
Приспособление для нарезки резьбы на чулке камаз чертеж
Обновлено: 02.07.2024
Зил камаз евро до считается euro 5. Какого года 19 год а пробег уже 200.000 так в общем первый раз лопнула плоть до .
Компания Авто- Крафт специализируется на реставрации автотракторных деталей, комбайнов, экскаваторов.
Компания Авто- Крафт специализируется на реставрации автотракторных деталей, комбайнов, экскаваторов.
Довольно часто мы сталкиваемся с ситуацией, когда гайку на чулке заднего или среднего моста грузовых автомобилей .
Компания Авто- Крафт специализируется на реставрации автотракторных деталей, комбайнов, экскаваторов.
Компания Авто- Крафт специализируется на реставрации автотракторных деталей, комбайнов, экскаваторов.
Реставрация резьбы чулка авт. Камаз с помощью шлифовального приспособления! Нарезание резьбы болгаркой!
Пришлось восстанавливать чулок заднего моста автомобиля Паз. Для этого было сделана специальное приспособление.
Кто-то умный решил восстановить резьбу на оси. Способ имел право на жизнь, если бы по технологии сделали.
Восстановление до заводских размеров очередной испорченной резьбы на прицепе КамАЗа без снятия оси. Работаем по .
Компания Авто- Крафт специализируется на реставрации автотракторных деталей, комбайнов, экскаваторов.
Реставрация резьбы чулка ступичной гайки оси полуприцепа. Восстановление сорванной резьбы оси полуприцепа.
Все мы видели или лично или в ютубе как отлетают колеса вместе с полуосью от камаза. т.е. это завод камаз не просто не .
Восстановление повреждённой ступичной резьбы на КамАЗе-6520. Есть опыт восстановления ступичных резьб различной .
Хорошая новость для владельцев большегрузных автомобилей и не только. Специалистами нашей компании создана и .
Компания Авто- Крафт специализируется на реставрации автотракторных деталей, комбайнов, экскаваторов.
Купить проблематично уже таких нет и вот сорвало резьбу вот я уже один раз прошел с этой стороны было navarino .
Полный цикл восстановительного процесса с использованием мобильного наплавочно-расточного комплекса по наружной .
В общем сейчас будем нарезать. Падре мутную гайку здесь значит родной размер 75 шаг полтора левое та сторона .
В этом видео снимаю с КАМАЗа ком , начал заниматься мостом , повыбивал обоймы со ступиц , возвращаемся к работе .
Восстановление отверстий мобильными наплавочно-расточными комплексами. Восстановление валов мобильными .
Пришлось восстанавливать чулок заднего моста автомобиля Паз. Для этого было сделана специальное приспособление.
В этом видео пришли резьбы на камазовском чулке в негодность,в наличии был мост,его разобрали и будем собирать на .
Nexo держись поставил вот так же лицо где посмотрим что получится вот и и резьба вот тут даже видно набила от шайбу с .
Авто- Крафт специализируется на реставрации автотракторных деталей, комбайнов, экскаваторов. Краснодарский край. г.
Восстановление посадочных мест под подшипники картера заднего моста Камаз Контактные телефоны: 38 067 .
Устройство для восстановления резьбы на кожухах мостов автомобилей
.044.67(088.8)ое свидетельствл. В 60 8 5/00,ТВО ДЛЯ ВОССТАНЖУХАХ МОСТОВ АВТ ц 1984,ВПЕНИЯОМОБИЛЕИ к гараж ие относит та автомоляетсяивания. к 11 с для ремо етения я ваниюизобудобсодерж а обсл патру ОСУДАРСТНЕННЫЙ НОМИТЕТ СС О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКР Н Д ВТОРСНОМУ СВИДЕТЕЛЬСТВ(57) Изобреному оборудбилей. ЦельобеспечениеУстройство фиксатором, гильзу 4 с резьбой,соответствующей резьбе патрубка 11, иэлектродвигательс ведущей шестерней 2, установленный на втулке 8,расположенной между ведомой шестерней3, выполненной за одно целое с гильзой 4, и реэцедержателем 5 и удерживаемой от проворачивания с помощьюнаправляющей 10, жестко закрепленнойна втулке 8, и пальца 16, закрепленного на патрубке 11. При работе устройства гильза 4 следует по нарезкепатрубка 11, а резец в то же времяпо нарезке кожуха. 3 ил.Изобретение относится к гаражномуоборудованию для ремонта автомобилей.Цель изобретения - удобство обслуживания.На фиг. 1 показано устройство,общий вид; на фиг, 2 - вид А нафиг.1; на фиг. 3 - вид В на фиг. 1,Устройство содержит электродвигатель 1 с ведущей шестерней 2, находящейся в зацеплении с ведомой шестерней 3, выполненной за одно целое сгильзой 4, в поперечное отверстие которой вставлен резцедержатель 5 резца б, фиксируемого винтами 7,Электродвигатель 1 закреплен на втулке 8,к которой прикреплена с помощью .вставки 9 направляющая 10. Гильза 4своей внутренней резьбой сопряжена.срезьбовой частью патрубка 11, закрепленного на кожухе 12 моста автомобиля с помощью стяжного болта 13, установленного в щеки 14. Для возможности сжатия щек 14 и надежного обхвата кожуха 12 моста автомобиля вйатрубке 11 выполнеНа прорезь 15.Палец 16 жестко закреплен на патруб-.ке 11,Патрубок 11 и гильза 4 имеют резьбу с шагом, равным шагу резьбы кожуха моста автомобиля,на котором требуется восстановить резьбу.Устройство работает следующим образом.Для восстановления загрязненнойили помятой резьбы предлагаемое устройство заводится иа кожух 12 на необходимую длину так, чтобы резец 6установился напротив ниток реэьбовойчасти кожуха 12, подлежащей исправлению. Затягивается стяжкой болт 13винтами 7 фиксируется резец 6, затемвключается электродвигатель Вращение от электродвигателя 1 через ведущую шестерню 2 и ведомую шестерню 3 передается на гильзу 4, в когорой установлен резец 6. При этомвтулка 8 с закрепленными на ней элект-родвигателем 1 и направляющей 10 перемещаются вдоль кожуха 12 вместе свращающейся гильзой 4, поскольку 10 втулка 8 с одной стороны упирается введомую шестерню 3, а с другой - врезцедержатель 5, а палец 1 б удерживает ее от проворачивания, При вращении гильза 4 следует по нарезке 15 патрубка 11, а резец в то же время -по нарезке кожуха,Поскольку шаг резьб одинаков, происходит качественное восстановлениерезьбы на кожухе 12.20формула изобретения Устройство для восстановлениярезьбы на кожухах мостов автомобилей,содержащее электродвигатель с веду щей и ведомой шестернями, патрубок снаружной резьбой и фиксатором, гильзус установленным на ней реэцедержателем и внутренней резьбой, соответствующей резьбе патрубка, о т л и ч а ю щ е е с я тем, что, с цельюудобства обслуживания, оно снабженовтулкой с жестко закрепленной наней направляющей, установленной нагильзе с возможностью перемещенияотносительно нее, гильза выполненазаодно с ведомой шестерней, втулкаустановлена на гильзе между ведомойшестерней и резцедержателем, при этомна патрубке жестко закреплен палец, 40 другой конец которого установлен внаправляющей, а электродвигатель сведущей шестерней установлен наупомянутой втулке.1446004 оставитель С. Селиванов ехред А.Кравчук Коррек Л. Пилипен Лазарен едакто олиграфическое предприятие, г. Ужгород, ул. Проектная зводст з 6692/22 ВНИИПИ Го по дела 113035, ИосТираж 56 дарстве изобрета, ЖПодписноеого комитета СССРий и открытийРаушская наб д, 4/5
Заявка
A. M. Кушнир и Ю. А. Хольц
КУШНИР АЛЕКСАНДР МИХАЙЛОВИЧ, ХОЛЬЦ ЮРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
Код ссылки
Кожух для открытых электродвигателей

Номер патента: 75827
. двигателем на его фундаменте.На фиг. 1 - 3 изображен предлагаемый кожух в трех проекциях (с частичными разрезами); на фиг. 4 - его перспективный вид.Кожух изготовляется из листового железа и имеет две стенки 1 и 2 для того, чтобы пространство Зпод кожухом, где помещается двигатель 4, не нагревалось солнечными лучами, Воздушный слой между стенками 1 и 2 будет препятствовать передаче тепла снаружи внутрь,Теплота, выделяемая двигателем, удаляется воздухом, проходящим через вентиляционные отверстия Ю илп каналы в стенках кожуха (пути движения воздуха показаны на фиг. 1 стрелками А и В). Свежий воздух поступает с одной стороны,а нагретый выталкивается с другойстороныдействием вентилятора двигателя.Чтобы снизу не заносило внутрькожуха пыль.
Резец для нарезания резьбы

Номер патента: 831387
. профиль предлагаемого резца и его расположение относительно профиля нарезаемой резьбы, на Фиг. 2 - схема распределенияприпуска между витками резца при нарезании резьбыПредлагаемый резец для нарезаниярезьбы многопроходным методом содержит корпус 1 и два кольцевых витка 2 и 3. Шаг кольцевых витков резца,обозначенный Р, выполнен большешага Р нарезаемой резьбы на расчетнуювеличину дР, которая определяется поформулеА.831387 Проектная,Ужгород обрабатываемым профилем витка 4 изделие с одной стороны имеет зазор, равный ьР, а с другой стороны зазор равен О.Резец работает, следующим образом.При вращении обрабатываемого изделия резец перемещается в продольном5 направлении. При этом, вследствие разности шагов профиля резца и нарезаемой резьбы и.
Резец для нарезания резьбы на деталях из древесины

Номер патента: 1782734
. проход, Затем поперечной подачей устанавливается глубина снимаемой стружки, которая зависит от породы древесины и профиля резьбы. Срезанный слой стружки удаляется через отверстие, образованное гранями режущей пластины и головкой резца,Составитель В. РаспоповаТехред М,Моргентал Корректор О. Кравцова Редактор Г. Мельникова Заказ 4478 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб,. 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул,Гагарина, 101 Изобретение относится к дереворежущему инструменту, а именно для нарезаниярезьбы на деталях из древесины,Целью изобретения является повышение качества обработки, производительности труда и расширение.
Устройство для нарезания резьбы на патрубках
Номер патента: 1265018
. муфты 5 и ременной передачи 6 с электродвигателем 7, пневмоцилиндр 8 переключения муфты 5, управляющая пневмоцилиндром 8 педаль 9, кронштейны 10 и 1, переустанавливаемое зажимное приспособление 12.Резцовая головка 2 монтируется непосредственно на валу приводного электродвигателя 3 и содержит корпус 3 (фиг. 3), два резца 14 для подрезки торца обрабатываемого патрубка 15, два резца 16 для снятия фаски, направляющий стержень 17.Регулировка положения резцов осуществляется с помощью винтов 18, а фиксация - стопорными винтами 19.Корпус 20 резьбонарезной головки 4 закреплен на выходным валу фрикционной35 муфты 5. В расточке корпуса 20 на подшипниках 21 качения смонтирован направляющий стержень 22, передняя часть като- н окном, в котором.
Устройство для нарезания резьбы на патрубках

Номер патента: 1759575
. которой перпендикулярна оси расположения закрепляемого патрубка 18,размещены эажимные губки 21, 22. Яажимная губка 21 установлена неподвижно относительно корпуса 20, а зажимная губка 22 - с воэможностью перемещения относительно оси цилиндрической расточки корпуса 20.Со стороны подвижной губки 22 установлена выполненная в виде втулкирукоятка 23, в полости которой установлены пакет тарельчатых пружин 24 20и регулировочный винт 25.Со стороны неподвижной губки 21соосно рукоятке 23 с помощью регулировочного винта 26 установлена подвижная рукоятка 27 с возможностью 25взаимодействия в позиции загрузкиодним своим торцом со штоком 13 пневмоцилиндра 12, а другим торцом - посредством толкателей 28 " с подвижнойгубкой 22. Толкатели 28.
Приспособление для нарезки резьбы на чулке камаз чертеж
Серёга38 (35) 20:29 - 16.05.12
гога (389) 20:29 - 16.05.12
гога (389) 20:36 - 16.05.12
гога (389) 20:45 - 16.05.12
Александр (861) 20:53 - 16.05.12
гаврила (564) 20:59 - 16.05.12
Александр (861) 21:17 - 16.05.12
Дмитрий (518) 21:35 - 09.07.12
Серега124rus (11) 21:40 - 09.07.12
Дмитрий (518) 21:44 - 09.07.12
Серега124rus (11) 21:44 - 09.07.12
Серега124rus (11) 21:45 - 09.07.12
Дмитрий (518) 21:46 - 09.07.12
Серега124rus (11) 21:48 - 09.07.12
Серега124rus (11) 21:52 - 09.07.12
Дмитрий (518) 21:59 - 09.07.12
Дмитрий (518) 22:02 - 09.07.12
Дмитрий (518) 22:04 - 09.07.12
Дмитрий (518) 22:11 - 09.07.12
Серега124rus (11) 22:11 - 09.07.12
Серега124rus (11) 22:14 - 09.07.12
Дмитрий (518) 22:19 - 09.07.12
Серега124rus (11) 22:28 - 09.07.12
paska (406) 20:02 - 10.07.12
игорь (948) 17:57 - 16.07.12
Дима Вездеход (19) 18:12 - 16.07.12
paska (406) 18:37 - 16.07.12
Карлен (211) 19:29 - 07.12.12
гога (389) 20:14 - 07.12.12
Карлен (211) 20:15 - 07.12.12
гога (389) 20:30 - 07.12.12
гога (389) 20:38 - 07.12.12
Александр53рус (861) 00:39 - 08.12.12
Карлен (211) 19:59 - 08.12.12
Fear (117) 19:46 - 19.12.12
САНЁК_X458 (745) 20:02 - 19.12.12
Fear (117) 20:14 - 19.12.12
Fear (117) 20:23 - 19.12.12
Fear (117) 20:54 - 19.12.12
paska (406) 22:11 - 19.12.12
Сергей UA (390) 18:44 - 21.01.13
Александр53рус (861) 11:13 - 28.04.13
Сергей UA (390) 13:45 - 28.04.13
Александр53рус (861) 14:33 - 28.04.13
Александр53рус (861) 16:53 - 28.04.13
Cерёга 74 (148) 10:14 - 28.09.13
Серега124rus (11) 13:51 - 28.09.13
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.

Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
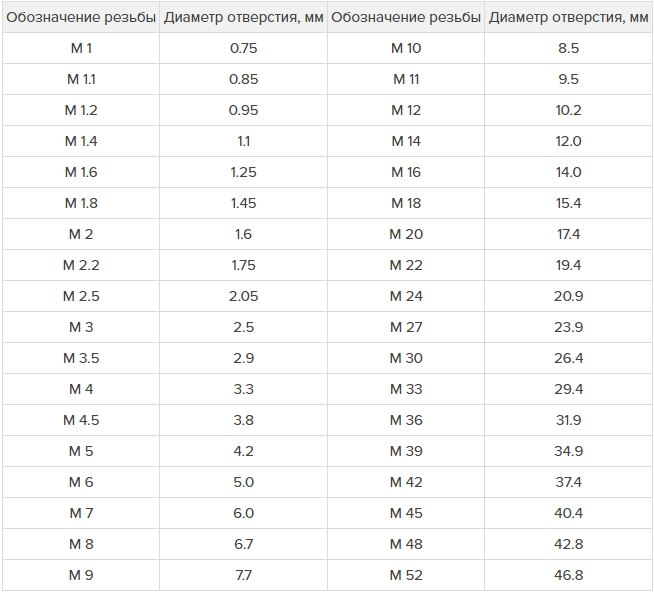
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
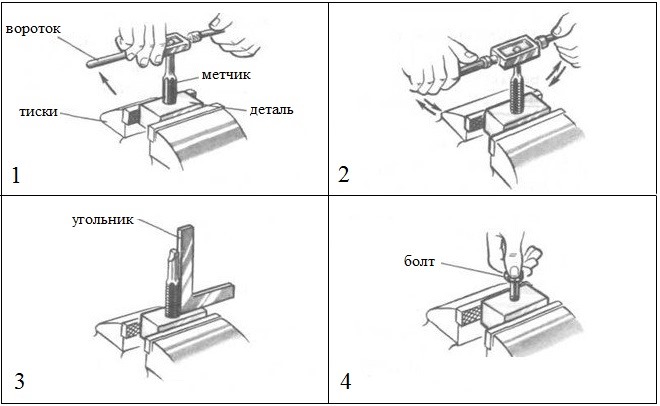
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.

От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
Тонкости нанесения наружной резьбы плашкой и клуппом

Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.

По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
5 советов по успешному выполнению работ
Мы рассказали об особенностях нарезания внутренней и наружной резьбы разными видами инструмента. Но есть общие требования по их использованию. Наши рекомендации помогут Вам избежать ошибок при работе, и Вы получите качественную резьбу с первого раза.
Совет 1: подобрать резьбонарезной инструмент под параметры резьбы
Основными параметрами являются диаметр, шаг и направление резьбы. Как правило, на поверхности плашек и метчиков высечены значения, например, М8x1,25. По направлению резьба бывает правая и левая. Например, гайка с правой резьбой наворачивается на винт при вращении по часовой стрелке, с левой резьбой – против часовой стрелки. Соответственно, для нарезания правой резьбы используются резьбонарезные приспособления с направлением режущих кромок по часовой стрелке, для левой – против часовой стрелки.
Совет 2: надежно зафиксировать обрабатываемую заготовку
Для этого Вам понадобятся слесарные тиски. Деталь нужно установить в тисках так, чтобы было удобно центрировать резьбонарезной инструмент. Так удастся добиться плавного хода при нарезании резьбы и получить ровный виток без перекосов.
Совет 3: использовать смазку
Чтобы обеспечить легкое вхождение режущих кромок инструмента в основание заготовки, нужно смазать рабочую часть и обрабатываемую поверхность маслом. Подбирайте смазку, исходя из того, с каким материалом Вы работаете. Например, минеральные составы подходят для нержавеющей стали и цветных металлов, синтетические универсальны и могут применяться при изготовлении практически любых деталей. Масло снизит трение, что облегчит нарезание резьбы, а также поможет сохранить режущие свойства кромок инструмента.
Совет 4: удалять стружку в процессе работы
При нарезании резьбы и при образовании витка с обрабатываемой поверхности снимается материал. Скопление металлической стружки может привести к тому, что инструмент застрянет и сломается. Поэтому нужно своевременно ее удалять: при работе с метчиком делать несколько возвратных прокручиваний, а при работе с плашкой избегать чрезмерного скопления стружки в стружкоотводящих отверстиях.
Совет 5: использовать только качественный инструмент

Когда Вы знаете, с помощью каких инструментов нарезать внутреннюю и внешнюю резьбу, остается только подобрать подходящие для Вашего рода деятельности.
Например, при проведении сантехнических работ пригодятся клуппы. Вы можете купить их по отдельности, исходя из диаметра труб, с которыми приходится работать чаще всего, или купить клуппы в наборе, например, FIT 70003, MATRIX SPARTA 773355.
Для слесарных и авторемонтных работ могут потребоваться как плашки, так и метчики, ведь приходится нарезать и внешнюю резьбу (на шпильках, болтах, винтах), и внутреннюю (в гайках, свечных отверстиях). Поэтому лучше купить набор резьбонарезного инструмента, в котором есть все необходимые приспособления для широкого спектра работ, например, набор с металлорежущим инструментом ЗУБР 32 предмета 28129-H32 или FIT Профи, 70805 на 20 предметов. Все наборы поставляются в кейсах, поэтому приспособления удобно хранить и перевозить.
Если же Вам нужен резьбонарезной инструмент для единичного использования, например, нарезать резьбу на нескольких трубах для водопровода на даче, то можно купить один клупп нужного диаметра и клупподержатель к нему.
Читайте также: