГОСТ 22353-77 от 1977 года имеет свои правила чтения.
- На верхнем ряду обозначений располагается клеймо, принадлежащее изготовителю. У каждого завода свое собственное клеймо. Таким образом, на головках болтов советского выпуска можно увидеть латинские буквы WT, OC, L, D или русские, например, Ч и другие.
- В цифровом обозначении первая цифра будет указывать, какое временное сопротивление имеет болт.
- После цифр можно увидеть (но не на всех изделиях) маркировку из букв ХЛ. Так отмечают метизы, которые можно применять в условиях холодного климата при низких температурных режимах, например, на Крайнем Севере. Сталь у таких изделий выдерживает перепады температур и не становится при этом хрупкой, сохраняя все свои прочностные свойства.
- Затем в маркировке будет указана партия плавки. Это обозначение информирует о том, когда и в какой партии было сделано изделие на производстве. В случае, когда у болта имеется нестандартная левая резьба, рядом с партией изготовления будет стоять маленькая стрелочка, показывающая направление против движения часовой стрелки. Если такой стрелки нет, значит, у болта имеется обычная правосторонняя нарезка резьбы.


В ГОСТ Р52644-2006 от 2006 года вошли некоторые изменения.
- Сначала идут буквенные обозначения в виде клейма завода-изготовителя. Они не изменились и выполняются точно так же, как это делали по старому ГОСТу.
- Далее цифрами указываются параметры прочности метизного изделия. Эти параметры уже должны отвечать нормам нового ГОСТа.
- После обозначения прочности при помощи буквенных символов указывают сферу применения изделия относительно климатических условий. Здесь в маркировке тоже ничего не изменилось, и ХЛ по-прежнему обозначает то, что болты можно применять при низких температурах.
- Далее указывают номер партии плавки.
- Затем будет указана прочность метиза. Например, латинская буква S будет обозначать, что перед вами метиз, имеющий самую высокую прочность исполнения.

Мы рассмотрели полную маркировку болтов, которая содержит довольно большой объем информации. Но существует еще и краткая маркировка, которая сообщает пользователю параметры метиза: сечение и длину.
Например, вы взяли в руки болт с обозначением 16Х25, это будет обозначать, что перед вами метиз с сечением 16 мм и длиной 25 мм.


Расшифровка цифр
Самая полная маркировка монтажных болтов содержится в таблице. Она имеет как буквенное, так и цифровое значение, а расположены все эти символы в строго определенном ГОСТом порядке. Если указать такую маркировку в спецификации строительного или монтажного проекта, любой инженер без труда сможет понять, о каких метизах идет речь и какими характеристиками они обладают.
В качестве наглядного примера рассмотрим обозначение метиза, у которого маркировка располагается на шляпке: Болт А3М12х1,50LH-4gx60.66. С. 097.


Единые требования к метизам и их маркировке, принятой в нашей стране, дают возможность точно и быстро подобрать крепеж. У изделий европейского или американского производства маркировка отличается, так как размеры указываются в дюймовых величинах. Для прочтения дюймовых обозначений применяют переводные таблицы.
Все о маркировке болтов в видео ниже.

?
Класс точности гайки (всего приняты три класса точности: А, В и С; самый точный - класс А); в данном примере класс точности А не указывается, так как он продиктован указанным далее стандартом ГОСТ 5927-70- по этому стандарту гайки не могут быть другого класса точности, кроме А
2
Исполнение гайки (в зависимости от стандарта может быть от 1-го до 3-х исполнений; если исполнение не указано в обозначении гайки - то это значит, что применяется исполнение 1 - цифра "1" не указывается)
М
Вид резьбы (в зависимости от стандарта может быть резьба: М - метрическая; К - коническая; Тр - трапецеидальная)
10
Номинальный диаметр резьбы гайки в миллиметрах, мм
1
Шаг резьбы гайки (если шаг резьбы крупный (основной), то он не указывается; указывается только мелкий и особо мелкий шаг резьбы в миллиметрах, мм - в данном примере шаг резьбы 1 мм является особо мелким для резьбы М10, т.к. крупный основной шаг для резьбы М10 это 1,5 мм)
LH
Обозначение направления нарезки резьбы - левая резьба (если резьба имеет правое направление нарезки (основное), то направление нарезки не указывается)
6Н
Поле допуска резьбы - определяет класс точности изготовления резьбы (бывает точный, средний, грубый класс - обозначается цифрами от 4 до 8 с латинскими буквами; точный класс - 4, грубый класс - 8)
32
Указание группы материала гайки - в данном случае латунь Л63 - группа 32
07
Цифровое обозначение вида покрытия; используются обозначения номеров покрытий от 01 до 13
9
Толщина покрытия в микронах, мкм
ГОСТ 5927-70
Тип и номер стандарта на конструкцию и геометрические параметры гайки
Маркировка дисков автомобильных колес разделяется на два типа — стандартную и дополнительную. К стандартной относится информация о ширине обода, типе его кромки, разъемности обода, монтажном диаметре, кольцевых выступах, вылете и прочем.
Что касается дополнительной маркировки, то к ней относится информация о максимально допустимой нагрузке, максимально допустимом давлении в покрышке, информации о методах изготовления диска, сведения о международной сертификации конкретного диска. Однако не на каждом автомобильном ободе будет нанесена вся перечисленная выше информация. На большинстве изделий приводится лишь некоторые из приведенных сведений.
Где на дисках маркировка
Что касается расположения надписи на литых дисках, то обычно соответствующая информация указывается не как у стальных по периметру, а на спицах либо на внешней стороне между ними (в месте отверстий для монтажа на колесо). Все зависит от конструкции конкретного диска. Обычно надписи имеются с внутренней стороны спиц колесных дисков. По окружности отверстия под ступичную гайку, между отверстиями под колесные болты, наносится какая-то отдельная информация, которая касается размера диска и его технической информации.
На штампованных дисках маркировка выбита на поверхности с внутренней стороны либо внешней стороны. Существует два типа нанесения. Первый — это когда отдельные надписи наносятся на промежуточное пространство между крепежными отверстиями дисков. В другом варианте информация указывается просто по периметру обода ближе к его внешнему краю. На дешевых дисках более распространен второй вариант.


Типовая маркировка колесных дисков

Маркировка дисков для авто
При выборе новых колесных дисков многие автолюбители сталкиваются с проблемами, связанные с тем, что они не знают расшифровки колесных дисков, и соответственно, не знают, какие подойдут для конкретного автомобиля, а какие — нет.
Маркировка литых дисков

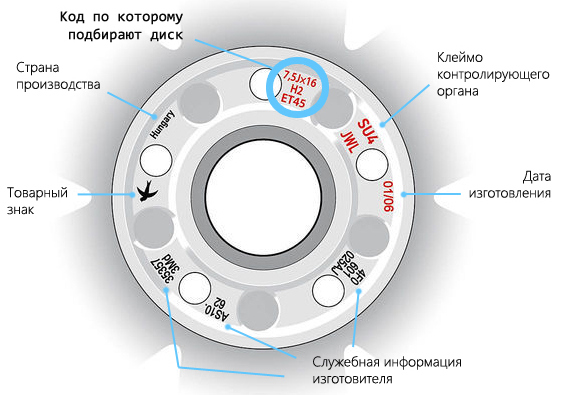
Большинство перечисленных ниже параметров актуальны и для литых дисков. Однако отличием их от стальных аналогов является то, что на поверхности литых дисков дополнительно будет присутствовать клеймо проверки рентгеном, а также клеймо организации, которая проводила данную проверку либо имеет соответствующее разрешение на это. Зачастую на них также присутствует дополнительная информация о качестве диска и его сертификации.
Маркировка штампованных дисков
Маркировка дисков вне зависимости от их типов стандартизирована. То есть, сама информация на литых и штампованных дисках будет одинакова и просто отражать техническую информацию о конкретном диске. На штампованных дисках обычно указывается техническая информация и зачастую производитель и страна, где он находится.
Расшифровка маркировки дисков
Стандартная маркировка дисков колеса автомобиля наносится непосредственно на его поверхность. Чтобы понять, какие сведения за что отвечают, приведем конкретный пример. Допустим, перед нами автомобильный диск с обозначением 7,5 J x 16 Н2 4×98 ЕТ45 d54.1. Перечислим его расшифровку по порядку.
Ширина обода
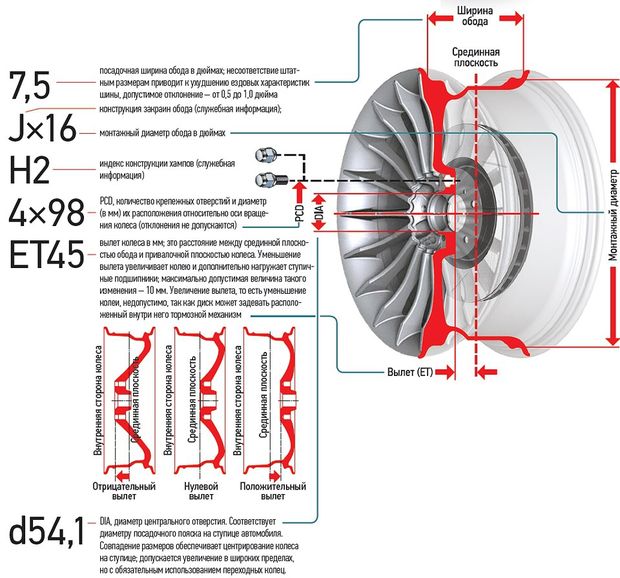
Величину ширины обода указывает первое число в обозначении, в данном случае это — 7,5. Это значение указывает расстояние между внутренними краями обода. На практике это означает, что на данный диск можно устанавливать покрышки, подходящие по ширине. Дело в том, что на каждый обод можно устанавливать покрышки в определенном интервале ширины. То есть, так называемые высокопрофильные и низкопрофильные. Соответственно, ширина у покрышек тоже будет разная. Оптимальным вариантом выборе диска для колес авто будет ширина покрышки, находящаяся приблизительно посередине по значению покрышки. Это позволит устанавливать на диск резину с разной шириной и высотой.
Тип кромки обода
Следующая маркировка автомобильных дисков — тип его кромки. В соответствии с европейскими и международными правилами тип кромки может обозначаться одной из следующих латинских букв — JJ, JK, K, B, D, P для легковых автомобилей и E, F, G, H — для колес грузовых машин. На практике описание каждого из указанных типов достаточно сложное. В каждом случае речь идет о форме или диаметра контура диска, а в некоторых случаях — угла наклона кромок обода. Указанный параметр является служебной информацией, и для конкретного автолюбителя никакой полезной информации он не несет. Однако это обозначение маркировки на диске вам может понадобится когда вы ознакамливаетесь с требованиями автопроизводителя и интересуетесь какой тип кромки должен быть на диске к автомобилю вашей марке.
Разъемность обода
Монтажный диаметр
После информации о разъемности диска в маркировке идет цифра обозначающая диаметр колесного диска, в данном случае это 16. Она соответствует диаметру покрышки. Для легковых автомобилей наиболее популярными диаметрами являются размеры от 13 до 17 дюймов. Большие диски, и соответственно, покрышки шире 17’’ (20-22’’) ставятся на авто с мощными двигателями, в том числе на различные внедорожники, микроавтобусы либо грузовые машины. В данном случае при выборе необходимо учитывать, чтобы диаметр покрышки в точности совпадал с диаметром колесного диска.
Кольцевые выступы
Другое название — кольцевые подкаты или хампы. В данном примере имеют обозначение Н2. Это наиболее распространенные диски. Информация означает, что конструкция диска подразумевает использование выступов для фиксации бескамерных покрышек, расположенных с двух сторон. Это обеспечивает более надежное их крепление на диске.
Если на диске нанесен лишь один символ Н, то это означает, что выступ расположен лишь с одной стороны диска. Также существуют еще несколько аналогичных обозначений выступов. В частности:
- FH — плоский выступ (Flat Hump);
- AH — ассиметричный подкат (Asymmetric Hump);
- CH — комбинированный хамп (Combi Hump);
- SL — выступы у диска отсутствуют (покрышка в этом случае будет держаться за закраины обода).
Два хампа повышает надежность фиксации покрышки на диске и уменьшение вероятности ее разгерметизации. Однако недостаток двойного хампа заключается в том, что на нее труднее надеть и снять покрышку. Но если вы регулярно пользуетесь услугами шиномонтажа, эта проблема не должна вас интересовать.
Крепежные параметры (разболтовка PCD)
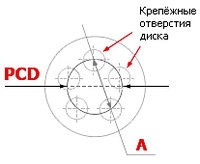
Число 4 означает количество крепежных отверстий. В английском языке имеет обозначение LK. К слову, иногда крепежные параметры могут иметь вид 4/98 в данном примере. Число 98 в данном случае означает значение диаметра окружности, по которой расположенные указанные отверстия.
У большинства современных легковых автомобилей количество крепежных отверстий равно от четырех до шести штук. Реже можно встретить диски с количеством отверстий, равным три, восемь или даже десять. Обычно диаметр окружности, по которой расположены крепежные отверстия, равен от 98 до 139,7 мм.
Интересно, что у дисков, у которых имеется четыре крепежных болта, расстояние PCD является равным расстоянию между центрами диаметрально расположенных болтов или гаек. У тех дисков, которые оборудованы пятью крепежными болтами, значение PCD будет равным расстоянию между любыми соседними болтами, умноженному на значение коэффициента 1,051.
Некоторые производители выпускают универсальные колесные диски, которые можно устанавливать на различные ступицы. Например, 5×100/120. Соответственно, такие диски подойдут для различных машин. Однако на практике такими дисками лучше не пользоваться, поскольку их механические характеристики меньше, чем у обычных.
Маркировка вылета на дисках

В конкретном примере символы в маркировке диска ЕТ45 (Einpress Tief) означают так называемый вылет (в английском языке можно также встретить определение OFFSET или DEPORT). Это очень важный параметр при выборе. В частности, вылет диска et — это расстояние между вертикальной плоскостью, которая условно проходит посередине колесного диска и плоскостью, соответствующей месту соприкосновения диска и автомобильной ступицы. Бывает три типа вылетов колесных дисков:
- Положительный. В этом случае центральная вертикальная плоскость (плоскость симметрии) расположена дальше от центра корпуса автомобиля по отношению с плоскостью соприкосновения диска и ступицы. Другими словами, диск менее всего выпуклый от корпуса машины. Число 45 означает расстояние в миллиметрах между двумя указанными плоскостями.
- Отрицательный. В этом случае наоборот, плоскость соприкосновения диска и ступицы находится дальше от центральной плоскости симметрии диска. В этом случае обозначение выноса диска будет иметь отрицательное значение. Например, ЕТ–45.
- Нулевой. В этом случае плоскость соприкосновения между диском и ступицей и плоскостью симметрии диска совпадают между собой. В этом случае на диске имеется обозначение ЕТ0.
При выборе диска очень важно знать информацию о том, какие именно диски допускает устанавливать автопроизводитель. В некоторых случаях допускается установка дисков лишь с положительным либо нулевым вылетом. В противном случае машина потеряет устойчивость и могут начаться проблемы при управлении автомобилем, особенно на скорости. Допустимая погрешность вылета колесных дисков составляет ±2 миллиметра.
Значение вылета диска влияет на ширину колесной базы автомобиля. Изменение вылета может привести к повышенной нагрузке на подвеску и проблемам с управляемостью машиной!
Диаметр посадочного отверстия
При подборе диска вам понадобится знать и что означает dia в маркировке диска. Как понятно из названия, соответствующее число указывает диаметр посадочного отверстия на ступице в миллиметрах. В данном случае имеет обозначение d54,1. Такие данные об установке диска зашифрованы в обозначении DIA.
Для большинства легковых автомобилей соответствующее значение обычно находится в пределах от 50 до 70 миллиметров. Его нужно обязательно уточнить перед выбором того или иного диска, в противном случае диск попросту невозможно будет установить на машину.
Обратите внимание, что для штампованных (стальных) дисков диаметр отверстия под ступицу должен обязательно совпадать с рекомендуемым значением, предписанным заводом-изготовителем автомобиля. Это обусловлено тем, что на стальных дисках не используются переходных кольца.
Если же на машине используется литой либо кованый диск, то диаметр отверстия под ступицу определяется размером пластиковой втулки. Соответственно, ее нужно подобрать дополнительно для конкретного автомобиля, в частности, после подбора определенного диска для машины. Обычно на оригинальных автомобильных дисках автопроизводитель не устанавливает переходные кольца, поскольку диски изначально изготавливаются с отверстием необходимого диаметра.
Дополнительная маркировка дисков и расшифровка их обозначений

Перечисленные выше параметры являются основополагающими при выборе диска для автомобиля. Однако на некоторых из них можно встретить дополнительные надписи и маркировки. Например:
- MAX LOAD. Данная аббревиатура означает, какая максимально допустимая нагрузка позволена для конкретно взятого колесного диска. Как правило, число выражается в фунтах (LB). Чтобы перевести значение в фунтах на значение в килограммы, достаточно разделить на коэффициент 2,2. Например, MAX LOAD = 2000 LB = 2000 / 2,2 = 908 килограмм. То есть у дисков как и у шин есть индекс нагрузки.
- MAX PSI 50 COLD. В конкретном примере надпись означает, что максимально допустимое давление воздуха в покрышке, установленной на диск, не должно превышать 50 фунтов на квадратный дюйм (PSI). Для справки — давление, равное одному килограмм-силе равно приблизительно 14 PSI. Для перевода значения давления пользуйтесь калькулятором. То есть, в данном конкретном примере максимально допустимое давление в покрышке не должно превышать 3,5 атмосфер в метрической системе координат. А надпись COLD, то она означает, что давление необходимо измерять в холодной покрышке (до начала движения автомобиля, в том числе не под палящим солнцем).
- FORGET. Данная надпись означает, что конкретно взятый диск выполнен методом ковки (то есть, кованый).
- BEADLOCK. Означает, что диск оборудован так называемой системой фиксации шины. В настоящее время такие диски использовать запрещено в целях безопасности, поэтому в продаже их уже нет.
- BEADLOCK SIMULATOR. Подобная надпись указывает, что на диске имеется симулятор системы фиксации шины. В данном случае такие диски можно использовать повсеместно. На практике это означает, что данные диски ничем не отличаются от обычных.
- SAE/ISO/TUV. Эти аббревиатуры означают стандарты и органы контроля, в соответствии с требованиями которых были изготовлены диски. На отечественных покрышках иногда можно встретить значение ГОСТа либо технических условий производителя.
- Дата изготовления. Соответствующую дату изготовления производитель указывает в зашифрованном виде. Обычно это четыре цифры. Первые две из них означают неделю по счету, начиная с начала года, а вторые две — непосредственно год изготовления. Например, обозначение 1217 указывает, что диск был изготовлен в 12-ой по счету неделе 2017 года.
- Страна изготовления. На некоторых дисках можно встретить название страны, на территории которой было изготовлено изделие. Иногда производители лишь оставляют на диске свой логотип или просто пишут название.
Маркировка на японских дисках
На некоторых дисках, произведенных на территории Японии, можно встретить так называемую JWL-маркировку. В переводе с английского аббревиатура означает японские легкосплавные диски. Такая маркировка наносится только на те диски, которые реализуются на территории Японии. Другие же производители могут наносить соответствующую аббревиатуру по желанию. Однако если она есть на диске — значит, диск соответствует требованиям Министерство земельных ресурсов, инфраструктуры, транспорта и туризма Японии. К слову, для грузовых автомобилей и автобусов аналогичная аббревиатура будет немного другой — JWL-T.
Как выбрать диск колеса

При выборе того или иного диска зачастую у автовладельцев возникает проблема — как правильно подобрать диска в соответствии с имеющейся резиной. Разберем на конкретном примере покрышки с маркировкой 185/60 R14. Ширина обода в соответствии с требованиями должна быть на 25% меньше ширины профиля покрышки. Соответственно, необходимо от значения 185 отнять одну четверть и перевести полученное значение в дюймы. В результате получится пять с половиной дюймов.
Обратите внимание, что для колес с диаметром не более 15 дюймов допускается отклонение по ширине от идеальных условий не более, чем на один дюйм. Если же колесо диаметром более 15 дюймов, то допустимая погрешность может составлять полтора дюйма.
Таким образом, после приведенных расчетов можно утверждать, что для покрышки 185/60 R14 подойдет диск диаметром 14 дюймов и шириной 5,5…6,0 дюйма. Остальные перечисленные выше параметры необходимо уточнять в технической документации к автомобилю.
Далее приведена таблица, в которую сведена информация о допустимых их производителями штатных (заводских) установленных дисках. Соответственно, для автомобилей необходимо выбирать диски с подходящими параметрами.
| Модель автомобиля | Размеры и данные о заводских дисках |
|---|---|
| Тойота Королла 2010 года выпуска | 6Jx15 5/114,3 ET39 d60,1 |
| Форд Фокус 2 | 5JR16 5×108 ET52,5 DIA 63,3 |
| Лада Гранта | 13 / 5.0J PCD 4x98 ET 40 ЦО 58.5 либо 14 / 5.5J PCD 4x98 ET 37 ЦО 58.5 |
| Лада Веста 2019 года выпуска | 6Jx15 4/100 ET50 d60.1 |
| Хендай Солярис 2019 года выпуска | 6Jx15 4/100 ET46 d54.1 |
| Киа Спортейдж 2015 года выпуска | 6.5Jx16 5/114.3 ET31.5 d67.1 |
| Киа Рио | PCD 4×100 диаметром от 13 до 15, шириной от 5J до 6J, вылетом от 34 до 48 |
| Нива | Разболтовка — 5x139.7, вылет — ET 40, ширина — 6.5 J, центровочное отверстие — ЦО 98.6 |
| Рено Дастер 2011 года | Размер — 16х6,5, ET45, разболтовка — 5х114,3 |
| Рено Логан 2019 года | 6Jx15 4/100 ET40 d60.1 |
| ВАЗ 2109 2006 года | 5Jx13 4/98 ET35 d58.6 |
Заключение
Выбор колесного диска должен основываться на технической информации, которую предоставляет автопроизводитель в мануале машины. В частности, размеры допускаемых для установки дисков, их типов, значения вылетов, диаметров отверстий и так далее. На большинство автомобилей допускается установка дисков разных диаметров. Однако ключевые их параметры должны обязательно соответствовать технической документации.
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать.
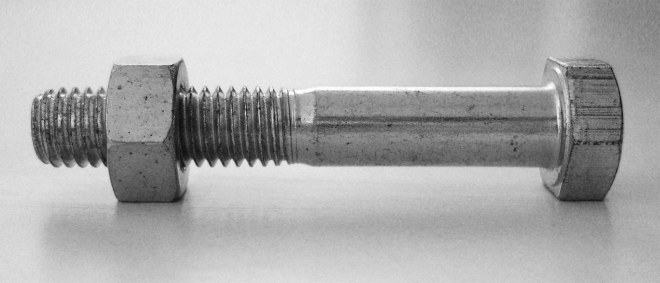
Болт шестигранный оцинкованный с гайкой
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм 2 ), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм 2 .
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.

Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.

Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
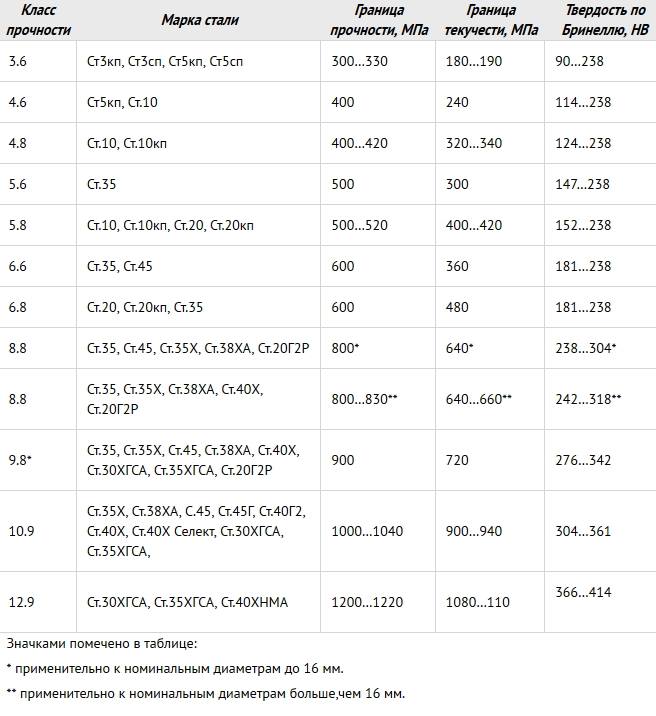
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
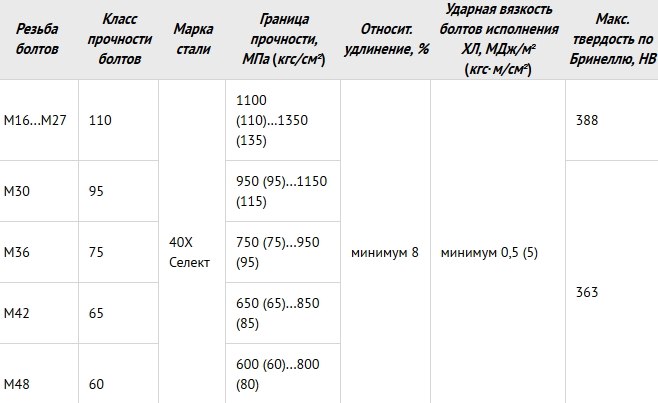
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.
- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.
- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку. Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.

Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.
Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.

Шпилька с ввинчиваемым концом
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность. Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Читайте также: