
Как вставить палец в поршень ваз
Обновлено: 05.07.2024
Как на ВАЗ 2109 снять поршень с шатуна? Выбить поршневой палец - ЗНАЮ! Чтобы его выбить нужно снять стопорные кольца - ТОЖЕ ЗНАЮ! Но вот собственно и проблема - где они находятся и как их от туда вытащить - НЕ ЗНАЮ. Всю поршневую перетряс, ну не вижу их и всё, две выемки для их вытаскивания есть, а стопорных колец нет, ни на одном поршне не нашёл. Наверно купил машину без стопорных колец на поршне - НЕ ВЕРЮ. Что делать помогите, я их даже в глаза не представляю, куда они там засунуты, ни в одной иллюстрированной книге ничего подробного не нашёл.
Ха, на ВАЗовских движках поршневые пальцы фиксируются не стопорными кольцами, посадкой с "натягом" в шатуне - запрессованы чтобы их выпрессовать применяют небольшой ручной или ножной гидраливческий пресс. или быстро нагревают верхнюю головку шатуна до определённой температуры ( паяльной лампой или горелкой газовой) и "быстренько выколачивают"с помошью оправки и молотка сборка в обратном порядке ТРЕБУЕТСЯ навык и опыт -при сборке можно так напортачить что выкинешь НОВЫЕ поршня
По конструкции стопорных колец там и не должно быть. Поршневые пальцы на гарячую запресованы в шатуны .а в бобышках поршня вращаются отруки. Без спец . инструмента Выих не распрессуете и не соберете. Нужно греть шатун и оправкой специальной загонятьпалец в поршень ишатун. Доверте это спецу. Удачи.
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
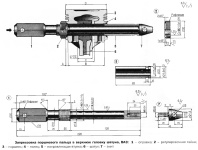
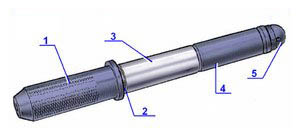
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
Оправка для запрессовки поршневого пальца.
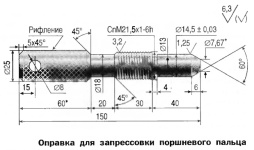
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
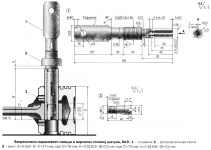
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
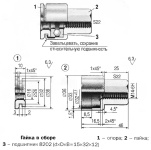
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23х400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Примеры приспособлений, которые используются для запрессовки поршневого пальца УК двигателей ВАЗ 2101, ВАЗ 2103 (диаметр цилиндра 76 мм), ВАЗ 2105, ВАЗ 2106 (диаметр цилиндра 79 мм). Рекомендуются специальные допуски 0,2 мм для ВАЗ 2101, ВАЗ 2103, и 0,1 для ВАЗ 2105, ВАЗ 2106. Но бывают случаи, когда поршневые пальцы имеют разную длину, разные состояния между торцами бобышек поршней. В таких случаях необходимо использовать регулируемое приспособление.
Запрессовка поршневых пальцев

деталей цилиндро-поршневой группы,
комплектование деталей гильзо-поршневой
группы, ремонт и установка
шатуннопоршневой группы двигателя
(расчет):
Регулируемый размер можно вычислить по формуле:
А = 0,5(D-В-С+27) мм, где В – это длина поршневого пальца;
С — расстояние между внутренними торцами бобышек поршня;
D — диаметр цилиндра;
27- ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
Если в этом случае использовать приспособление рекомендуемое производителем 02.7853.9500, то этот размер должен быть равен 4.7 мм.
При этом винт 7 должен затягиваться неплотно. Так как его плотное затягивание может привести к заклиниванию.
Во время запрессовки поршневого пальца следите за тем, чтобы поршень плотно прижимался к верхней головке шатуна.
Работы должны проводиться очень быстро, потому что головка шатуна очень быстро охлаждается, что, в конце концов, приводит к тому, что палец займет неправильное положение и изменить его будет нельзя.

Как выпрессовывать поршневые пальцы с помощью оправки?
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня.
Эпюра нагрузки на поршневой палец
![AZQ8EJfJwDo]()
Внутреннее отверстие поршневого пальца
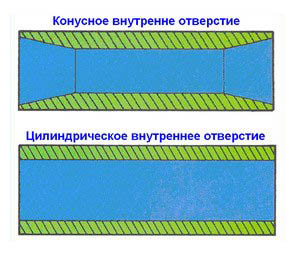
Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам.

Так выглядит поршневой палец массового автомобиля
По способу осевой фиксации пальцы делятся на две группы: 1 – фиксированные 2 – плавающие
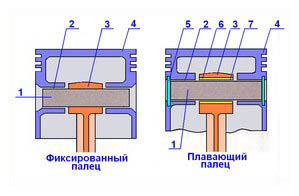
1 – Поршневой палец
2 – Зазор между пальцем и бобышкой поршня
3 – Шатун
4 – Поршень
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы. Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня. Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца. В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня. Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ÷ 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
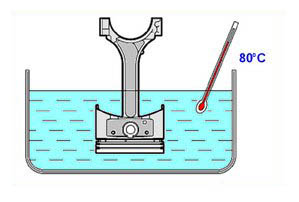
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня. В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня. Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны. При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом. Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60º ÷ 85º С.
Во время работы двигателя поршень и палец нагреваются, и из-за разности температурных коэффициентов расширения стального пальца и алюминиевого поршня зазор между этими деталями приобретает необходимое значение.
Фиксированный палец с фиксацией в отверстии поршня
Фиксированный палец с фиксацией в поршневой головке шатуна
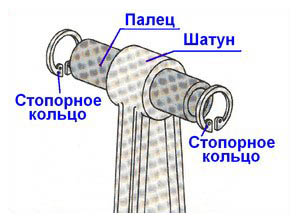
Плавающий палец с фиксацией при помощи стопорных колец
Этот рисунок дан больше для исторической информации, поскольку, в большинстве современных автомобильных двигателей применяются плавающие поршневые пальцы. А крепление фиксированного поршневого пальца осуществляется только за счёт тугой посадки в поршневой головке шатуна. Правда в двигателях некоторых американских автомобилей поршневой палец в осевом направлении фиксируется при помощи специальных алюминиевых или бронзовых заглушек, вставляемых в отверстия бобышек поршня со стороны торцов поршневого пальца.
Подборка пальца по размерной группе
Проверка зазора в соединении поршня с поршневым пальцем
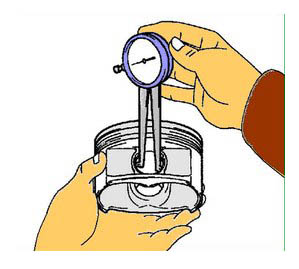
При ремонте двигателя, если предполагается повторная установка снятых деталей поршневой группы, необходимо проверить зазор между поршнем и поршневым пальцем. Для этого, в двух направлениях, замерьте внутренний диаметр отверстия под поршневой палец. В двух направлениях, с обоих концов, замерьте наружный диаметр поршневого пальца и определите зазор в соединении. Если вычисленный зазор не соответствует установленной технической норме, замените детали, имеющие недопустимый износ.
Измерение диаметра отверстия в бобышке поршня
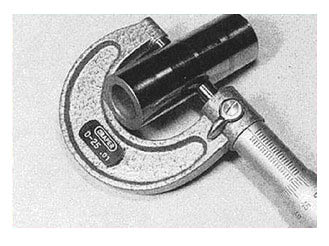
Измерение наружного диаметра поршневого пальца
Установка фиксированного поршневого пальца
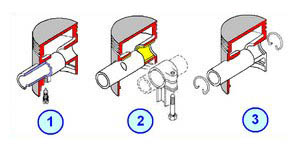
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240º С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
Рукоятка приспособления
Центрирующий фланец пальца
Устанавливаемый палец
Направляющая втулка
Колпачковая гайка
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность. Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20º С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60º ÷ 85º С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна. Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.

Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.

Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.

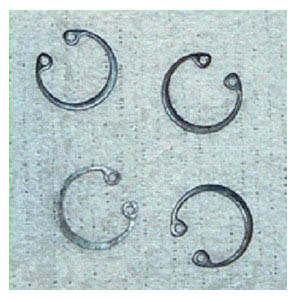
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца

Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля. Смазка поршневого пальца Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.

Вечером образовались пару свободных часиков, и было решено подружить поршневую с шатунами.
Лично мне известно 2 способа как это делается . На горячую и холодную . Т.к. жидкого азота у меня к сожалению не завалялось, будем делать на горячую.
Понадобилось всего 2 инструмента:


1) Первым делом перенес метки из под юбки, на циковки. Чтобы в случае чего не запутаться. Хотя если учесть что все было выровняно по массе — толк от сего действия был один. Не ошибусь какой поршень в какую камеру ( кто не в курсе — камера точится под поршень. Каждый житель — в своем домике)

2) Далее пока первый шатун прожаривается, с помощью держателя — центрователя, путем добавления — убирания шайб, зрением и ручками подготавливаем палец так, чтобы он встал в шатун равномерно (Шатун точно по центру пальца). Заранее очищаем поверхность ( палец и заходы — выходы из поршня) от всего мусора, ибо малейшая песчинка может застопорить палец и опять же всеь труд коту под хвост


3) Через 15 — 20 мин прожарки достаем шатун из печки (делается в толстых перчатках, ибо горячий ска…), зажимаем его в тиках с алюминиевыми губками на них.
Быстрым отточеным движением механик — куратор загоняет палец в сию конструкцию ( Я держу тиски )

Положения шатуна в поршне просчитывается заранее, чтобы не нарушить центровку

4) Легкое отступление и немного матчасти.
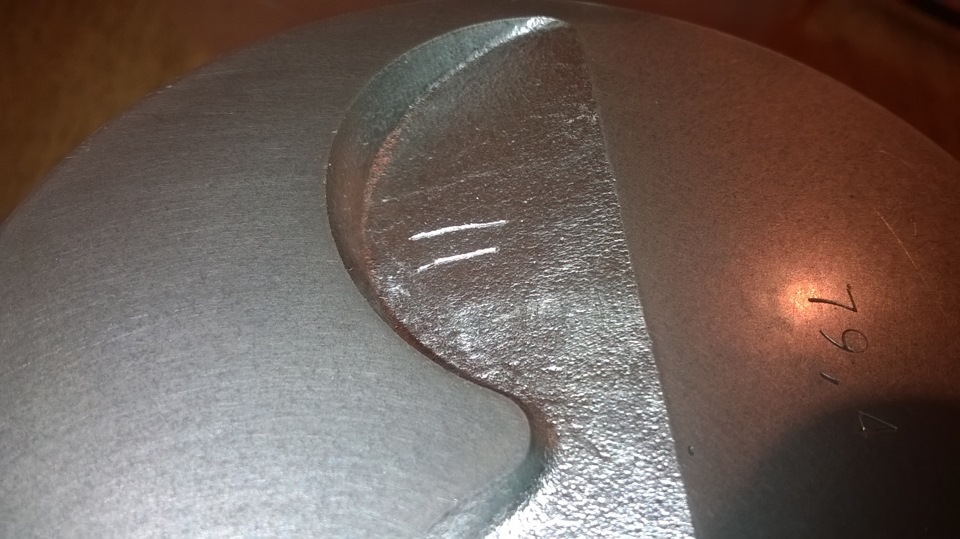
Отверстие в поршне, куда заходит палец немного смещено от центра

Сделано это для улучшения балансировки конструкции, а точнее для облегчения работы коленвала. Если бы отверстие было точно по середине — колену было бы крайне сложно провернуть всю конструкцию когда поршня находятся в ВМТ и НМТ ( Для тех кто это не знает — гугл в помощь), а так при смещении центра, образуется некоторое плече, которое и решает сею проблему. ( поправьте меня если я нагло пиз…у ). К чему я это все написал ?! Смотрим в левый верхний угол поршня на фото выше.
Видим Буковку "П" ( на фото перевернуто вверх ногами) — я хз что она обозначает точно, но в простонародии ПЕРЕД. И сей перед совмещается с шатунами вот так. ( а повторение мат. части еще не кому не вредила)

Почему именно так ?! Это нечто из разряда глубокой древности, когда сие двигло еще собиралось по Фиатовским стандартам, и в шатуне было отверстие под какой то масляный канал. Лично я сам такого чуда еще не видел, да и на современных шатунах сего отверстия уже тоже нет, но руководствуясь древними заветами — решили не нарушать традицию . Может есть и еще в этом что то, но мне это не известно.
5) Хватит отступлений пожалуй. Пока вы его читали мы успели запороть 2 последующих поршня.
То, что автомобилю требуется именно замена поршневых колец, а не какие-то другие ремонтные работы, расскажет сам двигатель. Признаки подобной неисправности проявляются довольно ярко, поэтому не заметить их будет сложно. Но прежде чем говорить о симптомах, нужно понять, что представляют собой кольца, и какую роль они играют в работе двигателя.
Что такое поршневые кольца, их назначение

Поршневые кольца представляют собой упругие незамкнутые элементы, которые устанавливаются в специальные канавки на корпусе поршня. Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа.
Обычно в поршень вставляются 3 кольца: 2 компрессионных (занимают 2 верхних канавки) и 1 маслосъемное (нижняя канавка). Задача компрессионных колец – не допустить прорыва раскаленных газов вдоль поршня в картер двигателя. Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Когда поршневые кольца перестают справляться с возложенными на них задачами, ввиду своего износа, двигатель автомобиля сигнализирует об этом проявлением соответствующих симптомов.
Признаки износа поршневых колец
О том, что износ дошел до критической стадии, свидетельствует синий или черный дым из выхлопной трубы. Это указывает на то, что излишки масла попали в камеру сгорания мимо маслосъемного кольца и сгорели там вместе с топливом. Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.

Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается повышенные расход масла.
Как заменить поршневые кольца самостоятельно
Конечно, замена колец – процедура довольно трудоемкая. Она требует аккуратности и определенных умений, но по большому счету сложного в ней ничего нет (если не снимать двигатель). Для этого нужно:
Если износ шатунных вкладышей позволяет использовать их повторно, то замену делать не стоит, так как для этого понадобится расточить шейки коленвала. Самостоятельно такую работу без опыта качественно выполнить не получится.
Инструменты, необходимые для проведения работ
Для замены колец понадобятся:
- наборы рожковых и накидных ключей, а также вороток с удлинителем и головками номиналом от 10 – 19;
- динамометрический ключ;
- спец. обжим (оправка).
Кроме того, понадобится герметик устойчивый к воздействию масла. Он пригодится во время установки прокладок поддона картера и клапанной крышки.
Расточкой и хонингованием цилиндров также должны заниматься квалифицированные специалисты. К тому же эту работу выполнить без снятия двигателя невозможно. Поэтому перед тем как браться за дело, стоит хорошо подумать, реально оценить свои силы и возможности. Чтобы результатом ремонта не стала замена поршневой группы в целом, или того хуже – не пришлось бы сдавать двигатель в капитальный ремонт.
Поршень с шатуном. Разборка, дефектовка и сборка ВАЗ 2108
Поршень с шатуном:
1 — гайка шатунного болта
2 — шатунные вкладыши
3 — шатун
4 — поршневой палец
5 — канавка верхнего компрессионного кольца
6 — канавка нижнего компрессионного кольца
7 — канавка маслосъемного кольца
8 — поршень
9 — шатунный болт
10 — крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Модель двигателя ВАЗ-2108
Модель двигателя ВАЗ-21083
Диаметр цилиндра, мм
Диаметр поршня, мм
Диаметр цилиндра, мм
Диаметр поршня, мм
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Зазор между кольцами и канавками поршня, мм
верхнее компрессионное кольцо
нижнее компрессионное кольцо
Предельно допустимый зазор для всех колец
Зазор в замках поршневых колец, мм:
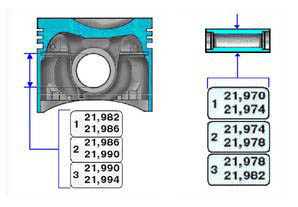
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Диаметр пальца, мм
Диаметр отверстия в поршне, мм
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки.
8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец.
9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши.
10. Осмотрите шатуны с крышками. Замените погнутые шатуны.
11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.
12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
13. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.
Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу.
Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно.
Обозначение ремонтного размера:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “+”,
уменьшенная на 5 грамм – “-”.
14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках.
15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу поршня.
18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна.
19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна.
Сборка поршня с шатуном Ваз — самый быстрый и эффективный способ!
Замена поршневой ВАЗ 21083, что это??
Установка поршней на шатуны в классике. ваз 2101-2121-2109
Принесли шатуны с поршнями Daewoo nubira 1,6. Поршни с пальцами новые, посадка в поршне плавающая а в шатуне с натягом. При установке пальца на двух из четырёх "провтыкали" равномерность установки. Смещение пальца составляет 3-4мм, поршни имеют глубокие холодильники, и о касании цилиндра речь не идёт. Вопрос: стоит ли собирать этот двигатель или допресовать пальцы (не очень хочется ввиду опасности повредить поршень). Чем грозит такое смещение ?
MotoMaster писал(а): Здравствуйте !
Принесли шатуны с поршнями Daewoo nubira 1,6. Поршни с пальцами новые, посадка в поршне плавающая а в шатуне с натягом. При установке пальца на двух из четырёх "провтыкали" равномерность установки. Смещение пальца составляет 3-4мм, поршни имеют глубокие холодильники, и о касании цилиндра речь не идёт. Вопрос: стоит ли собирать этот двигатель или допресовать пальцы (не очень хочется ввиду опасности повредить поршень). Чем грозит такое смещение ?
Надо сделать правильную оправочку, сесть на стульчик, положить на коленки тряпок побольше, взять в одну ручку поршенек с пальчиком, вставить оправочку, в другую взять кувалдочку и хорошей парой ударчиков легчайшим образом убрать этот дефект .
А вот "запрессовки", как и установки "как есть" - гарантия последующей переделки мотора и/или замены поршней .
MotoMaster писал(а): Здравствуйте !
Принесли шатуны с поршнями Daewoo nubira 1,6. Поршни с пальцами новые, посадка в поршне плавающая а в шатуне с натягом. При установке пальца на двух из четырёх "провтыкали" равномерность установки. Смещение пальца составляет 3-4мм, поршни имеют глубокие холодильники, и о касании цилиндра речь не идёт. Вопрос: стоит ли собирать этот двигатель или допресовать пальцы (не очень хочется ввиду опасности повредить поршень). Чем грозит такое смещение ?
Надо сделать правильную оправочку, сесть на стульчик, положить на коленки тряпок побольше, взять в одну ручку поршенек с пальчиком, вставить оправочку, в другую взять кувалдочку и хорошей парой ударчиков легчайшим образом убрать этот дефект .
А вот "запрессовки", как и установки "как есть" - гарантия последующей переделки мотора и/или замены поршней .
Читайте также: