
Расточка блока цилиндров газель 406
Обновлено: 05.07.2024
Специально для статьи был приобретен двигатель змз 406 с большим пробегом. По словам старого хозяина он пробежал более 600 тысяч км в разных условиях и эксплуатировался разными водителями, в том числе и пилотами, для которых капот является частью обшивки автомобиля, а не крышкой моторного отсека.
Этот двигатель тупо разобрали по болтикам без всякой диагностики неисправностей, так как пробег большой и делать надо всё. Сняв и почистив голову увидели: седла клапанов, особенно выпускных, обсевшие, т.е. это приведёт к снижению или потере компрессии. На фото видно, что клапана сидят глубже поверхности камеры сгорания. Кстати, для хозяев этих машин и начинающих мотористов, это очень серьезная неисправность для двигателя с гидрокомпенсаторами, которой необходимо уделить должное внимание. Замерами и цифрами в этой статье увлекаться не будем, она есть в соответствующей литературе, чтобы не упустить некоторых важных моментов.
Здесь тоже видно, как утоплены клапана, правда изображение некачественное.
Соответственно головку блока везем в мастерскую на замену направляющих втулок клапанов, сёдел клапанов и шлифовку, блок на расточку цилиндров под новые ремонтные поршня, а коленвал и промвал на шлифовку. Что приятно удивило - размеры шеек коленвала на несколько соток оказались ниже допуска, хоть и блок внутри был покрыт толстым слоем масляного нагара. Но в принципе тут нечего удивляться - это заводское качество.
Пока ждем результатов обработки, есть время разобраться с другими деталями.
Проверяем износ втулок верхней головки шатуна - как правило, лучше конечно замена.
Проверяем износ большой звездочки промежуточного вала со стороны их прилегания, если присутствует выработка от стопорной пластины, то её завариваем полуавтоматом и отдаем шлифовать -
чтобы получилось вот так.
Теперь выработки, как показывает практика, в этом месте никогда не будет, ввиду изменения структуры металла.
Проверяем маховик, если присутствует выработка от диска сцепления, то отдаем токарю или шлифовщику на проточку.
Привезли блок - как видно, кроме расточки, его еще шлифовали из-за небольшого коробления поверхности вовремя эксплуатации. Если исходить из практики то б/у блоки после расточки выхаживают на много больше, чем новые, так как за время работы получили многочисленные термические обработки, усадки металла и т.д.
Да, шлифовать блок надо обязательно с передней крышкой, чтобы они лежали в одной плоскости.
Теперь его следует хорошо отмыть и удалить всю стружку из масляных каналов.
После чистки блока чистим коленвал. Выкрутив пробки коленвала нередко приходится наблюдать такую картину - отверстие почти целиком забито отложениями масляного нагара. Чистим, промываем, продуваем.
Бывает, что грани пробки срезает, то тогда можно к ней приварить болт и выкрутить.
Начинаем сборку. Устанавливаем коренные вкладыши с отверстиями на свои места, смазываем их маслом или другой смазкой и укладываем коленвал.
В бугеля ставим остальные вкладыши и закрепляем коленвал. На всех бугелях кроме третьего набит порядковый номер на бобышке и ставятся они замком к замку вкладыша.

Теперь на шатун уже с заменённой втулкой верхней головки ( менял и разворачивал втулку под палец знакомый фрезеровщик т.к. самому лень )
устанавливаем поршень, предварительно нагретый феном, ( чтобы палец свободно зашёл в поршень ), совместив надпись "ПЕРЕД" и бобышку на шатуне с одной стороны ( указано стрелками ).
406 мотор прошел последнюю расточку. Пришло время ремонта блока или сдачи на металлолом. А может его можно гильзовать? Ведь гильзуют же ВАЗы.
_________________
Есть две бесконечные вещи — Вселенная и человеческая глупость. Впрочем, насчёт Вселенной я не уверен.
Альберт Эйнштейн
Я расточил 406 мотор в 405, мне повезло, машина едет, но это не значит, что повезёт и вам. Гильзовать можно, но потом плоскость шлифовать ровно, особенно под е3 прокладку.
_________________
Непобедимый Неустрашимый Невменяемый.
Як ти такий розумний ще з дебілами спілкуєшся ? Ахметов ти наш. Всі мотори гільзуються , тільки потрібні 2 речі гільзи і майстер , що зробить нормально свою роботу.
_________________
Слава Україні!
_________________
Непобедимый Неустрашимый Невменяемый.
Мой 406 расточенный под 405 нормально ходит ( решил сделать единичный эксперимент), а вот при гильзовке на 97мм на другом блоке рубашка вскрылась. Сам я не видел, расточник потом сказал, так что если делаете, обязательно заранее померьте толщину гильзы. Кстати тут я покупал гильзы специально для 406 мотора заводские, толщина 2,9мм, но гильза короче цилиндра на 15-20 мм, вообщем, блок тот выбросили.
_________________
Непобедимый Неустрашимый Невменяемый.
Тоже расточил пару 406 под 95.5 (один 30 т.км другой 25 т.км пробега после сборки) полёт нормальный.
Гильзовать можно))) (после шлифовка).
Тот который 30 т.км ваще 2.7

Там же есть еще и на 405/409
_________________
Наша анкета
Продам запчасти
Меняю рулевой редуктор 24 на 3110/31105
Часовой пояс: UTC + 2 часа [ Летнее время ]
Кто сейчас на конференции
Специально для статьи был приобретен двигатель змз 406 с большим пробегом. По словам старого хозяина он пробежал более 600 тысяч км в разных условиях и эксплуатировался разными водителями, в том числе и пилотами, для которых капот является частью обшивки автомобиля, а не крышкой моторного отсека.
Этот двигатель тупо разобрали по болтикам без всякой диагностики неисправностей, так как пробег большой и делать надо всё. Сняв и почистив голову увидели: седла клапанов, особенно выпускных, обсевшие, т.е. это приведёт к снижению или потере компрессии. На фото видно, что клапана сидят глубже поверхности камеры сгорания. Кстати, для хозяев этих машин и начинающих мотористов, это очень серьезная неисправность для двигателя с гидрокомпенсаторами, которой необходимо уделить должное внимание. Замерами и цифрами в этой статье увлекаться не будем, она есть в соответствующей литературе, чтобы не упустить некоторых важных моментов.
Здесь тоже видно, как утоплены клапана, правда изображение некачественное.
Соответственно головку блока везем в мастерскую на замену направляющих втулок клапанов, сёдел клапанов и шлифовку, блок на расточку цилиндров под новые ремонтные поршня, а коленвал и промвал на шлифовку. Что приятно удивило - размеры шеек коленвала на несколько соток оказались ниже допуска, хоть и блок внутри был покрыт толстым слоем масляного нагара. Но в принципе тут нечего удивляться - это заводское качество.
Пока ждем результатов обработки, есть время разобраться с другими деталями.
Проверяем износ втулок верхней головки шатуна - как правило, лучше конечно замена.
Проверяем износ большой звездочки промежуточного вала со стороны их прилегания, если присутствует выработка от стопорной пластины, то её завариваем полуавтоматом и отдаем шлифовать -
чтобы получилось вот так.
Теперь выработки, как показывает практика, в этом месте никогда не будет, ввиду изменения структуры металла.
Проверяем маховик, если присутствует выработка от диска сцепления, то отдаем токарю или шлифовщику на проточку.
Привезли блок - как видно, кроме расточки, его еще шлифовали из-за небольшого коробления поверхности вовремя эксплуатации. Если исходить из практики то б/у блоки после расточки выхаживают на много больше, чем новые, так как за время работы получили многочисленные термические обработки, усадки металла и т.д.
Да, шлифовать блок надо обязательно с передней крышкой, чтобы они лежали в одной плоскости.
Теперь его следует хорошо отмыть и удалить всю стружку из масляных каналов.
После чистки блока чистим коленвал. Выкрутив пробки коленвала нередко приходится наблюдать такую картину - отверстие почти целиком забито отложениями масляного нагара. Чистим, промываем, продуваем.
Бывает, что грани пробки срезает, то тогда можно к ней приварить болт и выкрутить.
Начинаем сборку. Устанавливаем коренные вкладыши с отверстиями на свои места, смазываем их маслом или другой смазкой и укладываем коленвал.
В бугеля ставим остальные вкладыши и закрепляем коленвал. На всех бугелях кроме третьего набит порядковый номер на бобышке и ставятся они замком к замку вкладыша.
Теперь на шатун уже с заменённой втулкой верхней головки ( менял и разворачивал втулку под палец знакомый фрезеровщик т.к. самому лень )
устанавливаем поршень, предварительно нагретый феном, ( чтобы палец свободно зашёл в поршень ), совместив надпись "ПЕРЕД" и бобышку на шатуне с одной стороны ( указано стрелками ).
Бюджет
Тюнинг двигателя можно разделить на несколько вариантов: чип-тюнинг, вмешательство в конструкцию мотора и комплексный тюнинг.

Чип-тюнинг
Коротко о том, как происходит процесс управления двигателем, для дальнейшего понимания чип-тюнинг в целом. Основной датчик здесь положения коленчатого вала, показания которого определяют момент зажигания. Через впускной тракт поступает воздух, количество которого считывается датчиком массового расхода, который подает необходимую информацию на ЭБУ. На основе показателей оборотов двигателя и количества воздуха, ЭБУ выбирает режим, при котором уже прописано необходимое соотношение топливно-воздушной смеси, время открытия форсунки, время, при котором форсунка открыта и момент открытия. Показатели из ДМРВ учитываются только до 4000 оборотов, после ЭБУ пользуется Базовым цикловом наполнении (заранее прописанная таблица), иначе называется топливной картой. БЦН же зависит от многих факторов, в частности это качество исполнения головки блока цилиндров, клапанов и седел, форма распредвалов, впуска и выпуска.
Качество литья ЗМЗ-406 не самое лучшее, углы установки зажигания постоянно “гуляют”, а значит и наполнение цилиндров становится неравномерным. Отсюда итог: зачастую, прописанный заводом БЦН не соответствует реальному положению вещей, то есть потенциал двигателя “зарыт” обеднением или переобогащением смеси, соответственно динамика падает, а расход топлива возрастает. Бывает так, что характеристика одних и тех же датчиков крайне отличается, из-за чего эти моторы, в заводском состоянии, могут ехать по-разному.
Вывод: если настроить ЭБУ, проще говоря, произвести чип-тюнинг, то как минимум, получится раскрыть потенциал двигателя, не вмешиваясь в его конструкцию. Реально получается, что мощность двигателя вырастает до 15%, а на разгоне вы выигрываете 1.5-2 секунды. При номинальной мощности 131 л.с, после прошивки получалось 145 сил.
Тюнинг железа
После чип-тюнинга не спешите устанавливать дорогие блестящие железки. Специфика отечественных моторов состоит в том, что приходится исправлять заводские дефекты литья, где то расточить, отполировать и так далее. 80% дефектов кроется в ГБЦ, собственно с чего и советую начать тюнинг. Если заглянуть во впускной и выпускной тракт, то увидите, что диаметр каналов отличается, прилегание плоскостей неравномерное, даже камера сгорания в объеме отличается друг от друга.
Для устранения дефектов нужно отполировать впускные и выпускные каналы, убрать раковины и ступеньки, а также снять 0,5мм с плоскости головки, чтобы наверняка камеры сгорания были равномерны. Пружины клапанов установлены от 2108, они изрядно просаживаются, особенно это ощущается после 5500 оборотов. Рекомендую ставить те же пружины, только усиленные. Клапана устанавливаем новые, под эти клапана прирезаются седла, обеспечивается максимальная герметизация. В итоге, рабочие обороты возрастают до 7000, а значит и мощность возрастает.

Новый ресивер
Заводской ресивер имеет длинные каналы и малый объем, что обеспечивает максимальный крутящий момент лишь до средних оборотов. Для ЗМЗ-406 существует ресивер фирмы Passik, объемом 3.8 литра с уменьшенной длинной каналов и “дудками”. Короткие каналы обеспечивают стабильную мощность на средних и высоких оборотах, значит у нас пропадают “низы”, но благодаря дудкам, которые сглаживают резонанс, мы получаем оптимальное наполнение цилиндров и стабильный крутящий момент во всем диапазоне оборотов.
Выпускная система
Штатная выхлопная система — “чудо” инженерной мысли. Родной резонатор спроектирован таким образом, что при оборотах коленвала 4000-4500, мы получаем дикий резонанс и разряжение, что выхлопные газы оказывают колоссальное давление на цилиндры двигателя, да и пропускная способность выхлопа падает из-за пятка внутри резонатора, из-за которой все и происходит. Пятак можно выбить и уже получить прирост мощности, не вкладывая денег. Особого смысла устанавливать прямоточный выхлопа нет, так как штатной пропускной способности, после манипуляций с резонатором, будет достаточно.


Маховик
Маховик здесь тяжелый, его вес около 14,5 килограмм. Много лет практикуется облегчение маховика до 10 кг, при этом холостой ход остается стабильный, маховик, при этом, не теряет в жесткости, а двигателю легче крутится.
Некоторые моменты
- свечи зажигания высокого качества (Denso)
- высоковольтные провода с нулевым сопротивлением
- катушка зажигания BOSCH
- новый комплект ГРМ для обеспечения четкой работы двигателя
- масло 5W40
- вентилятор радиатора увеличенный
- маслоуловитель универсальный, для предотвращения загрязнения впускной системы им цилиндров.
Итоги
Исходя из вышеизложенного выясняется, что тюнинг ЗМЗ-406 начинается с исправления ошибок инженеров и сборщиков ГАЗа, после чего оказывается, что потенциал мотора несколько другой, чем изначально кажется.
Расточка блока цилиндров ЗМЗ 406 – это хороший способ улучшить заводские технические характеристики двигателя. В результате расточки увеличивается объем двигателя, что считается надежным вариантом, прекрасно зарекомендовавшим себя на многих типах моторов. Блок цилиндров считается одной из важных частей двигателя, от его состояния и от соблюдения технологии при ремонте во многом зависит качество работы мотора после ремонта. Ремонт блока цилиндров необходим в случае их сильного износа, к тому же в процессе эксплуатации он подвержен некоторым деформациям.
Что особенно привлекательно, так это минимальные денежные вложения – затраты нужны будут на оплату работы специалистов, а также на приобретение поршней и колец нужных размеров. Другие варианты увеличения мощности являются достаточно трудоемкими и дорогими. Что касается расточки блока цилиндров, то при квалифицированном исполнении она в состоянии существенно увеличить мощность мотора ЗМЗ 406. И хотя на практике все-таки имеют место некоторые недочеты, но они легко устраняются.
Кому поручать расточку
Сразу нужно сказать, что самостоятельно выполнить все необходимые операции не удастся. Конечно, сегодня находятся еще такие люди, которые автосервисам не очень-то доверяют, остерегаясь с их стороны мошенничества или недобросовестного подхода к делу. Вот они стараются все работы с двигателем ЗМЗ 406 выполнять сами, в условиях гаража. При этом зачастую они руководствуются различными источниками, которые можно отыскать в литературе, в журналах, в интернете.
Хотя единственное, что можно сделать собственными силами – это выполнить демонтаж головки блока цилиндров и установить ее на место. Для всех остальных действий, в частности расточки, требуется профессиональный подход и специальное оборудование, которое имеется только в специализированных автосервисах.
Сам блок цилиндров и головка ЗМЗ 406 из строя выходят редко, чтобы вывести их из строя раньше предусмотренного производителем срока потребуется очень постараться. Поэтому ремонт производится достаточно редко, в основном капитальный, да и то, делать его нужно только в условиях станции техобслуживания. Но ремонт бывает и внеплановый, когда требуется расточка блока цилиндров ЗМЗ 406 с целью выполнения тюнинга двигателя, данный процесс еще называют форсированием. Но при этом нужно четко понимать, для чего именно производятся эти действия.
Технология расточки
Расточка блока цилиндров происходит на специальных станках на очень маленькой скорости, поскольку требуется, в первую очередь, тщательно выдержать размеры (их точность находится в пределах 0,01 миллиметра), геометрию цилиндров, а также обеспечить высокое качество обрабатываемой поверхности. При расточке на станках необходимо добиваться одновременного соблюдения параллельности цилиндров по перпендикулярности и длине по отношению к базе. Обычно параллельность привязывается к посадочным местам распределительного вала, но не к корпусу самого блока.
При расточке блока цилиндров ЗМЗ 406 рекомендуется соблюдать определенные припуски. То есть, нужно оставить, так называемый, дефектный слой в пределах 0,1-0,15 миллиметра. В основном такой припуск требуется для устранения возможности перекоса осей цилиндров в процессе последующего хонингования. Само хонингование является обязательной процедурой после расточки – она выполняется именно для того, чтобы полностью удалить верхний дефектный слой.
Безусловно, расточка блока цилиндров ЗМЗ 406 дело не быстрое – для тщательной выверки положения блока на станке и сам процесс на очень маленькой скорости требуют времени, чтобы гарантировать качество. Однако только таким образом можно добиться, что все цилиндры будут обработаны с требуемой точностью – до 0,01 миллиметра, будут выставлены параллельно и при этом перпендикулярно основанию.
Итак, расточка блока цилиндров ЗМЗ 406 позволяет практически полностью восстановить первоначальные характеристики двигателя, естественно, при квалифицированном выполнении. Ведь во время работы цилиндры изнашиваются неравномерно, что приводит к нестабильной работе двигателя. Расточка позволяет устранить этот дефект и избежать капитального ремонта двигателя.
Узнать подробную информацию о ценах, а также записаться на расточку блока цилиндров ЗМЗ 406
вы можете по телефонам:
Возникшая необходимость в ремонте двигателя всегда, как правило, приходит неожиданно, и редко какой владелец транспорта, может подготовиться к переборке ДВС заранее. Если Вы, время от времени, самостоятельно занимаетесь ремонтом своего автомобиля, то некоторые советы собранные в этом материале будут, несомненно, полезны для вас. У профи-мастера, который каждый день перебирает моторы, все действия и процессы отработанны в автомате, а человеку, который от поломки до поломки, чинит свой автомобиль, многие нужные моменты контроля деталей при сборке остаются им незамеченными.
Проверка масляного насоса
При снятой клапанной крышке, на холостых оборотах, на горячем масле, при давлении 1,5кг, масло должно из бугелей выдавливаться, а не вытекать. Если масло вытекает то давление очень низкое.
Снятый масляный насос всегда проверяйте не в холодном, а в горячем масле. При прокручивании штока м.н. из подающего в масляные каналы отверстия, масло должно разбрызгиваться, а не вытекать.

Разберите масляный насос и на стекле отшлифуйте плоскость, где вертятся шестерни, так чтобы шестерни и корпус были в одной плоскости, без перепада. Перед этой процедурой предварительно выбейте резким ударом, через оправку, саму шестерню из корпуса. Наждачную бумагу для шлифовки, выбрать самую мелкую. Крышку корпуса масляного насоса тоже можно ошлифовать, если на ней есть явные задиры от шестерни.
Выбор поршней, колец и их установка

При выборе поршней и колец необходимо особое внимание уделять, не только производителю, но и конструкции изделия.
Недавно приятель делал капиталку двигателя 409 ЗМЗ. Так вот, костромские кольца оказались кривые и плотно не прилегали к стенкам расточенного цилиндра, а поршня(нет информации кто производитель) не совпали по отверстию для поршневого пальца с оригиналом. На рынке автозапчастей очень много явного брака и подделки, поэтому, при покупке, договаривайтесь с продавцом о возврате запчастей обратно, если они не подойдут. Поршня проверяйте микрометром и обязательно берите такие в конструкции которых предусмотрена ванночка для скапливания масла, выходящего из отверстий в канавках масляных колец. Ванночка необходима для смазки юбок поршней. Прямые поршня без таких ванночек брать не стоит, так как при современном качестве изготовления деталей такие поршня долго не проходят.
Если ГБЦ снята для ремонта, заодно проверьте состояние цилиндров блока, шатунных втулок, колец и поршней.
Шатунные втулки можно проверить на поршнях, надавливая на них не вверх-вниз, а вперед-назад.
Как проверить цилиндр без нутромера? Если верхняя часть цилиндров имеет не черный цвет по всей окружности, то поршень в юбке сузился. В этом случае желательно заменить поршня, а двигатель, возможно, отдать в расточку. Если проходит черная полоска по всей окружности, то цилиндр и поршень в норме.
Если вы сняли поршня то пригласите токаря и замерьте нутромером эллипс цилиндра. Он не должен составлять при расхождении более 0,03. Если больше то лучше расточить цилиндры в ремонтный размер.
Зазор колец в цилиндре должен быть(желательно) от 0,25 до 0,4.
Посадку поршня в цилиндр не обязательно производить с помощью дорогих оправок. Используя эти оправки можно сломать кольцо и не заметить этого, так как приходится вталкивать цилиндр в поршень полностью. Для этой процедуры лучше использовать обычные строительные хомутики нужного размера. Я пользуюсь другим методом. Масляные колечки зажимаю плоскогубцами, обычной металлической, не ржавой проволокой, а компрессионные с помощью старых сломанных колец.
Поршневые пальца должны входить в поршень с натягом, усилием одного пальца, а не в легкую.
Коленвал и вкладыши
Некоторые мастера практикуют установку на коленвал коренных вкладышей с вырезами с обоих сторон для лучшей смазки. Т.е. покупают два комплекта коренных вкладышей. Конечно такой метод имеет место быть, но только если в системе очень хорошее давление. Если масляное давление слабенькое, то его станет еще меньше, и может не хватать для смазки распредвалов и наполнения гидрокомпенсаторов.
Прежде чем ставить вкладыши на коленвал их желательно проверить , но это может сделать только тот у кого есть нутромер и микрометр. Тепловой зазор между вкладышем и коленвалом должен быть не более одной десятки. Для наглядности 1 сотка это одна десятая часть лезвия, а одна десятка равна толщине лезвия.
Если при равномерном прокручивание коленвала на 406 ЗМЗ, цепь в каком-то положении провисает между верхними шестернями то , скорее всего, неравномерно изношена шестерня коленвала.
Сальники на коленвал покупайте только с микро рисунком.

Особое внимание при ремонте 406 ЗМЗ нужно уделить промежуточному валу. Осевое смещение промвала убирается заменой старого промвала новым. Некоторые мастера убирают осевое смещение специально изготовленной втулкой из бронзы, которая уменьшает зазор приблизительно на 0,5 мм.
По своему опыту знаю, что лучше брать прибалтийские(оригинал) или кировские цепи. Цепи ЗМЗ сделаны в Китае, поэтому срок службы у них очень не велик.
Неплохо показали себя в работе натяжители типа "Ракета", не помню чье производство. У меня сейчас стоят натяжители цепей Ракета и Гон, работают нормально, хлопот не доставляют.
Головка блока цилиндров

При покупке ГБЦ всегда обращайте внимание на толщину посадочного слоя. На заводских головках он толстый на китайских или подделках он всегда тонкий.
Фото заводской ГБЦ.
Маслоотражательные колпачки ставлю Ресурс. Вроде ходят.
Посадка клапана к седлу, проверяется со снятым клапаном. Нужно обмазать седло старым маслом и со средним усилием надавить на клапан. Если масло сошло равномерно, то посадка клапана к седлу в норме.
Осевое смещение на распредвале можно убрать поставив более толстые втулки.
Головку на 406 моторе лучше повторно протянуть, после пробега 2-3тыс.км. Моменты протяжки гбц есть в интернете.
Сломался распредвал и задрал постель на ГБЦ. Фото после ремонта постели, пропайки аргоном.
Если ты, не наворовал
много денег и не стал буржуем
учись чинить свой автомобиль
"Как работает инжекторный двигатель"
"Принципы работы системы управления инжекторного двигателя "
"Режимы работы двигателя под управлением электронного блока "
"ДАТЧИКИ ИНФОРМАЦИИ И ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ, ОПРЕДЕЛЯЕМЫЕ И УПРАВЛЯЕМЫЕ ЭБУ"
"Исполнительные механизмы управления инжекторного ДВС от ЭБУ"
"Диагностика автомобиля Ларгус"
Разборку двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, также как их сборку, рекомендуется производить на стенде, позволяющем устанавливать двигатель в положениях, обеспечивающих свободный доступ ко всем деталям во время сборки и разборки.
Блок цилиндров, поршень, шатун, промежуточный и коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
При индивидуальном методе ремонта детали двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 пригодные для дальнейшей работы, должны быть установлены на свои прежние места. Большинство деталей при их снятии с двигателя необходимо обязательно маркировать, чтобы в дальнейшем избежать ошибок при сборке.
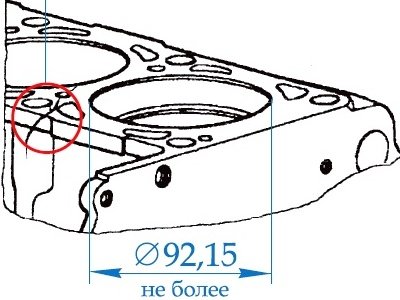
Блок цилиндров двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
При износе цилиндров до размера диаметра более 92,15 мм на двигателе ЗМЗ-4062 и 95,65 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, их необходимо расточить и хонинговать диаметры цилиндров под один из ремонтных размеров.
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,096/+0,036 мм
— Второй ремонтный размер : 93,0+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,096/+0,036 мм
— Второй ремонтный размер : 96,5+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,072/+0,036 мм
— Второй ремонтный размер : 96,5+0,072/+0,036 мм
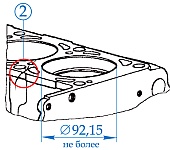
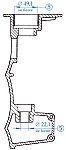
Пробоины на стенках цилиндров, трещины на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, пробоины на водяной рубашке и картере не допускаются (2). Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток можно ремонтировать, прогнав резьбу метчиком номинального размера. Если износ или срыв резьбы резьбовых отверстий более двух ниток, то ее можно ремонтировать следующими способами.
1. Нарезав резьбу увеличенного ремонтного размера.
2. Установкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера.
3. Установкой резьбовых спиральных вставок.
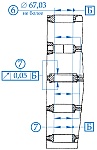
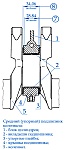
При диаметре втулок опор промежуточного вала (5), передней — более 49,1 мм, задней — более 22,1 мм, их можно ремонтировать следующими способами.
1. Заменить на втулки увеличенной толщины. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала произвести за одну установку для обеспечения соосности.
2. Расточить втулки под ремонтный размер : передней 48,8+0,050/+0,025 мм, задней 21,8+0,041/+0,020 мм.
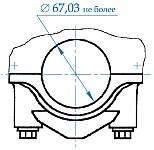
Про диаметре опор под вкладыши коренных подшипников более 67,03 мм их необходимо браковать (6). Замер диаметров опор под вкладыши коренных подшипников необходимо производить на блоке цилиндров собранном с соответствующими крышками коренных подшипников. Если радиальное биение средних опор для коленчатого вала относительно крайних более 0,05 мм, то блок цилиндров необходимо браковать (7).
Поршень двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр поршней менее 91,9 мм для двигателя ЗМЗ-4062 или менее 95,4 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, то вместо них необходимо установить поршни одного из ремонтных размеров (1).
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,048/-0,012 мм
— Второй ремонтный размер : 93,0+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,048/-0,012 мм
— Второй ремонтный размер : 96,5+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,024/-0,012 мм
— Второй ремонтный размер : 96,5+0,024/-0,012 мм
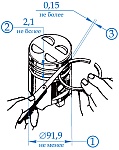
Если ширина канавки под компрессионное кольцо более 2,1 мм (2), или зазор по высоте между канавкой и кольцом более 0,15 мм (3), то поршень необходимо браковать. Если зазор между поршнем и цилиндром более 0,25 мм, то необходимо произвести подбор поршня к цилиндру, выдерживая зазор от 0,036 до 0,060 мм между цилиндром и поршнем.
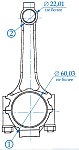
Шатун двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр кривошипной головки шатуна более 60,03 мм (1), то необходимо осталить головку шатуна и крышки, и расточить головку совместно с крышкой шатуна в номинальный размер. Если диаметр поршневой головки шатуна более 22,01 мм (2), то необходимо заменить втулку поршневой головки шатуна ремонтной втулкой, запрессовать в шатун и расточить в номинальный размер.
Промежуточный вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр шеек промежуточного вапа, передней менее 48,95 мм (1), задней менее 21,95 мм (2), то их можно ремонтировать следующими способами.

Коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Трещины любого характера и расположения на поверхности коленчатого вала двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 не допускаются (1). Повреждение или срыв резьбы в отверстиях не более двух ниток можно отремонтировать прогнав резьбу метчиком до номинального размера. Износ или срыв резьбы более двух ниток можно ремонтировать следующими способами (3).
а) В отверстиях под болты крепления маховика — установкой резьбовых спиральных вставок.
б) В отверстиях под пробки и под храповик — нарезанием ремонтной резьбы.

Если диаметр коренных шеек коленчатого вала менее 61,92 мм (4), то необходимо шлифовать коренные шейки под один из ремонтных размеров. Первый ремонтный размер — 61,75-0,035/-0,054 мм, второй — 61,5-0,035/-0,054 мм, третий — 61,25-0,035/-0,054 мм. Если биение коренных шеек более 0,04 им, то коленчатый вал необходимо браковать (5).
Если диаметр шатунных шеек коленчатого вала менее 55,92 мм (6), то необходимо шлифовать шатунные шейки под один из ремонтных размеров. Первый ремонтный размер — 55,75-0,025/-0,044 мм, второй — 55,5-0,025/-0,044 мм, третий — 55,25-0,025/-0,044 мм.
Если длина третьей коренной шейки коленчатого вала между двумя опорными поверхностями более 34,06 мм (8), то коленчатый вал необходимо браковать. Если ширина третьей опоры блока менее 28,84 мм, то необходимо браковать блок цилиндров. При увеличении овальности коренных и шатунных шеек коленвала более 0,01 мм (9), их необходимо шлифовать до устранения дефекта, не выходя из поля допуска на размер коренной шейки : -0,035/-0,054 мм, шатунной : -0,025/-0,044 мм.
Читайте также: