
Технологическое оборудование для ремонта стартера
Обновлено: 05.07.2024
К основным неисправностям стартера относятся: изнашивание и загрязнение щеток и коллектора, ослабление крепления проводящих проводов, окисление контактов выключателя, изнашивание деталей муфты свободного хода и зубьев шестерни, обрыв или замыкание в ободах. Эти неисправности могут привести к тому, что стартер перестает работать или не развивает нужной частоты вращения и мощности. Кроме того, из-за неисправностей при включении зажигания якорь стартера начнет вращаться, а коленчатый вал двигателя будет оставаться неподвижным, а также может появиться сильный шум при работе стартера;
Если стартер не работает, то для выявления причины неисправности необходимо включить фары и стартер: если при включении стартера накал ламп не изменяется, то это значит, что проблема либо в плохом контакте или в обрыве цепи вспомогательного реле, либо цепи основного рабочего тока стартера. Если при включении стартера накал лампы уменьшается, то это говорит о том, что наиболее вероятными причинами неполадки могут быть плохое состояние аккумуляторной батареи, либо нарушение контактов в ее клеммных соединениях, либо неисправность электродвигателя стартера. Место плохого контакта в электрической цепи, а также участок с обрывом определяются при помощи контрольной лампы, которую необходимо последовательно подключать к узлам электрической цепи. Кроме этого необходимо проверять степень заряженности аккумуляторной батареи. Если при включений стартера прослушиваются характерные щелчки, значит, тяговое реле находится в исправном состоянии.
Наиболее частыми причинами того, что при включении стартера коленчатый вал начинает вращаться очень медленно является окисление или ослабление креплений контактов рабочей электрической цепи стартера, недозаряд аккумуляторной батареи, пробуксовка роликовой муфты свободного хода. Если аккумуляторная батарея работает исправно, то стартер необходимо снять с автомобиля для детальной проверки и устранения неисправностей.
Если при включении стартера якорь вращается, а маховик неподвижен, это значит, что произошла поломка поводкового кольца муфты или буферной пружины. Кроме этого причинами этой неполадки может быть пробуксовка муфты свободного хода, выпадение оси или поломка рычага муфты.
Сильный шум при включении и работе стартера может появиться из-за ослабления его креплений, обрыве удерживающей обмотки втягивающего реле, а также в результате поломки зубцов шестерни привода и венца маховика. Кроме этого сильный шум после включения двигателя говори о том, что стартер не выключился. В этом случае необходимо срочно заглушить двигатель, затем отключить аккумуляторную батарею, проверить крепления стартера, а при необходимости снять его и проверить состояние зубцов шестерни привода обмоток и обмоток втягивающего реле.
Ремонт стартера включает в себя проверку работоспособности стартера на стенде, его разборку, проверку его деталей и последующую сборку.
Проверка работоспособности стартера осуществляется на специальном стенде в двух режимах: в режиме холостого хода и под нагрузкой. При проверке необходимо убедиться, что соединительные провода к батарее и амперметру имеют сечение не менее 16 мм2. При подводимом напряжении в 12 В стартер должен в режиме холостого хода потреблять электрический ток силой 70-85 А, а его частота вращения должна составлять примерно 5000±500 мин-1.
Повышенный потребляемый ток, низкая частота вращения, а также нехарактерный шум во время работы говорят о механических или электрических неисправностях. Уменьшенный потребляемый ток, а также пониженная частота вращения якоря при потреблении нормального напряжения свидетельствуют о нарушении контактов в соединениях проводов или в щеточном узле, таких как заедание щеток, загрязнение коллектора, износ деталей.
Для испытаний стартера в нагруженном режиме на шестерню привода необходимо надеть специальное зажимное приспособление с рычагом, которое соединяется с динамометром и определяет тормозной момент. В процессе испытания производится кратковременное включение стартера, при котором по шкале динамометра происходит измерение развиваемого им усилия. Включения должны составлять примерно 4-5 секунд, чтобы не перегреть и не повредить обмотки стартера. После этого перемножают величину усилия, измеренную при помощи динамометра, на длину плеча рычага и в результате получают развиваемый стартером крутящий момент. Полученная величина развиваемого крутящего момента должна соответствовать паспортным данным.
Разборку стартера проводят в следующем порядке:
1) отсоединяют от втягивающего реле вывод катушки возбуждения, затем вывод катушки возбуждения отсоединяют от крышки и после этого снимают;
2) выворачивают стяжные болты, затем снимают крышку со щеками и вынимают щетки из щеткодержателей со стороны коллектора;
3) разъединяют корпус с передней крышкой и вынимают якорь в сборе с муфтой свободного хода;
4) снимают муфту свободного хода, для этого нужно сдвинуть ограничительное кольцо в сторону привода и удалить из проточки вала якоря стопорное кольцо.
После разборки стартера все его детали необходимо промыть, затем просушить сжатым воздухом и проверить на работоспособность.
Проверка деталей стартера на замыкание осуществляется при помощи автотестера или источника питания и индикатора (контрольной лампы). При обнаружении замыкания деталь меняется на новую. На якоре стартера не допускается наличие различных механических повреждений шлицев и повышенного износа коллектора. Если на коллекторе обнаруживается значительная шероховатость, то его протачивают, а затем зачищают мелкозернистой шлифовальной бумагой.
Для того чтобы снять замкнутые катушки возбуждения необходимо при помощи пресс-отвертки отвернуть винты их крепления к корпусу стартера. При сборке стартера головки этих болтов зачеканивают во избежание самопроизвольного проворачивания.
Муфта свободного хода проверяется путем проворачивания ее шестерни на ступице. Шестерня должна свободно проворачиваться относительно ступицы в одну сторону и не проворачиваться в другую. Не допускается наличие сколов и следов выкрашиваний на зубьях шестерни. Если на заходной части шестерни образовались небольшие забоины, то их можно удалить шлифовкой мелкозернистым шлифовальным кругом.
Не допускается наличия на крышке стартера различных сколов и трещин. Допускается перепрессо-вывать изношенные втулки якоря.
Щетки должны свободно перемещаться в щеткодержателях, сильно изношенные щетки необходимо заменить вместе с щеткодержателями. У большинства легковых автомобилей высота щеток не должна быть менее 12 мм.
Техническое обслуживание стартера сводится к периодической подтяжке креплений приводов и очистке наружных поверхностей от загрязнений.
Через каждые 45 000 км (а при необходимости можно и раньше) пробега необходимо снимать стартер с автомобиля, для того чтобы его разобрать, прочистить и проверить состояние его деталей и смазки. При этом необходимо зачищать коллектор и при необходимости заменять, изношенные щетки, а также выполнять регулировку привода и осевого перемещения вала якоря.
В процессе эксплуатации автомобиля его надежность и другие свойства постепенно снижаются вследствие изнашивания деталей, в также коррозии и усталости материала из которого они изготовлены. В автомобиле появляются различные неисправности, которые подлежат устранению при ТО и ремонте.
Ремонт автомобилей, как область человеческой деятельности возник с появлением автомобилестроения. Какой бы совершенной конструкция автомобиля не была, в процессе эксплуатации обнаруживаются недостатки, которые приходится исправлять дополнительными усилиями. Только благодаря ремонту возможно поддерживать автомобиль в технически исправном состоянии.
Теоретически и экспериментально доказано, что с улучшением качества ремонта ресурс автомобиля увеличивается в большей степени, чем стоимость ремонта, а при этом затраты на последующую эксплуатацию существенно уменьшается.
Установлено, что наибольший эффект при решении этой проблемы можно ожидать при системном осуществлении комплексных мероприятий с применением передовых методов управления качеством выпускаемой продукции.
Эффективность капитального ремонта определяется наличием у большинства деталей остаточных ресурсов долговечности.
Классификация деталей по срокам службы от начала эксплуатации до момента возникновения предельного состояния по прочности дает возможность наиболее полно реализовать остаточную долговечность деталей.
Создание научно-обоснованных технических условий и их соблюдение при капитальном ремонте дают возможность при наименьших затратах на ремонт и эксплуатационные издержки получить максимальную наработку агрегатов и автомобиля после капитального ремонта.
Цели и задачи курсового проекта.
Курсовой проект дает возможность установить степень усвоения учебного материала, проверить способность студента к самостоятельной творческой работе и закрепить навыки в выполнении разработки и оформлении технологической документации и чертежей.
Цель курсового проекта закрепить и систематизировать знания студентов, полученные при изучении всех предметов теоретического курса специальности 190604 "Техническое обслуживание и ремонт автомобильного транспорта", развить навыки студента в самостоятельной работе и научить его применять теоретические знания при решении вопросов по проектированию процессов разборки, сборки агрегатов и узлов автомобилей, дефектации и ремонту, изготовлению деталей.
В данном курсовом проекте необходимо разработать рациональный технологический процесс сборки стартера СТ-142Б автомобиля КамАЗ-5320, спроектировать электромеханический участок, заполнить соответствующую технологическую документацию.
1.1 Обоснование размера производственной партии
В стадии проектирования технологических процессов величину производственной партии деталей можно определить ориентировочно по формуле:

где N - годовая производственная программа ремонта изделий в год, 3900 шт.
n - число деталей в изделии, 1 шт.;
t - необходимый запас деталей в днях для обеспечения непрерывности сборки, 5 дней;
Фдн - число рабочих дней в году, 253дн.

При производстве партии в количестве 77 единиц ремонта будет обеспечен непрерывный процесс сборки.
1.2 Разработка технологического процесса
Производственная программа N=4100
Технические условия на сборку:
При сборке стартера нужно выполнить следующие условия:
-перед сборкой смазать моторным маслом винтовые шейки вала якоря и ступицы обгонной муфты, шестерню и втулку задней крышки. Поводковое кольцо привода смазать смазкой "Литол-24". С помощью подбора регулировочной шайбы обеспечивают осевой свободный ход якоря не более 0,5мм. На стяжной болт, проходящий около вывода обмотки стартера надеть изолирующую пластмассовую трубку.
Все детали не должны иметь внешних механических повреждений.
Разработка технологического процесса
На основании инструкции и ТУ на капитальный ремонт стартеров разработаем технологический процесс сборки стартера СТ-142Б автомобиля КаМАЗ-5320.
1.3 Характеристика собираемого изделия, данные об изменениях в эксплуатации и ремонте размеров рабочих поверхностей сопрягаемых деталей
На автомобилях КамАЗ устанавливается стартер типа 142Б, мощностью 7,7квт (10,5л.с.). Стартер состоит из электродвигателя, механизма привода, и электромагнитного реле. Стартер устанавливается на картере маховика с левой стороны двигателя. Управление дистанционное.
Номинальное напряжение стартера 24В, напряжение при тормозном моменте 50 НМ, не более 8В, напряжение включения тягового реле 18В, ток холостого хода при напряжении 24В, не более 130А. Ток при тормозном моменте 500НМ, не более 800А. Частота вращения холостого хода 5500-6500мин.
Давление щеточных пружин на щетки 17,5-20,5Н. Высота щеток 19-20мм.
Вышедшие из строя стартеры направляют на авторемонтные предприятия.
Поступающие в ремонт стартеры могут иметь следующие неисправности: при включении стартер не работает, тяговое реле не срабатывает (не слышен характерный щелчок); при включении стартера слышны повторяющиеся щелчки тягового реле и удары шестерен привода о венец маховика; слышен стук шестерен привода; шестерня привода систематически не входит в зацепление с венцом маховика при нормальной работе реле; поломаны зубья шестерен привода.
1.4 Технические условия на сборку
При сборке стартера полюсные катушки изолируют одни слоем хлопчатобумажной, полотняной или тафтяной ленты, после чего дважды пропитывают изоляционным лаком ГФ-95 или ПФЛ-8В и покрывают серой глифталевой эмалью ГФ-92-ХС.
Перед постановкой катушек в корпус стартера проверяют их на отсутствие межвитковых замыканий. Винты крепления полюсов затягивают пресс-отверткой. Перед установкой конусные поверхности под полюсные винты в корпусе промазывают шпатлевкой НЦ-00В.
Вкладыши крышек со стороны коллектора и привода, а также держатели промежуточного подшипника запрессовывают заподлицо с рабочими плоскостями. В месте входа во вкладыш смазочных отверстий заусенцы не допускаются. Смазочные фитили перед установкой пропитывают турбинным маслом 22 или 22П.
Шероховатость поверхности шеек якоря под вкладыши подшипников и под втулку направляющую привода должна соответствовать Ra 0,63мкм.
Биение коллектора и железа якоря относительно шеек под вкладыши допускается соответственно не более 0,05 и 0,15мм. Шероховатость поверхности коллектора и железа якоря должна быть соответственно Ra 1,25 и 1,0мкм.
Коллектор якоря должен выдерживать испытания на пробой при напряжении 220В переменного тока между пластинками, а между пластинками и втулкой-550В.
При проверке якоря на приборе ППЯ на межвитковые замыкания стальная пластина толщиной 0,5мм, положенная на железо вдоль паза, не должна вибрировать. Лобовые части обмотки якоря бандажируют проволокой (со стороны коллектора-14-16 витков, со стороны привода-10-12 витков). Начало и конец обмотки бандажа должны находится под скобой. Паяют бандажи чистым оловом. Якорь пропитывают глифталевым лаком ГФ-95, железную поверхность якоря покрывают эмалью ГФ-92.
Якорь должен выдержать испытание на разнос при 10000мин в течение 30с. После испытания отдельные пластины коллектора не должны выступать более 0,01мм.
Изоляционную прокладку приклеивают к крышке со стороны коллектора клеем БФ-4. Изоляция изолированных щеткодержателей должна выдерживать испытания на пробой переменным током напряжением 220В в течение 1мин. Якорь реле должен свободно без заеданий перемещаться в каркасе катушки. Дополнительный ход якоря 1,5-2,5мм после замыкания контактов регулируют шайбами на штоке.
Сопротивление шунтовой обмотки катушки реле при 20С должно быть равным (2,5+0,3)Ом, а сериесной -(1,44+0,2)Ом.
При пайке выводов катушки применяют припой ПОС 40, а при проклевании изоляции -Клей БФ-4.
При сборке привода все трущиеся поверхности и шлицевые части смазывают смазкой ЦИАТИМ-203. Поверхности контактов реле стартера должны быть чистыми и располагаться в одной плоскости с точностью до 0,2мм. Плоскости контактов и контактного диска должны быть параллельными.
Поверхности вала якоря под подшипники, ушки, пальцы и ось рычага перед сборкой смазывают смазкой ЦИАТИМ-203. При сборке крышку со стороны коллектора располагают ребром напротив выводного болта, находящегося на корпусе. Уплотнительные кольца и шайбы перед сборкой смазывают смазкой ЦИАТИМ-201 и ЦИАТИМ-202.
Щетки должны свободно без заеданий перемещаться в щеткодержателях. Давление пружины на щетку в момент отрыва, замеренное вдоль оси щетки, должно быть 15-20Н. При сборке и регулировке стартера выемка регулировочного диска должна находиться не ниже горизонтальной оси диска.
Собранный стартер окрашивают эмалью ХВ-125 или ХВ-124.
1.5 Технологический процесс сборки
Сборку стартера СТ-142Б производят на электромеханическом участке на верстаке с использованием необходимых инструментов и приспособлений согласно инструкции по сборке-разборке.
1.6 Определение способа подбора деталей при комплектовании соединений и сборочных единиц
По результатам анализа общего вида стартера и технических условий определяем способ подбора. Данные анализа заносим в таблицу 1.1.
Таблица 1.1 Наименование сопряжения
муфты свободного хода
4. Щетки коллектора-задняя
5. Вилка втягивающего реле-
муфта свободного хода
6. Шестерня муфты свободного
Хода - вал якоря
1.7 Технологические инструкции
Для уменьшения трудоемкости разрабатываемого процесса, сокращение сроков технологической подготовки производства, сокращение общего количества документов на предприятии необходимо пользоваться технологическими инструкциями, которые разрабатываются на наиболее повторяющиеся процессы, включающие в себя общие приемы работ:
Для сборки стартеров на участке необходимо иметь следующее технологическое оборудование: стол для приборов, верстак для электрики, контрольно-испытательный стенд 532М, подставка под оборудование.
Для выполнения работ по сборке стартеров необходима следующая технологическая оснастка: слесарные тиски, ручной пресс, прибор для проверки якорей, станок для проточки коллекторов.
При выполнении работ следует придерживаться правил инструкций по технике безопасности. Для этой цели на предприятии имеется отдел по технике безопасности, который проводит инструктаж рабочего персонала, разрабатывает мероприятия для снижения травматизма.
Сборка стартера начинается с якоря, к которому присоединяется подшипник, после чего надевается чашка, затем надевается пружина со втулкой, после этого надевается кольцо с такой же втулкой и пружиной, затем вставляется муфта привода и стопорное кольцо, после чего закрепляется рычаг, вставляется передняя крышка, ось, присоединяется крышка в сборе от втягивающего реле, после этого надевается корпус в сборе и задняя крышка, затем щетки, после чего надевается кольцо и кожух, который прикручивается винтами. После этих операций электродвигатель с приводом имеет собранный вид. После этого к нему присоединяется тяговое реле и прикручивается тремя винтами М6х8 с шайбами 6Т65Т.
После этих операций стартер полностью собран и отправляется на испытания.
Инструкции на проверку стартера после сборки
При выключенном положении реле стартера расстояние (зазор) между торцом втулки привода и упорной шайбой должно быть 0,5-2мм. Контроль замыкания контактов реле производят с помощью 24-вольтной лампы, включенной между (+) аккумуляторной батареи и выводным болтом реле стартера.
При выключенном положении реле стартера и установленной прокладке между торцом втулки привода и упорной шайбой толщиной 0,23мм контакты не должны замыкаться (контрольная лампа не должна гореть).
Осевой зазор между приводом и упорной шайбой регулируют поворачиванием оси рычага. Привод должен свободно без заеданий перемещаться по валу и возвращаться из выключенного положения в исходное после отключения напряжения от клемм реле.
Стартер после сборки проверяют на безотказность механизма выключения, частоту вращения якоря, шумность работы при холостом ходе и на герметичность. Кроме того, проводят проверку стартеров на величину крутящего момента, создаваемого при полном торможении.
Испытание должно проводиться на стенде, позволяющем полностью затормаживать привод и замерять при этом напряжение, величину тока и крутящий момент.
Механизм включения стартера должен работать безотказно, при работе не должно быть стуков и шумов, свидетельствующих о наличии неисправностей. Безотказность работы механизма включения стартера определяют путем пробного включения и осмотром. Наличие стуков и ненормальных шумов устанавливают прослушиванием работающего стартера на расстоянии 1мм.
Напряжение включения реле стартера не должно превышать 18В. Контроль электрических характеристик стартера производят при температуре окружающей среды и стартера (20С).
При проверке на холостом ходу стартер при напряжении на клеммах 24В должен через 30с после включения потреблять ток не более 130А.
При проверке на полное торможение стартер должен развивать крутящий момент не менее 50Нм, потребляя силу тока не более 800А. Напряжение на зажимах стартера при этом испытании должно быть не более 8В. Измерение параметров при полном торможении производят при подаче напряжения непосредственно на зажимы стартера.
Испытание стартера на герметичности производят в специальной камере с пресной водой комнатной температуры путем создания внутри стартера повышенного давления с помощью очищенного сжатого воздуха 0,01-0,02Мпа. Повышенное давление создают до погружения стартера в воду, поддерживают давление в течение 1мин и снимают его только после извлечения стартера из воды. Для создания указанного давления внутри стартера к фланцу приводной крышки через резиновую уплотнительную прокладку привертывают специальный кожух.
Проверку технического состояния стартера производят на стенде модели 532М:
1)Проверка технического состояния стартера на холостом ходу;
2)Проверка технического состояния стартера под нагрузкой.
1.8 Выбор организационной формы сборки
Для организации сборочного процесса возможны различные формы. Вопрос о выборе той или иной формы сборки решается после определения требуемого количества рабочих мест.

Где tc-трудоемкость сборки(чел х ч)
N-годовая производственная программа (N=4100)
Фpм-годовой фонд времени рабочего места (Фpм=2024ч)


при Хрм 2 принимаем поточную сборку со специализацией исполнителей по видам работ.
1.9 Поточные формы организации работ
Обеспечивают наивысшую производительность труда, не требует использования высококвалифицированных рабочих и, следовательно, снижает стоимость ремонта. Поточное производство характеризуется расположением средств технологического оснащения в последовательности операции технологического процесса и определенным интервалом выпуска изделий.
При этой форме технологические операции закрепляются за рабочими местами, расположенными в последовательном порядке согласно технологическому процессу ремонта.
Перемещение объектов осуществляется механизированным способом непрерывно или с перерывом через некоторые промежутки времени, соответствующие такту выпуска продукции.
Поточное производство требует ритмичной работы всех рабочих мест, четкого и бесперебойного функционирования всех производственных подразделений предприятия, обслуживающих поточные линии.
1.10 Определение норм времени
Разборочно-сборочные работы - это ручные операции по разборке или соединению деталей в сборочные единицы, узлы и агрегаты.
Типовые нормы носят характер норм штучного времени и рассчитываются по формуле:

Где Топ-определенное время на сборочную операцию, Топ=12

ом-время на обслуживание рабочего места (4%)
отл-время на отдых и личные надобности (5%)
пз-подготовительно-заключительное время (3%)

1.11 Определение состава последовательности операций сборки
На основании технологической инструкции и схемы технологического процесса сборки, а так же основание анализа собираемого изделия составляем и заполняем таблицу последовательности операции сборки стартера
Добрый день! Планируем открыть мастерскую по диагностике и ремонту стартеров и генераторов, но опыта маловато. Какой стенд лучше и надежнее (может есть универсальный), какие тестеры нужны, что еще нужно, где это можно приобрести. Заранее спасибо! В фирмах начинают навязывать всякую шнягу.
Может кто-то делает стенды на заказ?
studiybsv
studiybsv
Добрый день! Планируем открыть мастерскую по диагностике и ремонту стартеров и генераторов, но опыта маловато. Какой стенд лучше и надежнее (может есть универсальный), какие тестеры нужны, что еще нужно, где это можно приобрести. Заранее спасибо! В фирмах начинают навязывать всякую шнягу.
Может кто-то делает стенды на заказ?
Добрый вечер!Если Вы решили открыть ремонтную мастерскую то Вы наверно уверены в своих знаниях как и что делать с генераторами и стартерами . А оборудование я бы посоветовал брать у автора autonica кархелп инфо форум-Стенд для проверки генераторов и стартеров+
vovgut
studiybsv
Попробую еще раз спросить, по-другому.
Неужели только меня интересует компактная версия стенда для проверки генераторов прямо на автомобиле?
Функций будет гораздо меньше, но ведь такая версия позволит сразу определить, нужно ли снятие и ремонт генератора или достаточно проверить и отремонтировать проводку.
(Я имею в виду генераторы Форд, на которых трудно вручную сымитировать сигналы управления).
Еще раз напишу, что мы не занимаемся ремонтом генераторов, а вот ПРОВОДКУ автомобиля должны проверить и сказать, что с ней.
Такой "недостенд" очень помог бы.
Никто не подскажет?
Попробую еще раз спросить, по-другому.
Неужели только меня интересует компактная версия стенда для проверки генераторов прямо на автомобиле?
Функций будет гораздо меньше, но ведь такая версия позволит сразу определить, нужно ли снятие и ремонт генератора или достаточно проверить и отремонтировать проводку.
(Я имею в виду генераторы Форд, на которых трудно вручную сымитировать сигналы управления).
Еще раз напишу, что мы не занимаемся ремонтом генераторов, а вот ПРОВОДКУ автомобиля должны проверить и сказать, что с ней.
Такой "недостенд" очень помог бы.
Никто не подскажет?
Что вы имеете ввиду под компактная версия стенда .Как я понимаю гена на авто.Лучшего стенда не надо.Вот только надо найти причину почему он,гена ,не работает.Если это механика .Его надо снять.Поменять подшипники.И др. механику.Если это электрочасть.Якорь надо проверить обмотку на межвитковое и обмотку на корпус
.Статор тоже на корпус.Диодный мост отключив от обмотки.Проверить силовые диоды и на возбуждение.В сборе на движке мотортестер может помочь.Объясните может что не понял?
Перед разборкой генераторы и стартеры очищают от пыли и грязи волосяной щеткой и сухой ветошью. При разборке применяют специальные съемники, тиски и прессы. После разборки все узлы и детали очищают, моют и сушат. Металлические детали моют в ванне со щелочным раствором или в керосине. Детали

с проводами или обмоткой протирают ветошью, смоченной в бензине, и продувают сжатым воздухом. Затем их сушат в электрических сушильных шкафах при температуре 90—100°С в течение 45—90 мин в зависимости от размера обмоток. Уплотнительные прокладки из войлока и фетра промывают в чистом бензине.
Очищенные, промытые и высушенные узлы и детали контролируют путем наружного осмотра, необходимых замеров и электрических испытаний, сортируя их на годные, требующие ремонта, и негодные.
Основными дефектами якорей являются:
разрушение изоляции и обрывы витков обмотки;
износ пластин коллектора и контактных колец (в генераторах переменного тока), риски, канавки и раковины на их поверхностях;
задиры и царапины на железе якоря; износ шеек и изгиб вала:
износ шлицев (у вала стартера).
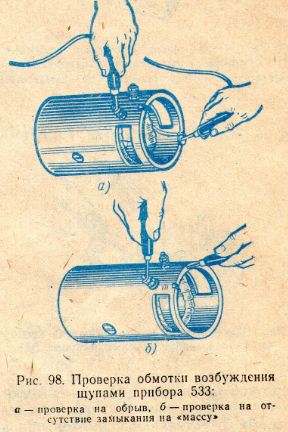
Для обнаружения дефектов обмоток якоря, генератора и стартера применяют прибор 533 (рис. 96, а). Составной частью прибора является трансформатор, сердечник которого выполнен в виде двух призм 9. Призмы не соединены между собой, поэтому магнитная цепь трансформатора разомкнута. .При проверке якорь укладывают между призмами. Металл якоря замыкает электромагнитную цепь прибора, а обмотка якоря выполняет роль вторичной обмотки трансформатора. При включении прибора в сеть переменного тока в витках обмотки якоря будет индуцироваться электродвижущая сила. Если обмотка исправна, то в ее секциях тока не будет (э. д. с. с одной половины секции уравновешивается э. д. с. другой половины, направленной навстречу первой). При замыкании между витками секции возникнет ток, намагничивающий зубцы паза железа якоря. На пазы железа якоря при медленном его вращении поочередно накладывают контрольную пластинку 8 (рис. 96 в) которая будет вибрировать над секцией с замкнутыми витками.
Обрывы в секциях обмотки якоря определяют при помощи миллиамперметра 10. Для этого двухконтактный щуп 13 (рис. 96, б) прижимает к двум рядом расположенным коллекторным пластинам и якорь плавно повертывают на призме на 20—30°. Одновременно наблюдают за показаниями стрелки миллиамперметра. Отклонение стрелки миллиамперметра от установленного положения показывает, что цепь замкнута и проверяемая секция обрывов не имеет. Если стрелка миллиамперметра осталась неподвижной, то в секции обмотки якоря имеется обрыв. Подобным образом, поворачивая якорь на призме, проверяют все секции обмотки.
После проверки на приборе модели 533 и в случае годной обмотки якорь контролируют в центрах на биение с помощью индикатора. Допустимое биение коллектора не более 0,05 мм, а железа сердечника — не более 0,09 мм. Правку изогнутого вала якоря осуществляют на ручном прессе.
Задиры и царапины на железе якоря устраняют зачисткой мелкозернистым наждачным полотном или, если они глубокие, шлифованием. При этом уменьшение диаметра железа якоря компенсируется установкой прокладок под полюсные наконечники.
Изношенные шейки вала под подшипники восстанавливают хромированием или осталиванием. При износе шеек до 0,25 мм на диаметр их можно восстановить накаткой с последующим шлифованием до номинального размера.
Дефектную обмотку ремонтируют. Если она имеет внутренние дефекты или разрушение изоляции, то ее снимают и на якорь наматывают новую обмотку. Без перемотки устраняют обрыв обмотки или замыкание секций в местах припайки к коллекторным пластинам.
Обмотку якоря стартера ремонтируют при разрушении изоляции. Поврежденную изоляцию заменяют новой.
Изношенные рабочие поверхности коллекторов и контактных колец протачивают на специальном станке модели 2155 или на токарном станке. После обточки поверхности шлифуют стеклянной шкуркой. Допустимое уменьшение диаметров коллекторов или контактных колец не должно превышать значений, установленных техническими условиями. При меньших диаметрах коллекторы и кольца заменяют новыми.
После протачивания коллектора якоря генератора необходимо углубить изоляцию (миканит) между пластинами на глубину 0,6— 0,8 мм. Для этого применяют фрезу или ножовку. Миканит удаляют специальной фрезой на станке модели 2155 или вручную ножовкой (рис. 97) после обточки на токарном станке. Не подлежат ремонту коллекторы с замкнутыми или расшатанными пластинами. Их заменяют новыми.
Ремонт корпусов.
Корпуса (в сборе) могут иметь электрические и механические повреждения, которые устанавливают внешним осмотром и электрическими испытаниями.
Короткое замыкание в витках обмотки возбуждения можно выявить при определении омического сопротивления обмоток при помощи омметра. Оно должно соответствовать установленным техническим данным генератора. Если сопротивление окажется меньшим, то это укажет на наличие межвиткового замыкания в катушке. Катушки не подлежат ремонту, если имеют обрывы и замыкания.
Основными механическими повреждениями корпусов являются: срыв резьбы, забоины на посадочных местах крышек, повреждение шлицев винтов крепления полюсных наконечников, задиры на поверхности полюсных наконечников.
Сорванную или поврежденную резьбу восстанавливают нарезанием резьбы-ремонтного размера или постановкой дополнительной детали (ввертыша) с резьбой номинального размера. Забоины на посадочных местах крышек устраняют напильником. Полюсные наконечники, имеющие значительные задиры и вмятины, должны быть заменены. Незначительные задиры можно устранить растачиванием. При этом в собранном корпусе необходимо обеспечить требуемый радиальный зазор (0,25—0,65 мм) между якорем и полюсными наконечниками путем установки под последние прокладок из трансформаторного железа.

Для устранения дефектов обмоток возбуждения корпус генератора разбирают. Для этого снимают клеммы и отвертывают винты крепления полюсных наконечников, предварительно ослабив их с помощью пресс-отвертки (рис. 99). Катушки с отсыревшей и промасленной изоляцией просушивают в сушильном шкафу, а затем пропитывают изоляционным лаком. Поврежденную изоляцию катушек снимают и заменяют новой с последующей пропиткой лаком и сушкой в шкафу. Дефектную межвитковую и наружную изоляцию в обмотках катушек возбуждения стартеров заменяют на новую.
Ремонт крышек.

Ремонт включателей и реле стартеров.
Основными дефектами включателей и реле стартеров являются: повреждение изоляции и обрывы обмоток, обгорание, окисление и сваривание контактов. Повреждение изоляции и обрывы обмоток устанавливают при испытании с помощью контрольной лампы. Дефектную обмотку перематывают на специальном приспособлении. Состояние контактов выявляют при наружном осмотре. Сваренные контакты заменяют новыми. Обгоревшие и окислившиеся контакты зачищают мелкозернистой наждачной шкуркой. При значительном обгорании контактных болтов и диска их можкно повернуть на 180°.
Сборка генераторов и стартеров и их испытание.
После ремонта отдельных деталей и узлов осуществляют сборку генераторов и стартеров и их испытание в соответствии с техническими условиями. Перед испытанием генераторы рекомендуется обкатать на стенде в течение 3—5 мин при скорости вращения якоря 1500—2000 об/мин и нагрузке 10—14 А. Генераторы испытывают на стенде в режиме электродвигателя (генераторы постоянного тока), в генераторном режиме, а также на кратковременное повышение скорости вращения якоря. При испытании на режиме электродвигателя генератор питается от аккумуляторной батареи или от низковольтного агрегата постоянного тока.
Осуществляют проверку качества сборки и правильность электрических соединений. Якорь генератора должен бесшумно вращаться в установленном направлении. Вращение якоря в противоположную сторону указывает, что неправильно соединены обмотки возбуждения или щетки. Силу потребляемого тока измеряют после двух-, трехминутной работы генератора. Она должна соответствовать техническим условиям.
Превышение силы тока характеризует наличие следующих дефектов генератора: перекоса, заедания и задевания якоря за полюсные наконечники. Резкое увеличение силы потребляемого тока и числа оборотов якоря свидетельствует о плохом контакте или обрыве в цепи обмоток возбуждения.
При испытании на режиме генератора проверяют число оборотов якоря, при котором достигается номинальное напряжение генератора без нагрузки и с полной нагрузкой, а также работу генератора при кратковременном повышении скорости вращения якоря. Испытание проводят без аккумуляторных батарей при температуре генератора 15—25°С и нагрузке в соответствии с техническими условиями (10— 60 А для разных марок генератора). Генератор должен развивать номинальное напряжение 12,5 В (для генераторов переменного тока на зажимах выпрямителя) при работе без нагрузки и под нагрузкой. Скорость вращения якоря генератора должна плавно повышаться, и при достижении напряжения 12,5 В производят измерение числа оборотов.
Испытание генератора на максимальные обороты кратковременной работы проводят совместно с реле-регулятором при полной нагрузке и .при частоте вращения якоря 5500— 5700 об/мин (для генераторов переменного тока — 7500 об/мин) в течение 3 мин. При этом испытании не должны наблюдаться какие-либо нарушения нормальной работы генератора.
Допускается слабое искрение под небольшой частью щеток в виде отдельных точек.
У генераторов переменного тока выборочно проверяют температуру нагрева корпуса статора и контактных колец. При этом генератор работает с полной нагрузкой, а вал ротора вращается со скоростью 2000 об/мин. Замеры производят при установившейся температуре, т. е. когда ее повышение в точках замера составляет не более 1°С за 15 мин. Температура корпуса не должна превышать более чем на 40°С, а температура контактных колец — на 60°С температуру окружающего воздуха.
Стартеры испытывают на безотказность работы механизма включения, скорость вращения якоря, бесшумность работы и на силу потребляемого тока при холостом ходе. Выборочно осуществляют испытание на величину крутящего момента, создаваемого при полном торможении. Испытание осуществляют на тех же стендах, на которых испытывают генераторы. Стартер должен работать бесшумно. Наличие стуков и ненормальных шумов устанавливают прослушиванием. Механизм включения должен работать безотказно. Его работу проверяют путем пробного включения.
При стендовом испытании на полное торможение определяют величину силы тока и крутящий момент, развиваемый стартером, которые должны соответствовать техническим условиям.
При испытании на холостом ходу стартер подключают к аккумуляторной батарее на 1 мин. При этом тахометром определяют число оборотов якоря, а амперметром — силу тока. Они должны соответствовать данным технических условий.
Большая сила тока и малые обороты якоря указывают на наличие перекосов, заеданий и неравномерного зазора между якорем и полюсными наконечниками. Малая сила тока и малые обороты являются результатом слабого прижима щеток или плохих контактов в электрических соединениях стартеров. Чрезмерно большая сила тока и малое число оборотов якоря появляются в результате короткого замыкания в электрической цели стартера или неправильной установки щеток.
Читайте также: