
Как заварить выпускной коллектор ваз 2112
Обновлено: 17.05.2024
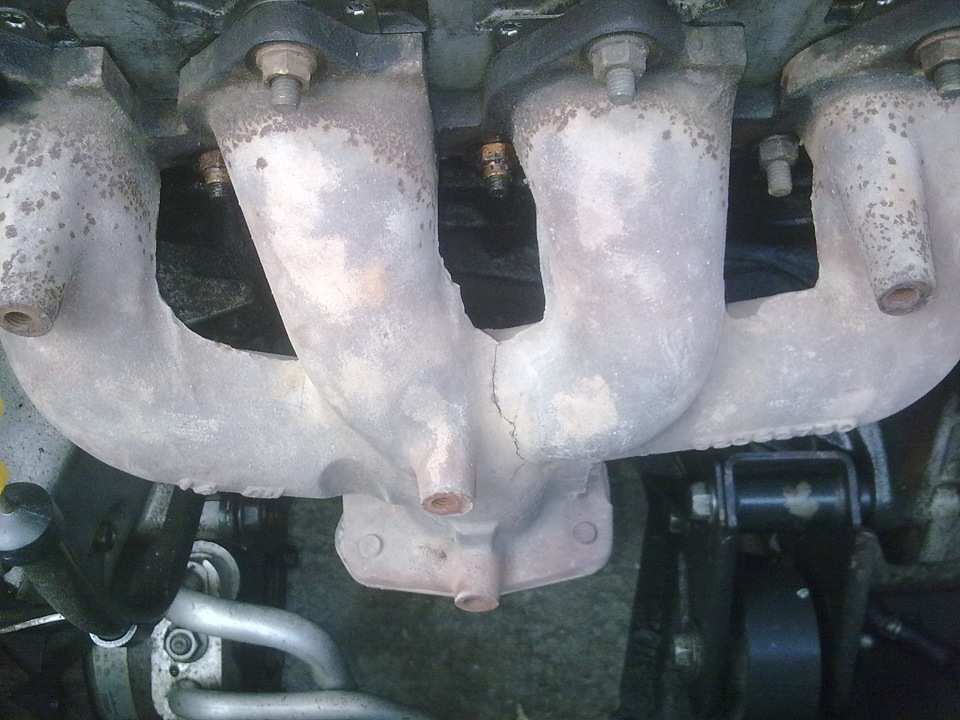
Необходимо произвести ремонт выпускного коллектора если в нем обнаружена негерметичность – трещины, свищи, пробои прокладок.
При любой не герметичности выпускной системы в начале тракта: прокладки, коллектора, гофры, фланца происходит автоматический подсос воздуха в выхлопную трубу из-за того что двигатель работает тактами.
В выпускном коллекторе глушителя всех современных автомобилей установлен регулирующий лямбда зонд, датчик кислорода.
Он реагирует на содержание свободного кислорода в выхлопных газах/ По его показаниям блок управления либо обогащает, либо обедняет смесь.
Если кислорода много, то смесь обогащается.
При попадании воздуха из вне блок управления считает смесь бедной всегда и дает команду на обогащение.
При этом топливно-воздушная смесь становится настолько богатой, что не успевает сгореть, заливает свечи. Возрастает расход топлива, бывает трудно начать движение со светофора или в пробке.
Часть не сгоревшего бензина попадает в глушитель, катализатор.
Катализатор при этом может оплавиться и выйти из строя.
Выпускной коллектор от перегрева обычно начинает трескаться еще больше.
От не сгоревшего бензина и перегрева выходит из строя лямбда-зонд.
Вот такая небольшая, казалось бы, неисправность, как утечка выхлопных газов может привести к большим неприятностям.
Бывает это очень часто при проведении некачественного ремонта глушителя, плохом качестве сварки, некомпетентности персонала, проводившего ремонт вашего выпускного коллектора или приемной трубы глушителя.

И так излазив просторы интернета, нашел в днепропетровске химию похожую на двухкомпонентный герметик или на эпоксидную смолу производства компании DoneDeal.
По утверждению завода изготовителя предназначен для ремонта чугунных и металлических коллекторов, ГБЦ и выхлопных систем. Не восприимчев к ударным нагрузкам и вибрациям, выдерживает температуру до 1400 градусов и после полного застывания его можно сверлить, нарезать резьбу и обрабатывать болгаркой)
Проверим на сколько это правда. Так как коллектор у меня уже был заварен какой то стремной сваркой то остается только 2 выхода: новый коллектор и стремная химия) -берем вариант №2, он дешевле, а к первому всегда можно вернутся)))
И так вот оно

По технологии зачистил место нанесения "Серой жижи" обезжирил, размешал ее до однородной массы и наляпал на трещину. По инструкции 5-6мм вокруг трещины, взял с запасом на все 10-12мм. Получилась коровья лепешка)))

Оставил эту лепешку сохнуть на ночь. Завтра посмотрим, что из этого получилось…))
Продолжение следует…
Первые полевые испытания показали что этот "Кизяк" держится молодцом.Пробовал ковырять его отверткой — не берет, довольно крепкая шняга, ну и выхлопными газами перестало вонять в салоне.
Как заклеить выпускной коллектор
Volkswagen Passat 1.6 AHL › Бортжурнал › Ремонт выпускного коллектора


Заметил трещину на коллекторе.Так то ничего, только в салон шли газы и было неприятно. Перешарил все форумы по ремонту, так как на новый цена кусается. Советуют заварить, но нет полуавтомата, нашел статью про термосталь 1400, решил попробовать. Купил, прочитал инструкцию и приступил. Решил сначала зачистить до блеска наждачкой, но не тут то было, во первых долго, во вторых не удобно, снял воздушный фильтр, за одно потом заменил, взял маленькую болгарку и шлифовальный круг и вперед 5 минут и готово. Потом обезжирил ацетоном, Перемешал состав и нанес по инструкции. Подождал 5 часов и начал с перерывами прогревать коллектор. Главное сразу не перегреть, а то начинает пузыриться и газы выбрасывают состав наружу. Когда прогреется становится прочная как сталь! Покатаюсь посмотрю, результат напишу.


Цена вопроса: 300 ₽
Volkswagen Passat 1997, двигатель бензиновый 1.6 л., 101 л. с., передний привод, механическая коробка передач — самостоятельный ремонт
Комментарии 11

ой, это я нечайно)
Нет, отвалилась! Может не правильно сделал, я недавно в нете читал, что надо после того как прошло часа 4 после нанесения, сушит строительным феном, а я заводил движок, может по этому на долго не хватило!

Привет! расскажи теперь по результатам… держит термосталь?

…ооо! круть! надо тож заделать трещину!
…термосталь 1400…интересная тема…первый раз слышу!=))
надо купить-попробовать.а то газ сбрасываешь с передачи-бывает даже почти глохнет иногда…
Ну вот, после ремонта коллектора, накатал километров 900, пока полет нормальный, адская смесь пока держится, даже по моему расход горючки снизился, я тут как то нашел, что из за трещины в выпускном коллекторе увеличивается расход топлива, но не знаю может не так.
Привет, подскажите на сколько вам хватило поездить термосталь?
В общем где то после 2000 отвалилась, но я думаю что в основном из за забитого катализатора, я его полностью удалил, в бж есть.
Как ее устранить ?
Замена-это самое простое решение проблемы.А как эту трещину заклеить или заварить?
Заваривать. не знаю. В принципе, машина с трещиной ездила около 2-х лет. А заваривание может привести к ухудшению ситуации.
Не знаю устройтва данной машины, но трещина очень часто меняет показания датчика кислорода.
Имея такую ситуацию на Альфа-Ромео заваривал.
(коллектор был чугунный. год до продажи отьездил без нареканий)
Но нужен спец по сварке. Мне варил дедок. Как-то хитро. В качестве присадки пользовал кольцо от зила чтоли, не помню уже. Но сделал все на глазах и быстро. Правда там трещина представляла собой почти полный разлом и обваривали по кругу.
У меня тоже имеется трещина небольшая. Задумывался о замене уже давно. Но решил понаблюдать за этой самой трещиной. Езжу год как купил машину и в принципе движения ее не обнаружил.Как была одной длины так и осталась.
А можно ли заварить коллектор не снимая его?Знаю что это небезопасно. -электрика в машине,да и вообще бензин.
А если снимать чтоб заваривать,тогда проще уж заменить.
На месте не заваришь. для качественной сварки металл должен быть прогрет. Если прогрев будет локален — теплоотвод через головку блока, возникнут внутренние напряжения и появится новая трещина. По сварке или рядом. А вообще, если трещина небольшая и не прогрессирует, оставь ее. Следи, чтобы не было утечки через нее — может пожечь все, что рядом.
А все-таки как насчет холодной сварки для нагреваемых элементов.В сесвисе очень рекомендуют специальную пасту ликви моли,говорят великолепно будет держать.Никто не пробовал?

У меня 2 трещины Одна на турбине другая на коллекторе!! что за паста ? я бы попробовал. мне все равно. коллектор и турбину уже купил.
Isuzu & Opel 4×4 Club
guttrv 17 май 2009
Санчелло 17 май 2009
Если ты имеешь ввиду чугунный коллектор-то только замена всего коллектора.А если трещина в приёмной трубе-то однозначно снимать и варить.Никакой там вероятности прикипания нет.Всё снимается и откручивается.Только прокладки новые ставь.А все эти спецсоставы полное г для нехороших женщин.
Да именно приемная труба. Конечно может я ошибаюсь, незнаю как в иномарках, но в наших, разъединить трубы бывает проблема.
Веселый роджер 17 май 2009
Ну тогда варить,можно прямо на месте,без разборки и съёма.
Санчелло 18 май 2009
Это исключено, не подлезешь, да если всетаки измудриться — можно что нибудь соседнее запороть.
guttrv 18 май 2009
У нас машины одинаковые.Там для хорошего сварщика нет места чтобы не подлезть.А варить нада полуавтоматом и проволкой,поэтому соседнее ничего не запорится даже при желании.Один сварщик мне говорил,что он когда в таких местах варит,его за ноги держут.Это тебе кажется что неподлезть.
Да есть у меня такой сварщик, который как раз в такой позе и варил. Мы случайно не про одного человека говорим? Полуавтомата нет, и газовой тоже. К тому же есть трещина со стороны блока, где уже точно никто не подлезет. Сегодня пропробывал один способ, если получится отпишусь.
shum 19 май 2009
Вчера снимал.Таже история. ВДшка рулит.Порядок снятия — 4 гайки с выпускного , болт кузовной ( очень акуратно) -я сорвал пришлось высверливать, лямбду, и 2 гайки на гофре.Снимал из ямы.Пришлось домкратить правую сторну. так не вылезет.Там вообще нет сварки там развальцовка.У меня лопнула на обоих трубах.Сейчас иду проваривать полуавтоматом.
Спасибо. Обнадежил. Вот почему там стало просекать, а я думал там сварка. Кстати вот у меня такая хрень и получилась из-за того, что болта кузовного небыло. Нагрузка на соединение была. А заваривать такое соединение можно? Прокладки менять надо?
Valentin 19 май 2009
. А заваривать такое соединение можно? Прокладки менять надо?
заваривать можно. Прокладки менять в любом случае, недорого они и стоят, порядка 300руб.
guttrv 19 май 2009
Снимал из ямы и еще домкратить. Там как ее вынимать? И почему правую сторону?
Клуб любителей микроавтобусов и минивэнов
Town, Lite, Master, — Ace. Система впуска и выпуска, клапан ЕГР ⇒ Трещина выпускного коллектора 2C-T
Вот свой в сварку отдал. Хочу заказать вместо хлипкого штатного более массивный фрезерованный кронштейн, крепящий турбину к блоку.
И если виной трещин была бы вода, то турбина накрывалась бы первой, по моему.
Как заклеить выпускной коллектор
DarkWing [GB] [7584]
28.12.2011 12:24
Джентльмены — такая задача:
Появилась в выпускном коллекторе дырка (обломилась у основания заглушенная металлическая трубочка. диаметром мм 5-6).
Подлезть и как-то заварить — нереально. Там только почти вслепую можно одной рукой пальцами дотянуться.
Пока-что я ее замазал поксиполом, но, судя по появившемуся запаху, — ненадолго.
Есть какие-нибудь замазки термостойкие или что посоветуете?
Последний раз редактировалось DarkWing [GB] 31.12.2011, всего редактировалось 1 раз.
_________________
Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
DarkWing [GB] [7584]
04.01.2012 23:33
Дырку замазал. Держится отлично.
Но новая напасть — ниже выпускного коллектора (где четыре трубы сходятся в одну) обнаружилась широкая щель между деталями-трубами — и оттуда теперь выхлопом сифонит.
В сервис не предлагать — денег нихуа нет.
_________________
Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
Dimon [486]
12.01.2012 00:29
Штаны по-хорошему должны быть из чугуна. Чугун конечно варится, только стоит ли?
Чем замазал в итоге? Что за машина?
_________________
Изображение
Ремонт, тюнинг и обслуживание AEG и GBB
Ремонт АКБ Li-Po.
Dimon писал(а):
«Штаны по-хорошему должны быть из чугуна. Чугун конечно варится, только стоит ли?
По своему опыту рекомендую смотреть в сторону разборок и искать нормальную деталь + огнетушитель поближе держать.
Тоже замазал всю щель Термо-сталью, чем выше предлагали. Пока держится.
Остался маленький недомазанный кусочек, на днях замажу.
_________________
Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
Все проблема сваривания коллектора в том, что он сильно хрупкий и может легко треснуть. Это значит, что его можно сваривать только на слабом токе и не сильно разогревать. Для того, чтобы быстро и качественно его заварить Вам просто необходимо воспользоваться специальными электродами для сварки чугуна. Также если коллектор сильно разогретый, то он моментально трескается. Поэтому многие люди делают вывод, что его просто нереально заварить и начинают собирать деньги на новый. Они считают, что из-за сваривания коллектор не только пустит трещину, но и вовсе разломится.
Однако некоторые люди, которые хотят сэкономить деньги и время используют специальные электроды для сварки, которые имеют специально разработанное покрытие, позволяющее сваривать чугунные изделия без никаких проблем. Помимо специального покрытия и высокого качества электродов в целом, Вам также нужно и правильно производить сваривание. Помните, что ошибка может стоить коллектору жизни, а Вам, в свою очередь, 1 - 2 долларов.
Перед свариванием Вам нужно кое-что знать. Чугун - это железоуглеродистый сплав, содержание углерода в котором более 2,14%. То, что в чугуне очень много углерода влияет на его прочность. К примеру, в сером чугуне присутствует графит. Присутствие таких материалов в металле ослабляет металл к механическим повреждениям, поэтому Вам обязательно нужно помнить, что в обращении с чугуном нужно проявлять большую осторожность.
В наше время для сварки чугуна применяются электроды ЦЧ-4, которые также применяются и для сварки меди. Многие люди не могут понять, почему же нужно использовать именно этот вид электродов. Как уже говорилось выше, при сваривании чугунного выпускного коллектора нужно не допускать сильного нагревания металла, а медь - это металл, который начинает плавиться при температуре 700 - 800 градусов. Как раз такой температуры достаточно для того, чтобы уберечь чугунное изделие от трещин и разломов.
Перед свариванием коллектора, разогрейте его до температуры 600 - 650 градусов, только обязательно после подогрева сразу же начинать сваривание. Перед разогревом и свариванием нужно обязательно очистить поверхность свариваемого металла от загрязнений. После очистки и разогрева Вы можете смело, а главное оперативно приступать к свариванию выпускного коллектора.
Как видите, производить сваривание выпускного коллектора не и сложно, но все-таки требуется смелость и скорость сваривания. Поэтому производить сваривание коллектора должен желательно не новичок, а профессионал.
Выпускной коллектор – одна из составных частей ДВС. Со временем данный элемент изнашивается, и на его поверхности образуются трещины. Замена автозапчасти стоит не дешево, поэтому у многих автовладельцев возникает вопрос, можно ли заварить выпускной коллектор? И в отдельных случаях это действительно допустимо. В этой статье мы рассмотрим нюансы данного процесса.
Почему коллектор повреждается и возможные последствия?
Это проблема может коснуться автомобилей с любым пробегом. Со временем неизбежно происходит динамическое разрушение, но нередко трещины образуются и из-за заводского брака или некорректной сборки. Из-за повреждения коллектора выпускная система теряет герметичность, происходит автоматический подсос воздуха в выхлопную трубу. Как следствие, мотор работает тактами.
Во всех современных авто установлен датчик кислорода, который контролирует количество свободного кислорода в выхлопных газах. Именно он дает сигнал в блок управления: обогащать или обеднять смесь. Когда же кислород поступает из вне, датчик считает смесь обедненной всегда и дает сигнал на ее обогащение. В результате смесь становится настолько перенасыщенной, что попросту не успевает сгореть и заливает свечи. В этот момент водитель может заметить возросший расход топлива. Другая проблема – автомобиль не сразу начинает движение после остановки в пробке или на светофоре.
Запущенная проблема может привести к выходу из строя катализатора, лямбда-зонда. Сам выпускной коллектор тоже продолжит разрушаться от перегрева.
Разновидности коллекторов
В современных автомобилях можно видеть модель одной из двух модификаций:
- Цельнометаллические. Делаются из чугуна методом литья.
- Трубчатые. Производятся из нержавеющей стали, представляют собой несколько труб различного диаметра.
И стальные, и чугунные детали поддаются восстановлению, но у работы с каждой из них есть свои тонкости.
Восстановление коллектора из нержавейки
Чаще всего деталь разрушается в местах изгибов. И тут есть две сложности:
- Легированные сплавы под воздействием высоких температур легко деформируются;
- Сплавы с содержанием хрома, никеля и ряда других компонентов начинают окисляться при нагреве.
Именно поэтому здесь используется аргоновая сварка. При ней металл меньше нагревается и не окисляется. Поскольку нержавеющая сталь обладает низкой теплопроводностью, достаточно небольшой силы тока. Металл нужно варить большими проходами, это исключит образование межкристаллической коррозии на месте шва.
Восстановление коллектора из чугуна
Ремонт чугунной детали требует определенного мастерства. При этом всегда остается риск, что в скором времени коллектор снова лопнет в том же месте.
Трудностей тут несколько:
- Под воздействием высоких температур металл становится более рыхлым из-за выгорания углерода;
- При быстром охлаждении меняется структура металла, литье может начать трескаться из-за внутреннего напряжения;
- Чугун отличается высокой текучестью.
Ремонт проводится с помощью специальных медесодержащих электродов. Именно благодаря им компенсируются основные недостатки чугуна и создается прочное соединение. Сварочные работы могут проводиться горячим или полугорячим способом.
Если ранее коллектор уже восстанавливался, то провести работы будет еще сложнее. Дело в том, что в месте сварки образуется отбеленный чугун, который имеет большую температуру плавления. В данном случае сварной шов окажется еще шире и будет больше напряжение. Проводить восстановительные работы повторно без крайней необходимости не рекомендуется.
Устранение небольших дефектов
Если повреждения небольшие, то можно ограничиться так называемой холодной сваркой, которая выполняется с помощью специальных клеевых составов. Если четко следовать инструкции, то заплатка по прочности будет сравнима с металлом.
Данный метод удобно использовать для устранения дефектов в труднодоступных местах. Но важно понимать, что все это лишь временная мера. Клеевой состав не способен выдерживать динамические нагрузки, и в скором времени повреждении снова дадут о себе знать.
В интернете много можно прочесть о тюнинге выхлопной системы ВАЗ своими руками,много споров о надуманной либо реальной прибавке лошадиных сил благодаря тюнингу системы выхлопа растягиваются на 10-ки страниц. А где же правда?

Вопросы, которые задают каждый раз в схожих темах:
- Какой глушитель купить и поставить, чтоб было больше мощности?
- Сколько лошадиных сил добавится, если я замес-то катализатора поставлю резонатор?
- Как поменяется мощность мотора если я поставлю прямоток?
Какой глушитель купить для тюнинга выхлопной системы ВАЗ, чтоб было больше мощности?
Чтоб ответить на эти вопросы надо осознать, для чего же нужна выпускная система и какие функцию выполняет она. Дальше рассмотрим, какое воздействие она оказывает на мощность мотора. И в заключении разберемся, как верно сделать доработку выпускной системы, чтоб был прирост мощности.

Предназначение выпускной системы
Понижение концентрации загрязняющих веществ в составе выхлопных газов
Понижение уровня шума отработавших газов

Если рассматривать работу системы исходя из убеждений протекающих в ней действий, то действий будет три:
- Первое — демпфированное в той либо другой степени истечение газов по трубам выхлопной системы.
- Второе — гашение акустических волн чтобы уменьшить шум.
- Третье- распространение ударных волн в газовой среде (резонаторе).

Чем больше становятся перепады давления от впускного коллектора к выпускному, тем больше заряд получает цилиндр в фазе впуска. К примеру, если установить в выхлопную трубу заглушку, то давление в выпускном коллекторе не будет успевать падать и давление в будет противодействовать освобождению цилиндра во время открытия выпускного клапана.
В итоге, оставшиеся отработанные газы не позволят наполнить цилиндры в прежней степени новой смесью, и соответственно, движок не будет вырабатывать прежний крутящий момент.
Стоит учесть, что у серийных авто конструкция глушителей и число отработанных газов не плохо сбалансированы и разрешают максимально исполнять функцию системы выхлопа. Другими словами установка прямотока лошадок не добавит, другое дело, когда серийный движок подвергся тюнингу. Повышение рабочего размера цилиндров либо времени на больших оборотах добавит и расход газа через выпускную трубу.

Выходит, что в новом моторе стандартная система выхлопа будет создавать лишнее сопротивление, которое будет душить мотор автомобиля. Глушитель шума создаёт сопротивлении в выпускной системе. Они делятся по способу работы на четыре основные группы: ограничители, резонаторы, отражатели и поглотители. Если говорить о поперечнике трубы, то из практики скажем, что для мотора объемом 1.6литра с крутящим моментом до 8000 о./мин., хватает трубы диаметром в 52миллиметра.
Лучший вариант — отказываться от глушителя, но делать это нельзя, так как без глушителя ни 1 машина не соответствует техническим требованиям. Потому правильней будет настроить выпускную систему так, чтоб распространяющиеся ударные волны в трубах отражаясь вворачивались к выпускному клапану в качестве скачка давления либо разрежения. В силу инерции газов за скачком давления постоянно нужно разрежения, потому задача сделать так, чтоб фронт разряжения был в подходящем месте (выпускной клапан) и в необходимое время. Чтоб организовать такой процесс нужно:
Настроить длину вторичной трубы. Надо избежать одновременного возникновения в месте соединения труб импульса разрежения и оборотного импульса атмосферного давления.
Добротность выхлопной системы
- 1.Высокодобротная системы, когда можно получить больший выигрыш по моменту, но лишь в узеньком спектре оборотов (реально эти системы в авто не используются).
- 2.Низкодобротная система, когда спектр оборотов больший, но величина выигрыша невелика (используется в целом для кольцевых гонок).
- 3.Система 3 типа, для тех кому важен плавный крутящий момент в широком спектре оборотов (применяют в ралли, в тюнинге для дорожных авто).

Важные моменты при настройке выхлопной системе
В системе глушителя не должно быть других отражающих частей, которые даёт новый резонанс. Это означает, что внутри труб должны отсутствовать резкие замены площади сечения, выступающие вовнутрь углы и детали соединения.
Ударная волна несет внутри себя энергию, которую трансформируем в тепло. Лучше трубы до места их соединения теплоизолировать (обмотать термостойким асбестовым материалом).
Применять гибкие соединения. Если перемещения головки модуле мотора добиваются величины 2-5сантиметров, то без гибких соединений будут постоянные прорывы навесных частей выпускной системы и поломка труб.
Правильно будет применять измерительную систему, которая определит, как минимум 2 параметра — крутящий момент и обороты мотора. Потому для настройки системы выхлопа правильно будет подходит динамометрический щит для мотора. Установлен учесть, что высококачественная настройка выпуска авто — процедура дорогостоящая.
Как Вы могли увидеть, настройка системы выхлопа не так легка, как кажется. Сейчас Вы осознаете, что смена стандартной системы выпуска на спортивную без правильной доработки впуска не гарантирует авто доп. лошадей. Если не можете выполнить настройки ашего мотора, то самое правильное решение будет не останавливаться на отдельных девайсов, а приобрести полный набор для тюнинга мотора.
Такой набор должен быть уже настроен. Скорее всего, набор должен включать в себя как минимум впускной и выпускной коллекторы, распредвал и прошивку для ЭБУ.

Канал бомжкастомз продолжается, хейтеры подходите))
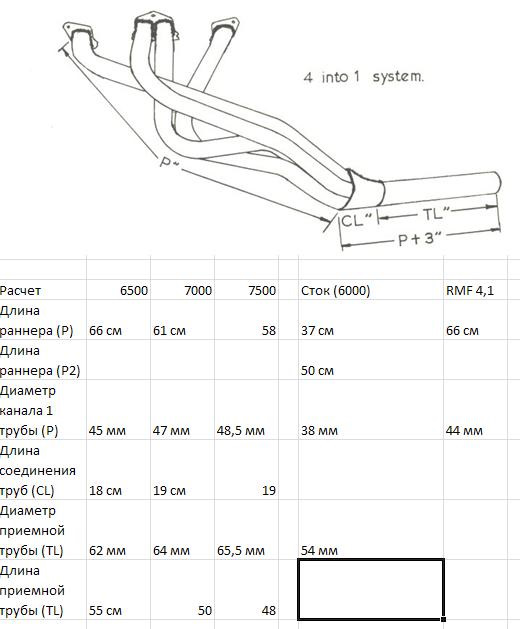
В предыдущих сериях вы видели мрачный стоковый выпускной коллектор от Н22а, с его веселым диаметром на выходе и входе. Кто не видел проходите сюда
В результате было решено варить то что надо мне-методом тыка) Выражаю благодарность Олегу с Николаева за замеры RMF drag header и фланцы, и davidos69 за 4-2 сток коллектора)
В расчетах помогал интернет и в результате я опирался на этого блогера (очень рекомендую к просмотру)
После всех цифр родились следующее 4-1, 4-2-1 не захотел по причинам-надо что бы валило)). Кому интересны формулы, смотрите видео.
Ну а дальше вы поняли))
Едем в Эпицентр, и покупаем вот такие стальные отводы для отопления))
Я брал типо 45 диаметра, внутри получается где-то 43-43.5, а толщина стенки 2.5 мм, цена отвода 20 грн.

Покупаем алюминизированную или черную трубу 45 диаметра 2.5 метра. И трубу 60, или какой вы там решили делать диаметр, и один резонатор соответственно под диаметр трубы. Я брал 60, хотя можно было и 75, ну нафиг))
И начинаем ловить другабратаотца со сваркой, или кто умеет варить, тот и сам управится)
Для начала срезаем со сток коллектора все трубы (я для этих целей использовал второй, целый резать стало очково)) И привариваем 45 трубы прямо, а к ним прихватываем наши повороты по 20 грн-меряем

После того как прихватили верх, начинаем варганить часть 4-1, тут меня вспоминали "незлым тыхым словом", то подушка мешает, то генератор, то балка то еще какая-то херь))) Было решено сварить 2 ранера с люминизированной, а два с чернухи, посмотреть что быстрее прогорит, если что-отпишу)))
Получается как-то так

А теперь самое интересное, сварить розу соединения 4-1, нету даже фоток, секс еще тот. Гуглите, меряйте мы импровизировали по месту, получилось следующее.
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
Холодная сварка при ремонте выпускного коллектора
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Читайте также: