
Гбц камаз 740 схема
Обновлено: 04.07.2024
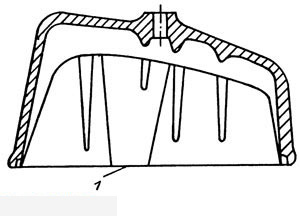
Головки цилиндров 1 ( рисунок 19 ) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава, для охлаждения имеют полость сообщающуюся с полостью охлаждения блока. Днище головки усилено за счет увеличения толщины в зоне выпускного канала и дополнительного ребра по сравнению с головкой цилиндра двигателя 740 .10.
Каждая головка цилиндра устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами. В головке увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров . Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса двигателя и токсичность отработавших газов, поэтому замена на головки цилиндров 740.1003014-20 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя 740.10 и фиксируются острой кромкой.
Выпускные седла и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана двигателя 740.10 не рекомендуется.
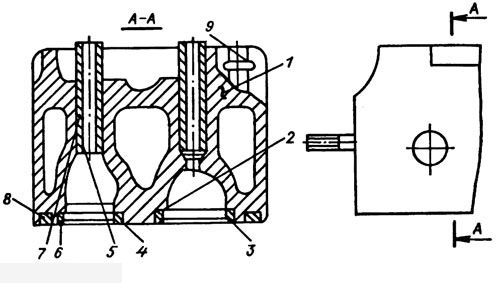
Стык "головка цилиндров — гильза" (газовый стык) — беспрокладочный ( рисунок 21 ). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5. Свинцовистое покрытие на поверхности кольца газового стыка дополнительно повышает герметичность за счет компенсации микронеровностей уплотняемых поверхностей. Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка — заполнитель 4.
Прокладка — заполнитель фиксируется на кольце газового стыка за счет обратного конуса и посадки ее с натягой но выступающему пояску. Применение прокладки-заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Рисунок 21. Газовый стык: 1 — головка цилиндра; 2 — кольцо уплотнительное перепуска охлаждающей жидкости; 3 — кольцо газового стыка; 4 — прокладка-заполнитель; 5 — гильза цилиндра; 6 — кольцо уплотнительное; 7 — прокладка уплотнительная; 8 — блок цилиндров; 9 — экран.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и штанговые отверстия уплотнены прокладкой головки цилиндра 7 (рисунок 20) из термостойкой резины. На прокладке дополнительно выполнены уплотнительные бурт втулки подачи масла и канавка слива масла в штанговые отверстия.
При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в последовательности указанной на рисунке 22 .
Рисунок 22. Последовательность затяжки болтов крепления головки цилиндра.
Величина момента затяжки должна быть:
- первый прием — 39. .49 Н м (4. .5 кгс м);
- второй прием — 98. 127 Н м (10. 13 кгс м);
- третий прием — 186. 206 Н м (19. 21 кгс м) предельное значение.
Перед ввертыванием резьбу болтов смазать тонким слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами. Зазор необходим для обеспечения герметичной посадки клапана на седло при тепловом расширении деталей во время работы двигателя.
Увеличение или уменьшение тепловых зазоров отрицательно сказывается на работе механизма газораспределения и двигателя в целом. При слишком больших зазорах растут ударные нагрузки и увеличивается износ деталей привода клапанов. При очень малых зазорах и их отсутствии не обеспечивается герметичность камеры сгорания, двигатель теряет компрессию и не развивает полной мощности. Клапаны перегреваются, что может повлечь за собой прогар фасок. При отсутствии зазора появляются задиры на тарелке толкателя и рабочей поверхности кулачка распредвала.
Клапанный механизм закрыт алюминиевой крышкой 15 ( рисунок 19 ). Для шумоизоляции и уплотнения стыка крышка — головка цилиндра применены резиновая уплотнительная прокладка 18 и виброизоляционная шайба 14.
Болты крепления крышек головок цилиндров затянуть крутящим моментом 12,7. 17,6Нм(1,3. 1,8 кгс м).
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Болты крепления 740.1005157-02 крышек коренных подшипников (вертикальные) коленчатого вала (M16)
Затяжку проводить от средней опоры к крайним, начиная с правого ряда в два приема:
— предварительно крутящим моментом 95. 120 Н-м (9,6. 12,0 кгс-м);
— окончательно крутящим моментом 275. 295 Н-м (28,0. 30,0 кгс м)
Позиция 6, рисунок 10
Стяжные болты крепления 7482.1005158, 7482.1005159 крышек коренных подшипников (горизонтальные) коленчатого вала (M16)
Затянуть крутящим моментом 147. 167 Н-м (15,0. 17,0 кгс-м)
Позиции 4,5, рисунок 10
Болты крепления маховика:
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки. Затяжку проводить последовательно в два приема (предварительно и окончательно), окончательно крутящим моментом
245. 264 Н-м (25,0. 27,0 кгс-м)
167. 186 Н-м (17. 19 кгс-м)
Позиция 16, рисунок 12
Болты крепления полумуфты отбора мощности, гасителя крутильных колебаний и шкива коленчатого вала М12
Затянуть крутящим моментом 98,0. 117,6 Н-м (10,0. 12,0 кгс-м)
Позиции 10 и 22 рисунок 13.
Позиции 5 и 18 рисунок 14
Гайки болтов крепления крышек шатунов
Затяжку проводить в два приема:
— предварительно с начальным крутящим моментом 76,5. 80,4 Н-м (7,8. 8,2 кгс-м);
— окончательно, контролируя два параметра, угол поворота гайки, равный (50±5)° от положения после предварительной затяжки и величину момента 108. 180 Н-м (11,0. 18,3 кгс-м). При этом контроль угла поворота гайки является определяющим.
Допускается затяжка крутящим моментом 127.5. 137.3 Н-м (13,0. 14,0 кгс-м)
Позиции 6,7, рисунок 11
Болты крепления передней крышки блока цилиндров:
Затягивать болты крутящим моментом:
— 49,0. 60,8 Н-м (5,0. 6,2 кгс-м);
— 88,1. 108,0 Н-м (9,0. 11,0 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки. Болты затягивать в три приема крутящим моментом:
— первый прием — 39,0. 49,0 Нм (4,0. 5,0 кгс-м);
— второй прием — 98,0. 127,0 Н-м (10,0. 13,0 кгс-м);
— третий прием — 186,0. 206,0 Н-м (19,0. 21,0 кгс-м)
Очередность затяжки согласно рисунку 19
Болты крепления крышек головок цилиндров М8
Затягивать болты крутящим моментом 12,7. 17,6 Н-м (1,3. 1,8 кгс-м)
Позиция 12, рисунок 16
Болты крепления картера маховика:
Затягивать болты в два приема крутящим моментом:
— первый прием — 50,0. 70,0 Н-м (5,0. .7,0 кгс-м);
— второй прием — 88,0. 108,0 Н-м (9,0. 11,0 кгс-м);
— первый прием — 20,0. 30,0 Н-м (2,0. .3,0 кгс-м);
— второй прием — 43,1. 54,9 Н-м (4,4. .5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распределительного вала М10
Затягивать в два приема, окончательно крутящим моментом 49,0. 61,0 Н-м (5,0. 6,2 кгс-м)
Позиция 2, рисунок 8
Болт М12 крепления ведущей шестерни привода распределительного вала
Затягивать крутящим моментом: 88,3. 98 Н-м (9. 10 кгс-м).
Позиция 9, рисунок 8
Болты крепления масляного картера М8
Затягивать болты крутящим моментом 7,8. 17,8 Н-м (0,8. 1,8 кгс-м)
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно крутящим моментом — 43,0. 55,0 Н-м (4,4. .5,6 кгс-м)
Болты крепления корпусов компрессоров М6
Затягивать болты крутящим моментом 4,9. 7,8 Н-м (0,5. 0,8 кгс-м)
Болты крепления корпусов турбин М8
Затягивать болты крутящим моментом 17,65. 24,51 Н-м (1,8. 2,5 кгс-м)
Болты крепления трубопроводов подвода масла к турбокомпрессорам М14
Затягивать болты крутящим моментом 49,0. 68,0 Н-м (5,0. 7,0 кгс-м)
Болты крепления пакетов задних и передних пластин к валу привода ТНВД
Затягивать болты крутящим моментом 90. 100 Н-м (9,0. 10,0 кгс-м)
Болты крепления пакетов задних и передних пластин к полумуфте ведущей и насосу привода ТНВД
Затягивать болты крутящим моментом 63,8. 73,6 Н-м (6,5. 7,5 кгс-м)
Болт стяжной полумуфты ведущей привода ТНВД
Затягивать болт крутящим моментом 58,9. 64,7 Н-м (6,0. 6,6 кгс-м)
Болты крепления топливопровода низкого давления:
Затягивать болты крутящим моментом:
— 39,2. 49,0 Н-м (4,0. 5,0 кгс-м);
— 34,3. 49,0 Н-м (3,5. 5,0 кгс-м);
— 19,6. 24,5 Н-м (2,0. 2,5 кгс-м)
Болты крепления ТНВД к блоку:
— предварительно 6,9. 8,8 Н м (0,7. 0,9 кгс-м);
— окончательно 13,7. 15,6 Н-м (1,4. 1,8 кгс-м);
— предварительно 5. 15 Н-м (0,5. 1,5 кгс-м);
— окончательно 45. 55 Н-м (4,5. 5,5 кгс-м).
Болты крепления масляного насоса М10
Затягивать болты крутящим моментом 49,0. 68,6 Н-м (5,0. 7,0 кгс-м)
стоек коромысел М10
Затягивать гайки крутящим моментом 41,0. 53,0 Н-м (4,2. 5,4 кгс-м)
Гайка крепления колеса компрессора
Затягивать крутящим моментом 4,9. 6,9 Н-м (0,5. 0,7 кгс-м)
Позиция 19, рисунок 25
Гайки скобы крепления форсунки М10
Затягивать гайки крутящим моментом 35,0. 40,0 Н-м (3,5. 4,0 кгс-м)
Гайки крепления турбокомпрессоров М10
Затягивать гайки крутящим моментом 44,0. 56,0 Н-м (4,4. 5,6 кгс-м)
Гайки топливопроводов высокого давления
Затягивать гайки крутящим моментом 24,5. 44,1 Н-м (2,5. 4,5 кгс-м)
Г айки регулировочного винта коромысла М10
Затягивать гайки крутящим моментом 33,0. 41,0 Н-м (3,4. 4,2 кгс-м)
Пробки колпаков масляного фильтра
Затягивать пробки крутящим моментом 24,5. .39,2 Н-м (2,5. 4,0 кгс-м)
Колпаки масляного фильтра
Затягивать колпаки крутящим моментом 49,0. .68,6 Н-м (5,0. 7,0 кгс-м)
Сливная пробка картера масляного
Затягивать пробку крутящим моментом 39,2. 58,8 Н-м (4,0. 6,0 кгс-м)
Руководства по ремонту, обслуживанию, эксплуатации
Двигатель автомобилей КамАЗ 740 сконструирован таким образом, что на каждый цилиндр блока установлена своя головка. Соответственно, под каждой ГБЦ КамАЗ располагается отдельная прокладка, обеспечивающая её герметичное прилегание к блоку, а точнее герметичность водяных и масляных каналов.
Однако, в следствии, температурного воздействия, неправильного монтажа, плохого качества и ряда других разрушающих факторов, довольно часто случается пробой (прогар) таких прокладок. Поэтому, замена прокладки под одной или несколькими головками вполне рядовая процедура.
Признаки, по которым можно определить, что прокладка под головкой требует замены:
Ремонтный комплект РТИ (резино-техничеких изделий) ГБЦ КамАЗ (какие прокладки придется менять)
Также, может понадобиться замена прокладки крышки клапанного механизма и прокладок под впускным и выпускным коллекторами.
Фото-инструкция по демонтажу ГБЦ КамАЗ 740 с блока цилиндров
- Перед началом работ потребуется слить как минимум половину от всего объема охлаждающей жидкости. А также, демонтировать мешающие расширительный бачок и компрессор.
- Ключом на 19 отверните накидные гайки трубки высокого давления с секции ТНВД
- Также, необходимо отвернуть топливную трубку с форсунки той головки, которая подлежит демонтажу.
- Накидным или торцевым ключом на 14 отверните штуцер дренажной трубки форсунок и снимите её.
- Демонтируйте водяную трубу используя торцевой ключ на 13 и впускной коллектор при помощи торцевого ключа на 17.
- Ключом на 13 отверните болт крепления клапанной крышки головки блока. И снимите крышку вместе с прокладкой. Также придется снимать соседнюю крышку, выступ которой будет мешать демонтажу головки цилиндра блока.
Прокладка ГБЦ КамАЗ нового и старого образцов. Различия.
Момент затяжки ГБЦ КамАЗ
Величина момента затяжки должна быть:
- первый прием — 39…49 Н м (4. .5 кгс м);
- второй прием — 98…127 Н м (10… 13 кгс м);
- третий прием — 186…206 Н м (19…21 кгс м) предельное значение.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами. Зазор необходим для обеспечения герметичной посадки клапана на седло при тепловом расширении деталей во время работы двигателя.
Головки цилиндров блока двигателя КамАЗ-740 в отличие от двигателя ЯМЗ-238 изготовлены отдельно на каждый цилиндр из алюминиевого сплава Аl-4. На каждом двигателе имеются головки цилиндров — 8 шт. Их водяные ашки имеют технологические заглушки. Внутренняя полость водяной ашки сообщается с водяной ашкой блока с помощью трех перепускных отверстий.
Характерными неисправностями головок цилиндров блока при поступлении в капитальный ремонт являются:
- кавитационный износ отверстий, через которые проходит охлаждающая жидкость, при этом их диаметр может увеличиться в 2—2,5 раза;
- этому дефекту подвержены 80 % головок цилиндров от общего количества поступающих в ремонт;
- выпадение заглушек водяной ашки головок цилиндров;
- обрыв шпилек крепления форсунок и стоек коромысел.
Технические условия на контроль, сортировку и восстановление головок цилиндров и их крышек
Дефектация головок цилиндров, их восстановление и контроль после восстановления осуществляются в соответствии с требованиями технических условий.
Технические условия на контроль, сортировку и восстановление головок цилиндров представлены в табл. 18.
Деталь № 740. 1003014
Материал: сплав алюминия Аl-4
Твердость: НВ 70
18. Технические условия на контроль, сортировку и восстановление головок цилиндров
Номер позиции на рисунке
Способ установления дефекта и средства контроля
Рекомендации по устранению дефектов
допустимый без ремонта
Трещины, захватывающие каналы и внутренние полости головки цилиндров
Испытание на герметичность под давлением воздуха
Трещины, не захватывающие каналы и внутренние полости головок цилиндров
Заварить в среде аргона
Разрушение посадочных гнезд под седла клапанов и перемычек
Заварить гнезда в среде аргона, после чего расточить под номинальный размер
Ослабление посадки седла впускного клапана в гнезде в результате его износа
Проверка постукиванием медным молотком
Заварить в среде аргона
Размер гнезда под седло:
Пробки размером, мм:
Гнездо расточить под ремонтный размер; поставить седло ремонтного размера; обработать под ремонтный размер
Ослабление посадки седла выпускного клапана в гнезде в результате его износа
Поставить седло ремонтного размера
Размер гнезда под седло:
Пробки размером, мм
Ослабление посадки направляющих втулок клапанов в результате износа отверстий под втулки
Легкое постукивание медным молотком
Размер отверстий под втулки:
Обработать под ремонтный размер
Износ, риски, раковины на рабочей фаске седел клапанов
Осмотр; калибр с углом конуса 30°; малый диаметр конуса — 48 мм
Произвести притирку клапанов
Износ отверстий в направляющих втулках клапанов
Расточить под ремонтный размер
Пробки размером, мм:
Прогорание или механическое повреждение кольца уплотнительного газового стыка
Расточить отверстия и вставить латунные втулки
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Крышки головок цилиндров могут иметь следующие неисправности: трещины, обломы и коробление плоскости прилегания к головке цилиндров.
Крышки, имеющие трещины и обломы, выбраковываются. Коробление плоскости прилегания к головке цилиндра устраняется шлифовкой на плоскошлифовальном станке.
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров представлены в табл. 19.
Материал: алюминиевый сплав Al-4
Твердость: HB 69
19. Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Номер позиции на рисунке
Способ установления дефектов и средства контроля
Рекомендации по устранению дефектов
по рабочему чертежу
допустимый без ремонта
Бра ковать, заварить электродуговым способом в среде аргона
Коробление плоскости прилегания к головке цилиндров
Плита поверочная, щуп
Неплоскостность 0,1 мм
Шлифовать до устранения дефекта
Технология восстановления головок цилиндров
Восстановление головок цилиндров производится следующим образом. Изношенная внутренняя цилиндрическая поверхность для прохода охлаждающей жидкости рассверливается на сверлильном станке. На токарном станке изготавливаются из бронзового прутка втулки. Внутренний диаметр отверстия рассверливается до номинального размера. Наружный диаметр втулки должен быть больше диаметра рассверленного отверстия в головке цилиндра на величину натяга при ее запрессовке (0,06—0,12 мм). Изготовленные втулки запрессовываются в рассверленные отверстия.
Выпавшие заглушки водяной ашки головки цилиндра заменяются новыми. На внутреннюю поверхность заглушки наносится слой клеевой композиции и после этого заглушки запрессовываются в отверстия водяной ашки головки цилиндра.
Оборванные шпильки из головок цилиндров извлекаются и вместо них ввертываются вновь изготовленные.
Головки цилиндровотдельные на каждый цилиндр, изготовлены из алюминиевого сплава. Головка цилиндра имеет полость охлаждения, сообщающуюся с полостью охлаждения блока.
Для усиления днища головки увеличена ее толщина в зоне выпускного канала и выполнено дополнительное ребро по сравнению с головкой цилиндра двигателя 740.10.
Каждая головка цилиндров устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами. В головке, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров. Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя мод. 740.10 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя мод. 740.10, и фиксируются острой кромкой. Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана мод. 740.10 не рекомендуется.
Стык "головка цилиндра - гильза" (газовый стык) - беспрокладочный (рис. Газовый стык). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5. Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
Газовый стык: 1 — головка цилиндра; 2 — кольцо уплотнительное перепуска охлаждающей жидкости; 3 — кольцо газового стыка; 4 — прокладка-заполнитель; 5 — гильза цилиндра; 6 — кольцо уплотнительное; 7 — прокладка уплотнительная; 8 — блок цилиндров; 9 — экран.
Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка - заполнитель 4. Прокладка - заполнитель фиксируется на выступающем пояске кольца газового стыка за счет обратного конуса с натягом. Применение прокладки заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и отверстия прохода штанг уплотнены прокладкой 7 головки цилиндра из термостойкой резины.
При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в порядке возрастания номеров, указанном на рис. Последовательность Величины моментов затяжки должны быть:
1 прием - до 39-49 Н.м (4-5 кгс.м);
3 прием - до 186-206 Н.м (19-21 кгс.м).
Перед ввертыванием смазать резьбу болтов слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами. Клапанный механизм закрыт алюминиевой крышкой 15 (см. рис. Механизм газораспределения). Для шумоизоляции и уплотнения стыка крышка - головка цилиндра применены виброизоляционная шайба 14 и резиновая уплотнительная прокладка 19.
Последовательность Величины моментов затяжки
Болты крепления крышек головок цилиндров затянуть с крутящим моментом 12,7-17,6 Н.м (1,3-1,8 кгс.м).

Сегодня будем устанавливать головки блока цилиндров КАМАЗ. Устанавливать будем на силиконовые прокладки, они себя показали на отлично. Перед установкой прокладки берем силиконовое колечко, устанавливаем на масляный канал.

установка головок ГБЦ
Одно кольцо одеваем на низ канала под прокладку, чтобы масло не давило под нее. Далее ставим прокладку силиконовую на место, а теперь второе кольцо на масляный канал в паз устанавливаем. Все это проделываем со всеми цилиндрами.
нижнее кольцо верхнее кольцо
Прокладки установлены теперь берем головку блока цилиндров. На головке необходимо проверить установку уплотнительных колец газового стыка из фторопласта. Они могут не установиться по размеру, так как головка может быть перегрета и кольцо не влезет в паз.
надфиле правим кольцо устанавливаем фторопластовое кольцо
Устанавливаем головку ГБЦ
После этого кольцо встанет на место. Все прокладки ставим на место и устанавливаем головку блока цилиндров на блок цилиндров. Резьбу болтов крепления головки смазываем графитовой смазкой. Болты крепления головки затягиваются крест на крест.
Затяжку болтов делают динамометрическим ключом 40 — 50 Нм. Окончательно затягиваем болты головок в два приема. Первый прием момент затяжки 120 — 150 Нм. Второй прием затяжки болтов 160 — 180 Нм.
Теперь устанавливаем штанги толкателей клапанов в стакан.
Теперь устанавливаем стойку коромысел с коромыслами на место, затягиваем гайки и шплинтуем их. Теперь делаем регулировку клапанов в соответствующем порядке. После регулировки клапанов устанавливаем прокладку на головку и одеваем крышку клапанов. Установка головок ГБЙ закончена.
Читайте также: