
Схема смазки компрессора газ 66
Обновлено: 07.07.2024
Система смазывания (рис. 13) комбинированная — под давлением, разбрызгиванием и самотеком. Масло, находящееся в масляном картере двигателя, через маслоприемник 12 засасывается в масляный насос 9. Из масляного насоса масло под давлением подается по каналам в блоке в фильтр полнопоточной очистки 4, а оттуда в главную масляную магистраль 6 двигателя. Из главной масляной магистрали масло по каналам в блоке цилиндров поступает к коренным подшипникам коленчатого вала и опорам распределительного вала. По сверлениям в коленчатом вале масло от коренных подшипников поступает в полости шатунных шеек и через сверления в шатунных шейках к шатунным подшипникам. В полостях шатунных шеек масло проходит дополнительную очистку за счет центробежных сил.
От второй и четвертой опор распределительного вала масло по каналам в блоке и головках поступает в оси коромысел. Из внутренней полости оси коромысел масло по сверлениям поступает к подшипникам коромысел; далее по канавкам во втулках, сверлениям в коромыслах и регулировочных винтах — к верхним наконечникам штанг. Стекая по штангам, масло поступает к нижним наконечникам и через отверстия в толкателях смазывает направляющую толкателя и его торец.
Упорный фланец распределительного вала смазывается через лыску и отверстия в передней опоре распределительного вала. Шестерни привода — через трубку из главной масляной магистрали. Привод распределителя зажигания и масляного насоса и его шестерни смазываются маслом, поступающим из полости 8, расположенной между пятой опорной шейкой распределительного вала и заглушкой в блоке цилиндров. К остальным деталям, нуждающимся в смазывании, масло подается разбрызгиванием или самотеком.
Давление масла в двигателе при движении автомобиля на прямой передаче со скоростью 55 км/ч должно быть не менее 2,5 кгс/см2 при выключенном масляном радиаторе на хорошо прогретом двигателе. При пуске и прогреве холодного двигателя давление масла может достигать 5. 5,5 кгс/см2. При падении давления масла в двигателе до 0,4. 0,8 кгс/см2 на щитке приборов загорается сигнализатор аварийного давления масла.
Допустимо загорание сигнализатора на малой частоте вращения коленчатого вала на режиме холостого хода. Если система смазывания исправна, при повышении частоты вращения сигнализатор погаснет. Загорание сигнализатора на средней и большой частотах вращения коленчатого вала двигателя указывает на наличие неисправности, и до ее устранения дальнейшая эксплуатация автомобиля не допускается.
При температуре окружающего воздуха выше 20 °С и при движении
в особо тяжелых условиях необходимо включать масляный радиатор, открывая кран, находящийся с левой стороны двигателя. При включенном радиаторе рукоятка крана направлена вдоль оси шланга. Масло поступает в радиатор только при открытом кране через предохранительный клапан. Этот клапан открывается при давлении около 1 кгс/см2. Пройдя через радиатор, масло сливается в масляный картер.
Масляный картер — штампованный из листовой стали, крепится к нижней плоскости блока шпильками. Фланец картера уплотнен пробковой прокладкой. В нижней части картера расположена сливная пробка, уплотненная металлоасбестовой прокладкой. Маслоприемник сетчатый, не-плавающего типа.

Рис. 13. Схема системы смазывания:
1—масляный радиатор; 2—полость оси коромысел; 3—канал в головке блока; 4—масляный фильтр; 5—канал в блоке; 6—главная масляная магистраль; 7 -отверстие в корпусе привода распределителя; 8 полость; 9—масляный насос; 10—редукционный клапан; 11—четвертая шейка распределительного вала; 12— маслоприемник; 13—предохранительный клапан; 14—кран масляного радиатора; 15—вторая шейка распределительного вала
Масляный насос (рис. 14) — шестеренного типа, односекционный, приводится во вращение от привода распределителя зажигания через промежуточный валик. Корпус насоса изготовлен из алюминиевого сплава AЛ-4, крышка из чугуна СЧ-18 ГОСТ 1412—79. В крышке расположен редукционный клапан, предохраняющий систему смазывания от чрезмерного давления. Клапан отрегулирован на заводе-изготовителе, и регулировка его в эксплуатации запрещается.
Масляный фильтр (рис. 15) — полнопоточный со сменным бумажным фильтрующим элементом Ре-готмас 440А-1-06. Состоит из собственно масляного фильтра и его проставки. В проставке расположен перепускной клапан, срабатывающий при полностью засоренном фильтрующем элементе. При этом масло поступает в магистраль двигателя, минуя фильтрующий элемент. Проставка крепится к впускной трубе специальным штуцером, уплотнена паро-нитовой прокладкой и резиновым кольцом.
При засорении фильтрующего элемента масло поступает из штуцера проставки через отверстия Б в зону предохранительного клапана, открывает шариковый клапан и без очистки попадает в полость проставки, откуда и идет в главную масляную магистраль. Таким образом, перепускной клапан в проставке предохраняет двигатель от работы без масла, т. е. от возможной аварии.

1—корпус фильтра (верхняя часть); 2—пружина; 3—опорная шайба; 4—уплотнительное кольцо; 5— фильтрующий элемент; 6—трубка корпуса фильтра; 7—пробка перепускного клапана; 8—прокладка корпуса фильтра; 9—прокладка перепускного клапана; 10—пружина перепускного клапана; 11— шарик перепускного клапана; 12—стержень масляного фильтра; 13—прокладка фильтрующего элемента; 14—корпус фильтра (нижняя часть); 16—проставка фильтра; 17—шайба; 18—соединительная гайка; 19—уплотнительная прокладка; 20—соединительный штуцер; 21—уплотнительная прокладка; 22—уплотнительное кольцо
Привод распределителя зажигания и масляного насоса двигателя ЗМЗ-66-06
(рис. 16) состоит из корпуса 1, в который запрессованы две втулки из листовой бронзы. Во втулках вращается валик
2, на одном конце которого имеется прорезь для хвостовика валика распределителя зажигания. Прорезь смещена относительно оси валика, благодаря чему распределитель может быть установлен только в одном положении. От осевых перемещений вал привода фиксируется стопорным кольцом 7. Тут же установлено пружинное кольцо 6. На нижнем конце валика закреплена штифтом ведомая шестерня 5. Ведущая шестерня находится на распределительном вале. Между торцом корпуса и ведомой шестерней устанавливают две упорные шайбы: стальную 3 и алюминиевую 4.
В нижнем торце валика привода распределителя имеется шестигранное отверстие, в которое входит шестигранный валик 8 привода масляного насоса. Этот валик закреплен тем же штифтом, что и ведомая шестерня. Нижний конец шестигранного валика свободно входит в шестигранное отверстие в торце валика масляного насоса. В случае заклинивания по какой-либо причине масляного насоса штифт 9 срезается, останавливается валик привода, останавливается двигатель, работа его без масла предотвращается.
изготовлен из алюминиевой толстостенной трубки. Сформован в змеевик с пятью прямолинейными участками. На прямолинейных участках масляный радиатор имеет специальные ребра охлаждения, выполненные методом накатки. С двигателем радиатор соединен резиновыми шлангами.
Размеры сопрягаемых деталей двигателя даны в прил. 2.

Рис. 16. Привод распределителя зажигания и масляного насоса
Техническое обслуживание, ремонт и неисправности компрессора ГАЗ-66
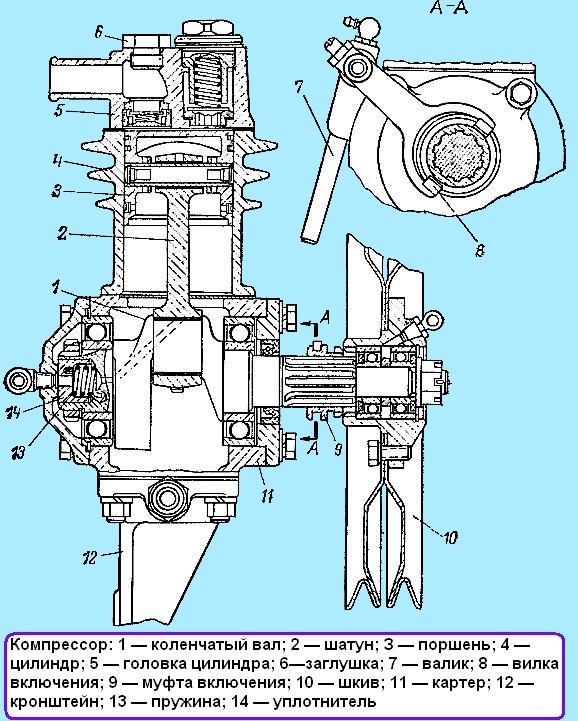
На автомобилях ГАЗ-66 установлен компрессор (рис. 1), предназначенный для накачки шин воздухом.
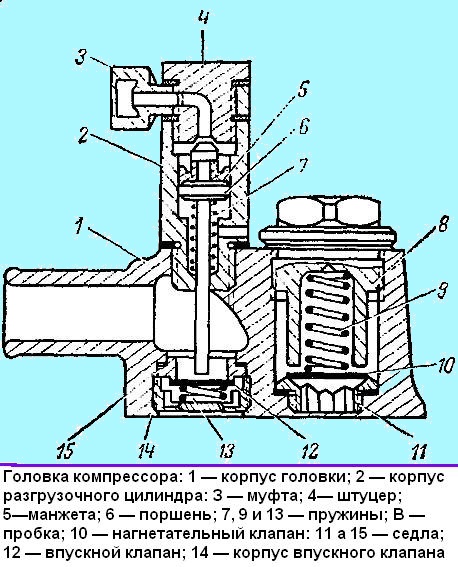
Компрессоры автомобилей с системой регулирования давления в шинах (ГАЗ-66-01, ГАЗ-66-02, ГАЗ-66-04, ГАЗ-66-05) отличаются от компрессоров автомобилей без этой системы (ГАЗ-66 и ГАЗ-66-03) тем, что в резьбовое отверстие головки компрессора над впускным клапаном вместо заглушки
ввернут разгрузочный цилиндр (рис. 2).
Компрессор поршневого типа, одноцилиндровый, с воздушным охлаждением приводится во вращение через шкив вместе с насосом гидроусилителя рулевого управления двумя ремнями от шкива коленчатого вала двигателя. На шлицах коленчатого вала компрессора установлена муфта включения компрессора. Муфта перемещается вилкой, укрепленной на валике, положение которого фиксируется шариковым фиксатором.
Воздух в компрессор поступает от воздушного фильтра двигателя, К компрессору смазка поступает от двигателя автомобиля.
Техническое обслуживание компрессора
Ремонт компрессора
Снятие и разборку компрессора выполнить в следующем порядке.
— отсоединить трубопроводы отвода и подвода масла, шланг подвода и трубопровод отвода воздуха. Снять компрессор с двигателя, после чего его разобрать
— снять шкив 10 (рис. 1) компрессора с подшипниками в сборе;
— отвернуть стопорный винт вилки компрессора, вынуть валик 7 и вилку 8 включения компрессора;
— снять муфту 9 включения компрессора;
— снять головку компрессора и кронштейн 12;
— снять шатунную крышку и вынуть поршень З с шатуном 2 в сборе из цилиндра 4;
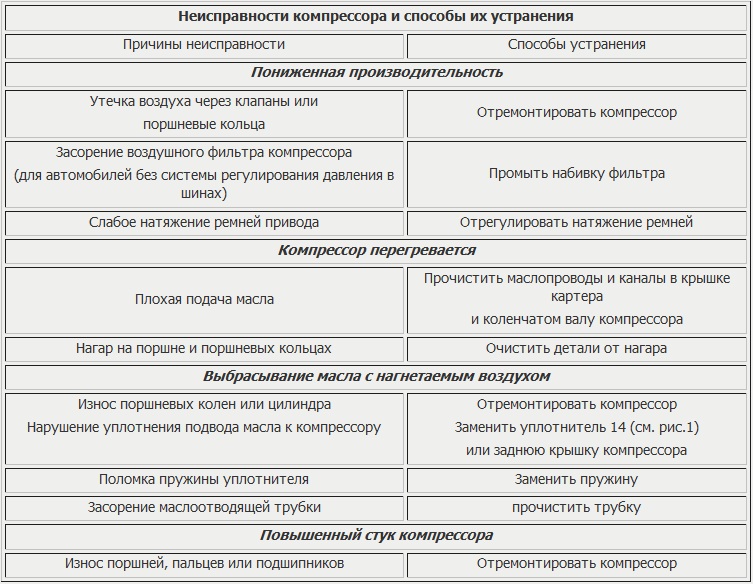
— снять переднюю и заднюю крышки, вынуть уплотнитель 14 и пружину 13 из гнезда коленчатого вала;
— снять цилиндр компрессора;
— спрессовать подшипники коленчатого вала и вынуть коленчатый вал 1;
— отвернуть пробку 8 (см. рис. 2) нагнетательного клапана, снять пружину 9 и клапан 10;
— отвернуть корпус клапана 14 и вынуть пружину 13, клапан 12 и седло 15 клапана;
— отвернуть заглушку 6 (см. рис. 1) или разгрузочный цилиндр; вынуть поршневой палец и отъединить поршень от шатуна;
Проверка технического состояния и ремонт деталей компрессора
После разборки компрессора для устранения какой-либо неисправности проверить техническое состояние основных его деталей.
Если износ цилиндра превышает допустимый или его зеркало повреждено, отремонтировать цилиндр под один из ремонтных размеров, указанных в табл. 2. Соответственно этим размерам выпускаются поршни и поршневые кольца ремонтных размеров.
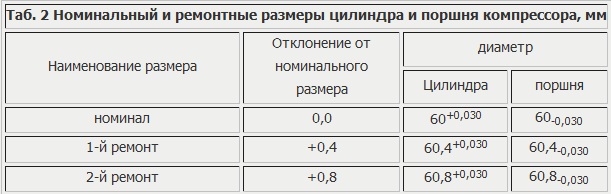
Поршневые кольца ремонтного размера имеют маркировку:
одна полоса шириной 10 мм соответствует увеличению диаметра кольца по сравнению с номинальным на 0,4 мм и две полосы — на 0,8 мм.
При обнаружении на пластинчатых клапанах головки цилиндра забоин или кольцевых канавок их заменить и притереть новые клапаны к седлам для получения непрерывного кольцевого контакта.
Поршневые пальцы, поршни и шатуны разбивают на четыре группы, которые сортируют по диаметрам сопрягаемых поверхностей через 0,003 мм (табл. 3).
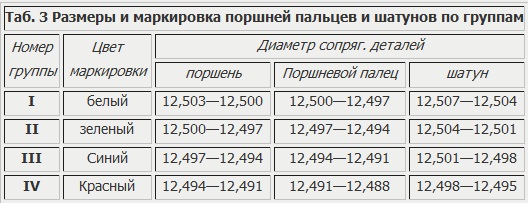
Места маркировки: поршня — на бобышке под палец; поршневого пальца — на заглушке пальца; шатуна — на головке под поршневой палец.
При сборке допускается установка пальца и шатуна соседней группы. Пальцы к шатуну и поршню подбирают без смазки при температуре 10——30°С. Правильность подбора поршневого пальца к втулке шатуна проверяют на ощупь. При нажатии большим пальцем руки поршневой палец без смазки должен с некоторым сопротивлением перемещаться во втулке верхней головки шатуна.
Сборка компрессора. При сборке поршня с комплектом палец—шатун смазать палец чистым моторным маслом.
При установке новых колец проверить зазор замка после установки в цилиндр. Зазор должен быть равен 0,20—0,40 мм, а кольцо должно плотно прилегать к цилиндру по всей окружности (проверить на просвет).
Проверить соответствие высоты кольца и канавки поршня, зазор между стенкой канавки и кольцом должен находиться в пределах 0,035—0,080 мм. Если зазор меньше и кольцо не прокатывается по всей канавке поршня, торец кольца можно слегка сточить на самой мелкой наждачной бумаге. Компрессионные кольца устанавливать в канавках поршня выточками вверх, а стыки их разводить на 180°.
В процессе сборки компрессора проверить легкость вращения коленчатого вала. Момент, необходимый для его проворачивания не должен превышать; 0,2 кГм — до установки шатунно-поршневой группы и 0,3 кГм — после установки этой группы и затяжки шатунных болтов (но до установки головки).
При постановке седла впускного клапана следить, чтобы более узкий поясок седла был обращен к клапану. Через верхнее отверстие головки проверить ход клапана, который должен быть в пределах 0,7—1,5 мм, а нагнетательного клапана в пределах 1,5—3,2 мм.
Испытания компрессора после ремонта. Испытания должны включать приработку (без нагрузки), испытания на производительность, испытания на герметичность и проверку работы разгрузочной системы.
Приработку компрессора проводят в течение 20 мин при 1200 — 1350 об/мин коленчатого вала. Давление масла, поступающего в компрессор, должно быть 1,5—3,0 кГ/см 2 , температура не ниже +40˚С. Напор воздуха, охлаждающего компрессор, должен обеспечивать температуру головки компрессора не выше 90˚.
Испытание на производительность проводят при 1200 — 1350 об/мин коленчатого вала и при нагнетании воздуха в резервуар емкостью 23 л. При давлении в резервуаре 6,5 кГ/см 2 полость резервуара сообщается с атмосферой калиброванным отверстием диаметром 1,0 и длиной З мм; в данных условиях компрессор должен поддерживать давление в резервуаре не менее 6 кГ/см 2 при непрерывной работе в течение З мин. При указанном режиме работы компрессора выбрасывание масла с нагнетаемым воздухом не должно превышать 1 см 3 за 5 мим.
Герметичность проверяют на неработающем компрессоре подводом воздуха под давлением 5 — 5,5 кГ/см 2 к нагнетательному патрубку головки компрессора из резервуара емкостью 1 л. Падение давления в баллоне должно быть не более 0,3 кГ/см 2 в течение 1 мин.
Работу разгрузочной системы (для компрессоров с разгрузочным цилиндром) проверяют подачей сжатого воздуха под давлением 5—5,5 кГ/см 2 в разгрузочный цилиндр. При этом поршень разгрузочного цилиндра должен опуститься и полностью открыть впускной клапан. Одновременно проверяют герметичность уплотнения поршня разгрузочного цилиндра. Падение давления в резервуаре емкостью 1 л и при давлении 5 — 5,5 кГ/см 2 не должно превышать 0,25 кГ/см 2 в течение 1 мин. При снятии давления поршень под воздействием возвратной пружины должен четко возвратиться в исходное положение.

У Самоделкина ВК|Самоделки своими руками CCCP запись закреплена
Всем привет.
Подскажите, как обеспечить смазку компрессора ГАЗ-66?
Что за приблуда обведена красным?

Приблуда это регулятор, он сбрасывает в атмосферу излишек, когда рессивера полны

Это клапан. Когда давление поднимается в отрегулированом на нем максимуме он гоняет фоздух по кругу. Принцип работы как у зила. Примерно работает на 6ти атмосфера. По смазке, так же как и на зиловских. Слив глушите, наливает туда масло. 1/3 1/2 поддона и в заливную делаете сапун

Компрессор в гараже полезная вещь, продуть что-то, колеса подкачать или даже подкрасить.
Просто пойти и купить в магазине мне показалось слишком просто).
Случайно подвернулась компрессорная головка с ГАЗ-66, с нее и началась знакомство с компрессорами).
Был найден двигатель, 0,75кВт 1ф, 1470об/мин, сделан ящик для пускового и рабочего конденсатора.Ресивер взят с воздушной магистрали ЗИЛ-131, приблизительно 20л. Это все установлено на швеллере, и приварено к ресиверу, так же и колеса приварил.
Вот что вышло,

Ну что сказать, что то там качало…производительного его маленькая, максимальная вроде 110л при номинальных оборотах, что то продуть, колеса подкачать…больше ничего. Его преимущество в том что ему не нужно принудительного охлаждения.
Следующим этапом стала компрессорная голова с ЗИЛ-131, он уже двухцилиндровый, и при номинальных оборотах можно получить где то 200л в минуту. Для того чтоб крутить на оборотах 2тис об/мин, нужна уже принудительная смазка, и охлаждение, для этих целей был сделан эксцентриковый привод для мембранного насоса, чтоб масло под давлением подавать.

Двигатель выбран 2.2кВт, 3ф, 2850 об/мин.
Но конца он так доработан и не был, подвернулась еще одна головка с ЗИЛ-131, и была идея крутить сразу два. Короче оно доделано так и не было, надоело возиться с непонятным результатом на выходе.В итоге все было продано, так как срочно нужен был источник сжатого воздуха большой производительности.
В результате поисков выбор пал на СО-7б!взял без электродвигателя. Старый надежный компрессор!с выхлопом на 500л.
К нему прикуплен электродвигатель 4кВт, 2850об/мин, ресивер на 100л

Автоматика сделана на ЭКМ

И автоматика, для того чтоб не спалить контакты ЭКМ управления было сделано на реле с катушками на 12в(макс.нагрузка на контакты ЭКМ 1А), а сами реле уже управляют пускателем электродвигателя.

Двигатели имеют смешанную (под давлением и разбрызгиванием) систему смазки.
Под давлением масло подается к коренным и шатунным подшипникам коленчатого вала, к подшипникам распределительного вала.
К втулкам коромысел масло подается с пульсирующим давлением через пустотелые оси коромысел, в которые поступает через каналы, идущие от второго и четвертого подшипников распределительного вала. К остальным деталям двигателя масло подается самотеком и разбрызгиванием.
Для охлаждения масла двигатели снабжены масляным радиатором, установленным впереди радиатора системы охлаждения.
Падение давления в системе смазки обусловливается в основном износом деталей масляного насоса или подшипников коленчатого и распределительного валов. При значительном износе масляный насос начинает работать шумно. Чтобы выявить неисправности насоса, его необходимо снять с двигателя и разобрать. Но к разборке насоса следует приступить только после проверки состояния редукционного клапана, так как он может являться причиной ненормального давления в масляной системе (ослабла пружина, заело плунжер и т. п.).
Чтобы убедиться в нормальной работе редукционного клапана, надо отвернуть его пробку, вынуть пружину и убедиться, что плунжер перемещается в своем гнезде свободно, без заедания, а пружина находится в нормальном состоянии.
Длина пружины в свободном состоянии должна быть 50 мм. Усилие пружины клапана при сжатии ее на 10 мм должно быть равным 4,6 кГ. При ослаблении усилия пружину заменяют новой, так как подкладывание под нее шайб или растягивание для увеличения усилия категорически запрещается.
Разборка масляного насоса
1. Снять насос вместе с прокладкой с блока цилиндров.
2. Снять корпус нижней секции с ведомой шестерней и прокладкой.
3. Снять ведущую шестерню нижней секции масляного насоса и сегментную шпонку шестерни с вала насоса.
4. Снять перегородку масляного насоса с прокладкой.
5. Вынуть ведомую шестерню верхней секции насоса из корпуса.
6. Вынуть из корпуса насоса вал с ведущей шестерней верхней секции.
7. После разборки насоса все его детали тщательно промыть, просушить и осмотреть.
8. Если на перегородке масляного насоса обнаружится выработка от шестерни, то прошлифовать ее до уничтожения следов выработки. При большом износе корпусов секций насос заменить новым.
При ремонте следует иметь в виду следующее.
Расстояние от торца валика с шестигранным отверстием до верхнего торца ведущей шестерни верхней секции насоса должно быть 40 ± 0,15 мм.
Отверстие диаметром 4 мм под штифт крепления шестерни на валике насоса сверлят на глубину 23 ± 0,5 мм на расстоянии 15 мм от торца шестерни. Возвышение штифта над плоскостью впадины зуба не допускается.
При выпрессовке осей ведомых шестерен из корпусов секций насоса последние нагревают до 100—120° С, а при запрессовке — до 160—170°С, а оси охлаждают в сухом льду.
При запрессовке оси ведомой шестерни в корпус верхней секции насоса необходимо выдерживать размер З ± 0,25 мм, а в корпус нижней секции 0,5 ± 0,25 мм от торца корпуса до торца оси.
Собирают насос в обратной последовательности. При сборке насоса следует менять паронитовые или картонные прокладки корпусов (толщина их 0,3—0,4 мм). Применять шеллак или другие герметизирующие средства, а также увеличивать толщину прокладок недопустимо, так как это снижает производительность масляного насоса.
Перед установкой на двигатель насос заливают маслом, так как сухой насос в самом начале работы двигателя не будет подавать масло к трущимся поверхностям, что приведет к их задирам и отказу в работе.

Разборка привода масляного насоса (рис. 2). Выпрессовать штифт 6 шестерни привода при помощи бородка диаметром 3 мм. 1. Вынуть шестигранный валик 7 привода масляного насоса.
2. Спрессовать шестерню 5 привода при помощи оправки, для чего установить корпус привода верхним торцом на плиту с отверстием для свободного выхода валика в сборе с упорной втулкой.
3. Снять упорные шайбы З и 4 и вынуть валик 2 из корпуса привода прерывателя-распределителя.
4. Выпрессовать штифт 10 упорной втулки 11 валика привода и спрессовать втулку.
После разборки промыть все детали привода и подвергнуть тщательному осмотру.
Сборка привода-прерывателя-распределителя. Напрессовать на валик привода прерывателя-распределителя упорную втулку 11, выдерживая размер 19 ± 0,1 мм от торца валика до нижнего торца втулки.
В упорной втулке сверлить отверстие диаметром 4 +0,03 мм на расстоянии 13 ± 0,15 мм от торца.
Ось отверстия во втулке должна совпадать с осью отверстия в валике привода прерывателя-распределителя.
Раззенковать фаски глубиной 0,8 мм под углом 90˚ в отверстии диаметром 4 мм с двух сторон.
В отверстие запрессовать штифт 10 и расклепать его с обеих сторон.
Валик в сборе смазать чистым маслом для двигателей, вставить в корпус привода прерывателя-распределителя и попробовать легкость вращения его от руки.
На валик установить упорные шайбы, сначала стальную 3, а потом бронзовую 4.
Напрессовать шестерню 5 на валик 2, выдерживая зазор 0,15—0,55 мм между торцами шестерни и бронзовой упорной шайбой. Ось 9 паза на валике должна быть параллельна оси, проходящей через середину впадины 8 на нижнем торце шестерни, допустимое отклонение ± 2˚.
Сверлить отверстие диаметром 4 +0,03мм, выдерживая расстояние 9 ± 0,15 мм от оси отверстия до торца ступицы шестерни. При сверлении отверстия валик в сборе должен быть прижат торцом упорной втулки 11 к корпусу 1 привода прерывателя-распределителя. Ось отверстия должна проходить через ось и середину грани валика 7. допустимое отклонение не более 0,1 мм .
В шестигранное отверстие в торце валика 2 привода вставить шестигранный валик 7 привода масляного насоса и запрессовать в отверстие штифт диаметром 4 мм.
Расклепать штифт с двух сторон.
Проверить легкость вращения валика, зазор между упорной шайбой и торцом шестерни привода и смещение середины впадины зубьев шестерни привода прерывателя-распределителя относительно оси паза валика.
Разборка фильтра центробежной очистки масла. Снять кожух. Осторожно за гайку снять стакан ротора, удерживая ротор от вращения.
Покачивая ротор на оси, определить радиальный зазор во втулках ротора. Заметное перемещение ротора свидетельствует об износе втулок, и ротор подлежит замене.
Снять ротор вместе с шайбой.
При снятии ротора необходимо следить за тем, чтобы верхнее кольцо упорного подшипника не было поднято вместе с ротором, так как оно может упасть в корпус фильтра, а оттуда в крышку распределительных шестерен и в картер двигателя.
После разборки фильтра все детали его тщательно промыть в керосине и продуть сжатым воздухом.
Осмотреть жиклеры и, если они засорены, вывернуть их для очистки
Каждый жиклер устанавливать в свое гнездо, так как они обработаны в сборе с ротором, поэтому вывертывать сразу оба жиклера из ротора не рекомендуется.
Для очистки жиклера в его отверстие вводят сверло диаметром 5 мм и, вращая его от руки, удаляют все отложения. После этого жиклер промывают еще раз в керосине и продувают сжатым воздухом через сопловое отверстие.
При установке жиклера на место следует обратить внимание на совпадение одной из граней головки жиклера с меткой, нанесенной на бобышке ротора, так как нарушение расположения сопловых отверстий вызывает забрасывание масла в зону вращения ротора, а это сильно тормозит его вращение.
Для замены уплотнительной прокладки гайки стакана ротора снять с гайки пружинное стопорное кольцо и вынуть гайку из стакана ротора.
Собирают фильтр в обратной последовательности. При сборке надо следить за тем, чтобы уплотнительные прокладки не выдавливались из своих гнезд, а ротор фильтра свободно вращался на оси.
Техническое обслуживание, ремонт и неисправности компрессора ГАЗ-66
На автомобилях ГАЗ-66 установлен компрессор (рис. 1), предназначенный для накачки шин воздухом.
Компрессоры автомобилей с системой регулирования давления в шинах (ГАЗ-66-01, ГАЗ-66-02, ГАЗ-66-04, ГАЗ-66-05) отличаются от компрессоров автомобилей без этой системы (ГАЗ-66 и ГАЗ-66-03) тем, что в резьбовое отверстие головки компрессора над впускным клапаном вместо заглушки
ввернут разгрузочный цилиндр (рис. 2).
Компрессор поршневого типа, одноцилиндровый, с воздушным охлаждением приводится во вращение через шкив вместе с насосом гидроусилителя рулевого управления двумя ремнями от шкива коленчатого вала двигателя. На шлицах коленчатого вала компрессора установлена муфта включения компрессора. Муфта перемещается вилкой, укрепленной на валике, положение которого фиксируется шариковым фиксатором.
Воздух в компрессор поступает от воздушного фильтра двигателя, К компрессору смазка поступает от двигателя автомобиля.
Техническое обслуживание компрессора
Ремонт компрессора
Снятие и разборку компрессора выполнить в следующем порядке.
— отсоединить трубопроводы отвода и подвода масла, шланг подвода и трубопровод отвода воздуха. Снять компрессор с двигателя, после чего его разобрать
— снять шкив 10 (рис. 1) компрессора с подшипниками в сборе;
— отвернуть стопорный винт вилки компрессора, вынуть валик 7 и вилку 8 включения компрессора;
— снять муфту 9 включения компрессора;
— снять головку компрессора и кронштейн 12;
— снять шатунную крышку и вынуть поршень З с шатуном 2 в сборе из цилиндра 4;
— снять переднюю и заднюю крышки, вынуть уплотнитель 14 и пружину 13 из гнезда коленчатого вала;
— снять цилиндр компрессора;
— спрессовать подшипники коленчатого вала и вынуть коленчатый вал 1;
— отвернуть пробку 8 (см. рис. 2) нагнетательного клапана, снять пружину 9 и клапан 10;
— отвернуть корпус клапана 14 и вынуть пружину 13, клапан 12 и седло 15 клапана;
— отвернуть заглушку 6 (см. рис. 1) или разгрузочный цилиндр; вынуть поршневой палец и отъединить поршень от шатуна;
Проверка технического состояния и ремонт деталей компрессора
После разборки компрессора для устранения какой-либо неисправности проверить техническое состояние основных его деталей.
Если износ цилиндра превышает допустимый или его зеркало повреждено, отремонтировать цилиндр под один из ремонтных размеров, указанных в табл. 2. Соответственно этим размерам выпускаются поршни и поршневые кольца ремонтных размеров.
Поршневые кольца ремонтного размера имеют маркировку:
одна полоса шириной 10 мм соответствует увеличению диаметра кольца по сравнению с номинальным на 0,4 мм и две полосы — на 0,8 мм.
При обнаружении на пластинчатых клапанах головки цилиндра забоин или кольцевых канавок их заменить и притереть новые клапаны к седлам для получения непрерывного кольцевого контакта.
Поршневые пальцы, поршни и шатуны разбивают на четыре группы, которые сортируют по диаметрам сопрягаемых поверхностей через 0,003 мм (табл. 3).
Места маркировки: поршня — на бобышке под палец; поршневого пальца — на заглушке пальца; шатуна — на головке под поршневой палец.
При сборке допускается установка пальца и шатуна соседней группы. Пальцы к шатуну и поршню подбирают без смазки при температуре 10——30°С. Правильность подбора поршневого пальца к втулке шатуна проверяют на ощупь. При нажатии большим пальцем руки поршневой палец без смазки должен с некоторым сопротивлением перемещаться во втулке верхней головки шатуна.
Сборка компрессора. При сборке поршня с комплектом палец—шатун смазать палец чистым моторным маслом.
При установке новых колец проверить зазор замка после установки в цилиндр. Зазор должен быть равен 0,20—0,40 мм, а кольцо должно плотно прилегать к цилиндру по всей окружности (проверить на просвет).
Проверить соответствие высоты кольца и канавки поршня, зазор между стенкой канавки и кольцом должен находиться в пределах 0,035—0,080 мм. Если зазор меньше и кольцо не прокатывается по всей канавке поршня, торец кольца можно слегка сточить на самой мелкой наждачной бумаге. Компрессионные кольца устанавливать в канавках поршня выточками вверх, а стыки их разводить на 180°.
В процессе сборки компрессора проверить легкость вращения коленчатого вала. Момент, необходимый для его проворачивания не должен превышать; 0,2 кГм — до установки шатунно-поршневой группы и 0,3 кГм — после установки этой группы и затяжки шатунных болтов (но до установки головки).
При постановке седла впускного клапана следить, чтобы более узкий поясок седла был обращен к клапану. Через верхнее отверстие головки проверить ход клапана, который должен быть в пределах 0,7—1,5 мм, а нагнетательного клапана в пределах 1,5—3,2 мм.
Испытания компрессора после ремонта. Испытания должны включать приработку (без нагрузки), испытания на производительность, испытания на герметичность и проверку работы разгрузочной системы.
Приработку компрессора проводят в течение 20 мин при 1200 — 1350 об/мин коленчатого вала. Давление масла, поступающего в компрессор, должно быть 1,5—3,0 кГ/см 2 , температура не ниже +40˚С. Напор воздуха, охлаждающего компрессор, должен обеспечивать температуру головки компрессора не выше 90˚.
Испытание на производительность проводят при 1200 — 1350 об/мин коленчатого вала и при нагнетании воздуха в резервуар емкостью 23 л. При давлении в резервуаре 6,5 кГ/см 2 полость резервуара сообщается с атмосферой калиброванным отверстием диаметром 1,0 и длиной З мм; в данных условиях компрессор должен поддерживать давление в резервуаре не менее 6 кГ/см 2 при непрерывной работе в течение З мин. При указанном режиме работы компрессора выбрасывание масла с нагнетаемым воздухом не должно превышать 1 см 3 за 5 мим.
Герметичность проверяют на неработающем компрессоре подводом воздуха под давлением 5 — 5,5 кГ/см 2 к нагнетательному патрубку головки компрессора из резервуара емкостью 1 л. Падение давления в баллоне должно быть не более 0,3 кГ/см 2 в течение 1 мин.
Работу разгрузочной системы (для компрессоров с разгрузочным цилиндром) проверяют подачей сжатого воздуха под давлением 5—5,5 кГ/см 2 в разгрузочный цилиндр. При этом поршень разгрузочного цилиндра должен опуститься и полностью открыть впускной клапан. Одновременно проверяют герметичность уплотнения поршня разгрузочного цилиндра. Падение давления в резервуаре емкостью 1 л и при давлении 5 — 5,5 кГ/см 2 не должно превышать 0,25 кГ/см 2 в течение 1 мин. При снятии давления поршень под воздействием возвратной пружины должен четко возвратиться в исходное положение.
Читайте также: