
Как правильно гнуть шины
Обновлено: 30.06.2024
Потребовалось тут аккуратно согнуть алюминиевую полосу 2x20 мм толщиной в форме буквы "П" под одну деталь.
Как бы сделать аккуратно?
В интернете нашел экзотический совет натереть мылом и накалить до почернения, металл станет мягким, гнём, через 30 дней он опять набирает жесткость.
Или может есть кто в районе Деловой-Сенной, у кого есть листогиб на производстве?
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
0.7 гнут голыми руками, либо делают самоделки или заказывают "листогибы" чисто для ровного гиба, чтоб как бумагу сложить по линеечке, для меня например это тоже не актуально. А я тебе про серьёзную аппаратуру говорил, которая сожмёт всё что туда положишь!
Т.к. тема является архивной.
я сейчас конкретно про кровельную доборку разную и листогиб.
то о чем вы это уже профилегиб, вроде. там да.
Т.к. тема является архивной.

Т.к. тема является архивной.
Да уж,задачка не из простых. Что может быть сложнее,дайте подумать. А! Проехать 30 километров без резинки на масляной пробке
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
уверен, заезжал в инструменталку где приваривать буду потом.
хочется аккуратно. есть еще радиус изгиба и прочее, в тисках аккуратно не уверен что получится.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Ничего экзотического в совете про мыло нет, это всего лишь способ контролировать температуру нагрева. Можно ещё деревянную лучинку прижать к нагреваемой алюмишке, как начнёт обугливаться - хорош греть. Но работает сей способ для твёрдых сплавов, типа Д1Т - Д16Т которые просто так не согнёшь, сломаются. Обычную лямишку можно гнуть без предварительного отпуска, ничего ей не будет.
А так-то полосу 20*2 любой профилегиб осилит, вопрос в требуемых радиусах.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
уроки труда прогуливал?
тиски, нагрев места сгиба строительным феном и гнуть. это если не некая несущая конструкция будет
Т.к. тема является архивной.
Я дерево больше люблю.
Строительного фена точно достаточно будет? Полоса анодированная, портить неохота. Есть вроде ещё способ между двух уголков в тиски зажать?
Т.к. тема является архивной.
я тоже с деревом больше люблю работать, но стройка вносит в жизнь свои коррективы)))
строительного фена вполне достаточно.
2 уголка тоже можно, но на холодную могут быть трещины в зависимости от сплава
Т.к. тема является архивной.
Слава богу уже отстроился, надеюсь больше не придётся.
Вспомнил, что в деревне в одном месте доборку сами делают кровельную, завтра позвоню, наверняка листогиб есть.
Т.к. тема является архивной.
Т.к. тема является архивной.
А как же иначе гнуть если деталь длиннее губок тисков. Но для того чтобы сделать второй гиб для формы буквы "П" потребуется пруток квадратный или пластина толщиной меньше чем расстояние между параллельными сторонами.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Т.к. тема является архивной.
Гнул дюралевую трубку 10х0,5, натерев мылом. Если при нагреве мыло дошло до почернения, то от неловкого движения легко получались две половинки. )) - Нагретый материал становится непрочным. Больших усилий не требуется. Требуется осторожность.
Если гнуть начинал при светло-коричневом, то радиус изгиба получался слишком большим.
Прочность восстанавливалась сразу же после остывания. Впрочем, не измерял, но и снижения ее не заметил.
Вам потребуется газовая горелка, или паяльная лампа. Область и степень нагрева будут определять радиус изгиба.
Возможно, соблюсти радиус изгиба мог бы помочь закрепленный стержень из теплоизоляционного материала. Но где такой взять? - Значит, при использовании стального стержня (полосы или уголка), его следует предварительно нагреть.
PS Если будете гнуть своими руками, без проб и ошибок не обойтись. - Успехов!
Т.к. тема является архивной.
Пустую? Помню тоже не получалось согнуть дюралевую трубку даже набив песком. Вопрос решился когда трубку залили расплавленным припоем и гнули на холодную. Потом подогрели трубку и припой вытек. Очень старый сантехник рассказывал что они раньше гнули стальные трубы диаметром до 160 мм заливая их в мороз понемногу водой по мере её замерзания и потом трактором между двух столбов.
Гибка – один из методов металлообработки, в процессе которого происходит пластическая деформация поверхностей и внутренних слоев заготовки. Он пригоден для всех пластичных сплавов и металлов. Чтобы придать материалу нужную форму и при этом не повредить заготовку, применяют специальный станок – шиногиб. Производство изделий нужной формы с помощью этого инструмента в ряде случаев гораздо дешевле и эффективнее пайки, сварки и литья.
Устройство и принцип работы станка

Шиногиб – станок для сгибания тонконесущих шин, позволяющий придать заготовке нужную форму под определенные условия монтажа. Наличие этого приспособления позволяет отказаться от молотка. В результате перегиб получается аккуратным и качественным, без утончения поверхности шины.
По функциональности шиногиб соответствует листогибочному станку, но предназначен для работы с узкими полосками металла. Инструмент более компактный и мобильный, поэтом его можно использовать непосредственно на объекте, где ведутся работы.
Виды и устройство
По принципу работы, все выпускаемые промышленностью шиногибы делятся на 2 группы: механические(ручные) и гидравлические.
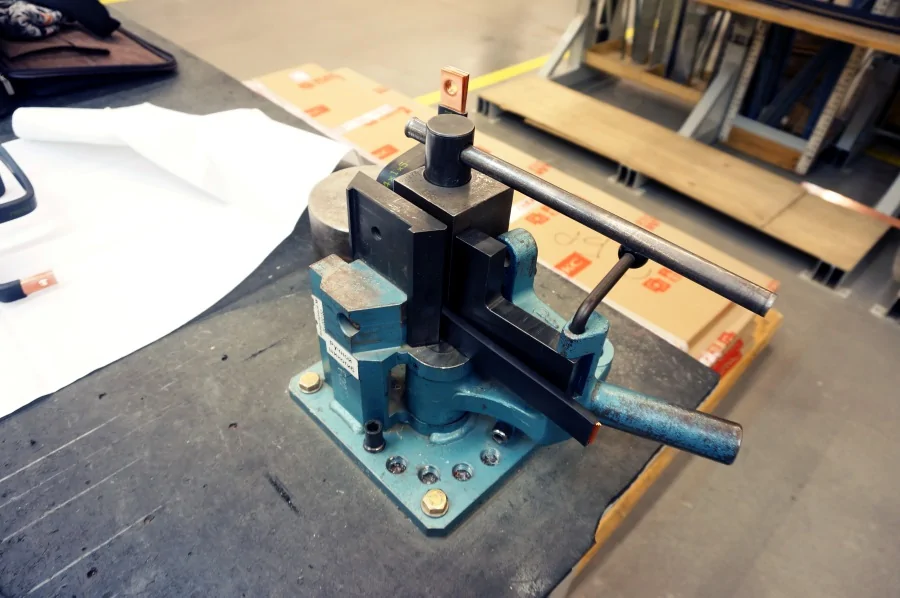
Ручной
Станок, работающий по принципу тисков. Представляет собой станок рамного типа, состоящий из следующих деталей:

- Станина. Ввиду незначительных нагрузок может быть изготовлена из квадратных стальных труб.
- Нижняя (неподвижная) половина штампа. Спроектирована под наиболее часто используемые углы гиба и размеры полок шины.
- Направляющие. Располагаются посредине опорных стоек станины.
- Винтовой ползун с подвижной половиной штампа. Устанавливается в верхней стойке станка.
- Маховичок. Предназначен для перемещения ползуна.
- Гайка. Деталь встроена в неподвижную перемычку посередине опорных стоек.
- Регулируемые упоры: слева и справа от нижней половины штампа.
- Возвратные пружины. Обеспечивают плавное снятие нагрузки на согнутую шину после гибки.
Иногда вместо маховичка приводом перемещения ползуна является винтовой домкрат. На таких моделях шиногибов расположена качательно двигающаяся ручка. Ею производится нагнетание масла в рабочую полость цилиндра, отвечающего за движение ползуна со штампом.
Такой станок не может обеспечивать стабильное усилие прижима заготовки шины, поскольку привод домкрата – обычно простого действия, и в период фазы холостого качания ручки усилие гибки несколько снижается.
Ручные шиногибы позволяют делать перегиб шин из алюминия и меди под углом в 90 градусов. В их основе лежит механизм винтового типа. При закручивании которого зазор на рабочем отделе инструмента постепенно уменьшается, что приводит к механическому воздействию на обрабатываемый материал, и он постепенно приобретает нужную форму.


Модели ручного вида позволяют контролировать степень перегиба шины только визуально. Если закрутить винт до конца, изделие будет загнуто под прямым углом.
Для обслуживания шиногиба достаточно иногда смазывать резьбовой механизм. Поломки такого станка происходят крайне редко, стоимость его невысока. В этом преимущества механических моделей.
К недостаткам можно отнести необходимость стационарного закрепления для работы. Если мастер гнет толстую заготовку, при попытке вращения рукояти для затягивания зажимного механизма проворачивается и сам инструмент. Чтобы этого не происходило, необходимо надежно закрепить.
Если работа ведется в мастерской, это не вызывает проблем, поскольку можно воспользоваться слесарным верстаком или тисками. При работе в полевых условиях нужно искать основу, к которой можно прикрепить станок.
Ручной шиногиб не всегда работает по принципу тисков. Существуют устройства с поворотным механизмом, в которых вся деформационная нагрузка на полосу создается исключительно от физической силы оператора. В устройство зажимается заготовка, после чего требуется надавить на ручку, применяемую как плечо.
В результате плечевого воздействия начинается деформация шины. Такие устройства неудобны, но могут позволить осуществлять сгиб заготовок больше чем на 90 градусов. Этот вид станков применяется только под тонкие и не широкие шины. Они максимально легкие.
Гидравлический


В промышленности гидравлические шиногибы практически полностью вытеснили механические модели. Это обусловлено высокой производительностью в сочетании с простым принципом работы агрегата. В конструкции гидравлических станков предусмотрен специальный механизм, позволяющий быстро, точно и с минимальным участием оператора задавать нужную форму шинам и пластинам.
Для обеспечения работы гидравлического сдавливающего домкрата устройство оснащается ручкой, которая задействует насос перегоняющий масло. Усилие на покачивание ручки насоса в десятки раз меньше, чем на вращение винта в механических шиногибах, и тем более чем давление на плечо в устройствах прямого воздействия.
Гидравлические устройства работают по принципу гильотины. Их рабочими частями являются матрица и пуансон, которые придают шине нужную форму. Эти части являются съемными и при необходимости могут меняться, если требуется добиться особой формы.
Гидравлический шиногиб имеет много общего с листогибочными станками, но является более упрощенной конструкцией, поскольку токопроводящие шины для электромонтажа редко требуют сложной деформации.


Скорость работы на гидравлическом шиногибе обеспечивается работой насоса, а также возможностью извлекать деталь сразу после придания ей нужной формы. После создания ручкой насоса достаточное давление для выдавливания штока цилиндра и деформации шины, нужно спустить гидравлическую жидкость с помощью переключателя или крана. Шток вернется в начальное положение и полосу можно извлечь за несколько секунд. В этом преимущества гидравлического станка.
Недостаток оборудования — более высокую стоимость и дорогостоящее обслуживание. Станок требует периодической замены гидравлической жидкости. Такие станки больше подвержены поломкам, поскольку имеют более сложную конструкцию со слабыми деталями: прокладки и трубки высокого давления.
Гидравлические станки бывают различной сдавливающей мощности и могут быть предназначены для небольших шин шириной до 120 мм и для массивных заготовок. Более легкие и слабые модели имеют в своем корпусе как рабочую часть, которая осуществляет деформацию шин, так и гидравлический цилиндр с ручкой. Такие приборы максимально компактны и легки.
Более производительные и мощные станки состоят из двух рабочих частей. Первая осуществляет деформацию и оснащается гидравлическим цилиндром, вторая представляет собой насос для нагнетания давления. Обе части соединяются между собой гибким шлангом высокого давления. Он подключается с помощью быстросъемного соединения. Это позволяет отключать насос от непосредственно самого шиногиба на время транспортировки и соединять их вместе для работы.
При необходимости прибор может подсоединятся к своему стационарному насосу, так и к более совершенным насосам, работающим от электрической тяги, которые не требуют покачивания ручкой.

Конструкция большинства моделей гидравлических шиногибов имеет схожую структуру:
- гидроцилиндр;
- станина;
- матрица или пуансон;
- штифт для фиксации откидной планки;
- ручка для переноса;
- быстроразъемное соединение (БРС);
- центрирующая скоба.
Станина может иметь лотки с отверстиями, с помощью которых инструмент размещают стационарно на рабочем столе в мастерской или цехе. Конструкция оборудования сборно-разборная. Инструмент можно быстро разобрать и в специальном кейсе переноски перевезти на место монтажа токоведущих шин.
Шиногибы работают по принципу холодной деформации. Металлическую заготовку устанавливают в рабочую зону, приводят аппарат в движение путем нагнетания давления. При таком воздействии происходит растяжение внешнего слоя поверхности детали и сжатие внутреннего. В результате заготовка приобретает необходимые формы.
Лучшие модели
Среди предлагаемых производителями гидравлических станков наибольшей популярностью и надежностью обладают следующие модели гидравлических станков:
SHTOK ПГШ-125Р+ 02016

Модель, позволяющая сделать качественный и ровный сгиб шин. Может использоваться для изделий с толщиной не более 12 миллиметров. Работает сразу в двух плоскостях: в вертикальной и в горизонтальной. Может приводиться в действие при помощи специального насоса, который нужно приобретать отдельно. Имеет общую массу в 85 кг. Максимальный угол загиба – 90 градусов. Мощность достигает 0,75 кВт. Модель отличается особым показателем прочности и долговечности.
ШГ-150А

Автономный станок для сгибания шин толщиной до 10 миллиметров и с шириной до 150 мм. Может работать со встроенным и с дополнительным выносным насосом. Имеет удобную разметку со значениями основных углов. Рабочая часть расположена вертикально, что обеспечивает максимальное удобство при сгибании длинномерных изделий. Агрегат максимально надежный из-за отсутствия быстро ломающихся элементов: шланги и соединения быстроразъемного вида.
SHTOK ШГ-150+ 02008

Профессиональная модель для промышленного производства. Имеет конструкцию вертикального типа. Оснащён специальным угловым профилем, который дает возможность согнуть длинные изделия под прямым углом. Инструмент создается исключительно из наиболее прочных материалов, что делает его эксплуатационный срок максимально продолжительным. Для функционирования модели требуется подключение специального насоса. Общий вес станка – 18 кг.
ШГГ-125Н-Р

Универсальный и мощный станок для гибки медных и алюминиевых шин с шириной до 125 миллиметров. Общий вес изделия 93 килограммов. Оснащен внешним насосом. На откидной верхней раме имеется удобная разметка, позволяющая контролировать значение угла при сгибании.
ШГ-200

Модель с выносным гидравлическим насосом. Обеспечивает ровные и качественные сгибы под прямым углом. Имеет довольно компактные размеры и относительно небольшую массу, поэтому ее легко можно транспортировать при необходимости.
КВТ ШГ-150 NEO

Агрегат оснащен координатной шкалой, что позволяет точно контролировать угол сгиба. Масса устройства – 17 кг.
Как правильно выбирать
Механические шиногибы – это простейшие механизмы, модели которых не имеют каких-либо конструктивных отличий.
При выборе гидравлического станка стоит обратить внимание на следующие параметры:
- Встроенный или внешний гидравлический механизм. Выносные насосы в комплектацию не входят, их необходимо приобретать дополнительно.
- Какие заготовки предполагается гнуть. Для гибки нетолстых заготовок, шириной не более 120 мм, вполне подойдут легкие, компактные модели. Для работы с толстыми деталями шириной до 150-200 мм лучше выбрать мощное оборудование – универсальные станки или столы для обработки токоведущих медных и алюминиевых шин.
Важно также учесть следующие характеристики оборудования:
- масса;
- максимальная ширина и толщина обрабатываемой металлической полосы;
- показатель прилагаемого усилия.
Частые вопросы
К такому результату приводит неправильная регулировка шарниров прижимной планки. Отрегулируйте их так, чтобы материал фиксировался легко и без дополнительных усилий. Неотрегулированные шарниры могут привести к их поломке, либо к недостаточному прижиму материала.
Шов трубы нужно пускать по плоскости гнутья, то есть по валикам, тогда он уходить в сторону не будет.
Для устранения неисправности необходимо заменить манжеты на поршне гидроцилиндра.
Центровочная скоба, предусмотренная в конструкции станков, необходима для наиболее правильной установки шины относительно центральной оси штока. В случае значительного смещения, возможна деформация зеркала гидроцилиндра.
Видео-обзор работы шиногиба
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Не удалось узреть сие нововведение, ни каких окошек не появляется при запуске без ключей. Выбор появляется только с ключом -sw (не вводится ключ конкретной программы): Brasol.exe -sw В интерактивном варианте выбора увеличенных альбомных форматов надписи размера уже выбранного формата и увеличенного/уменьшенного наползают друг на друга. Мне он тоже вроде не к чему, но возможно он кому-нибудь нужен и тогда было бы логичнее его убирать доп.настройкой, возможно так же добавить выбор для исключения неискользуемых других форматов (в том числе исключением увеличенных или ограничением количества увеличенных форматов), что бы не мозолили глаза и не соблазняли работников, когда на предприятии ограничивают формат максимальным размером на принтере/плоттере.
не открывается ссылка у меня ваша а второе это просто - есть коллаборация в создании машины в которой куча всего. никто не хочет показывать свои секреты )
Изолированные гибкие шины — современный, удобный и надёжный способ соединения в электрических щитах. Благодаря особой конструкции, гибкие шины выдерживают больший ток по сравнению с обычной шиной при том же сечении. При этом в отличие от провода не требуют для подключения наконечников и обладают меньшим радиусом изгиба.

Гибкая шина состоит из медных полос толщиной 0,8. 1 мм в оболочке из специального ПВХ-пластиката. Гибкие шины имеют широкую номенклатуру типоразмеров — как правило от 20×2 до 120×10, где первая цифра указывает на ширину медной пластины, а вторая — количество медных пластин толщиной 1 мм в пакете. Гибкие изолированные шины, как правило, используют для подключения электрических аппаратов к распределительным шинам, но с их помощью можно выполнить и любые другие виды электрических соединений, например, подключить шинопровод к трансформатору по стороне 0,4 кВ. При подключении НКУ к шинопроводам и трансформаторам гибкую шину используют также для компенсации процессов теплового расширения и защиты от вибрации.
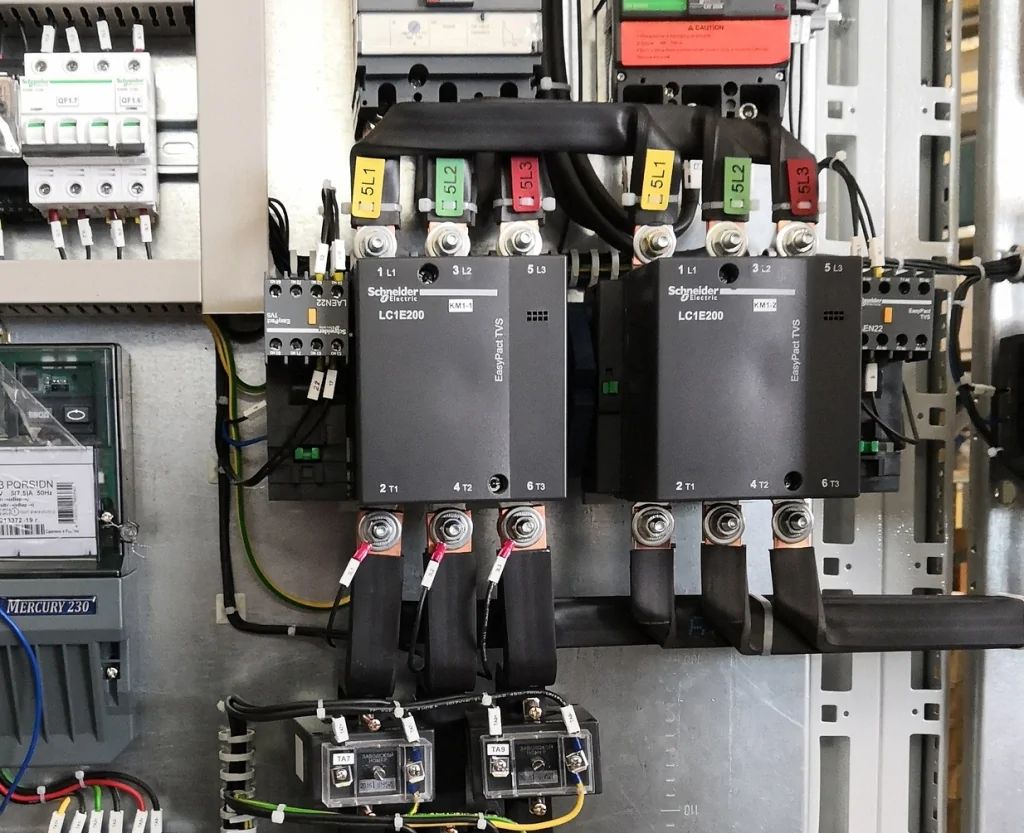
При том же сечении, гибкая шина выдерживает больший ток по сравнению с жёсткой, что позволяет снизить вес и габариты шкафа, а так же даёт больше возможностей по компановкам. Кроме того, замена жестких шин на гибкие позволяет снизить количество неизолированной ошиновки в шкафу, что повышает безопасность НКУ в целом.
Гибка
Гибкая шина по сравнению с обычной жесткой шиной гнётся легче. Однако это вовсе не значит, что любую шину можно легко согнуть. Чем больше толщина шины, тем сложнее её изгибать. Гибкую шину толщиной более 5мм гнут с помощью гидравлического пресса или ручного шиногиба. В ПУЭ нет требований к радиусу изгиба гибких шин, что иногда вызывает дополнительные вопросы, так как соблюдение радиуса изгиба у провода влияет на сохранность изоляции с течением времени, так как именно на сгибах изоляция стареет в первую очередь и, чем меньше радиус, тем больше вероятность что изоляция растрескается с течением времени. Мы рекомендуем соблюдать минимальный радиус изгиба равный толщине шины по меди (без учёта толщины изоляции). Таким образом для гибкой шины 32×10×1 минимальный радиус изгиба будет равен 10мм.
Резка
При необходимости отрезать гибкую шину можно и ножовкой, но если операций много, необходим специализированный инструмент. Для резки гибких шин используются специальные гильотины, где резка происходит за счет смещения — так же как при работе канцелярских ножниц, но сами лезвия при этом расположены параллельно друг другу во избежание замятия и смещения пластин. Сама гильотина может быть с ручным приводом и гидравлической.
Пробивка отверстий
В отличии от провода гибкая шина не нуждается в наконечниках — отверстие для присоединения делается непосредственно в самой шине. Сверлить гибкую шину обычным сверлом трудоёмко и неудобно, так как медь вязкий материал. При сверлении сверло часто закусывает, при этом само отверстие получается неровным, часто с рваными краями. Поэтому отверстия в медной шине не сверлят, а пробивают. Для гибкой шины при этом используют специальное приспособление, не позволяющие пластинам смещаться. Гидравлический пресс-перфоратор позволяет получить наиболее качественное отверстие: ровное, без смещения пластин и необходимости зачистки (удаления грата).
Гидравлический станок с установленным пуансоном для перфорации и блок резки гибких шин
Ручной универсальный станок
Влияние качества изоляции на монтажные работы
Изоляция шины должна быть достаточно прочной, так как через изоляцию прикладывается механическое усилие во время гибки. Однако, какой бы качественной не была изоляция, мы рекомендуем использовать специализированный инструмент для гибки и скрутки гибких шин, чтобы минимизировать механическое воздействие на изоляцию.
Крепление гибких шин в НКУ
При монтаже гибких шин, так же как и жёстких, необходимо использовать специальные крепления, обеспечивающие стойкость ошиновки к динамическим нагрузкам, возникающих во время короткого замыкания. Дополнительной функцией крепления может быть обеспечение воздушного зазора между шинами, чтобы улучшить естественное охлаждение и избежать перегрева.
Иллюстрация крепежа из инструкции Schneider Electric и шинодержателей Rittal, арт.: 3079.010 и 3079.000
Наборные шинодержатели АйДи
Выбор количества держателей и ограничения по току
Гибкие шины должны крепиться на не реже, чем через каждые 400 мм, если максимальный расчётных ток короткого замыкания не превышает 45 кА. В случае больших токов, рекомендуется использование жёсткой ошиновки. Среди производителей комплексных решений для сборки НКУ встречаются рекомендации по эксплуатации гибких шин с допустимым током до 100 кА, при этом оговаривается ряд условий. Расстояние между центрами шин должно быть минимально возможным для снижения влияния электродинамических сил, а количество шинодержателей и их тип должны быть подтверждены испытаниями.
Кабельные стяжки вместо держателей
Помимо специальных шинодержателей, для закрепления пакетов гибких шин могут использоваться стяжки. Для избежания прорезания изоляции шин в момент короткого замыкания, необходимо использовать стяжки шириной не менее 9 мм с выдерживаемой нагрузкой не менее 80 кг.
Выбор гибких шин по току нагрузки
В зависимости от способа прокладки (в пучке, раздельно и т.п.) и принимаемого допустимого превышения температуры шина надо температурой окружающей среды, шину одного и того же сечения можно использовать на разный длительно допустимый ток. При выборе гибкой шины по току в каталоге производителя можно найти таблицу, где в зависимости от Δt указываются разные допустимые токи.
Например, для шины 32×10 в каталоге Elexo 3 значения:
657A при Δt 30°С,
894A при Δt 50°С
1085A при Δt 70°С
Δt это допустимое превышение температуры шины над температурой окружающей среды. Например, если температура окружающего воздуха 30°С, а ток протекает 1085A, то шина 32×10 нагреется до температуры 100°С. Если, при тех же условиях будет протекать ток 657A, то шина нагреется до 60°С.
Какое Δt выбрать
Тепловыделение шин участвует в тепловом расчёте НКУ. Чем больше допустимое Δt принято проектировщиком, тем сильнее греется электроустановка. Температура окружающей среды в летнее время может достигать 50°С. Температура шин будет выше минимум на Δt, а при неэффективном охлаждении ещё выше. Чем выше температура, тем быстрее происходит старение изоляции. Максимальная длительно допустимая температура изоляции шин составляет 105°С. Поэтому мы не рекомендуем выбирать Δt более 50°С. Использования принудительной вентиляции следует избегать, так как возникает необходимость обслуживания и замены фильтров, а в случае выхода вентиляторов из строя возможен локальный перегрев шин. Соответственно, чем меньше Δt принято в расчётах, тем надёжнее электроустановка и выше её срок службы.
Выбор гибкой шины по сечению
Помимо рекомендаций по токовой нагрузке в каталогах производителей гибких шин, существуют рекомендации, указанные в каталогах производителей автоматических выключателей, а так же в нормативных документах. В этой статье мы собрали информацию, которую нам удалось найти.
| Оборудование | Сечение |
| NSX100 | 20×2 мм |
| NSX160/250 | 20×3 мм |
| NSX400 | 32×5 мм |
| NSX630 | 32×8 мм |
| INS125/160 | 20×2 мм |
| INS250 | 20×3 мм |
| INS400 | 32×5 мм |
| INS630 | 32×6 мм |
| Распред. блок Linergy FM 200 А | 20×3 мм |
| Распред. блок Linergy FC 3P | 32×8 мм |
| Распред. блок Linergy FC 4P | 32×8 мм |
| Fupact 250 | 24×5 мм |
| Fupact 400 | 32×5 мм |
| Fupact 630 | 32×8 мм |
В каталоге ОЕЗ можно найти следующие рекомендации:
| Рекомендуемые размеры шин и мин. сечения. Каталог Arion стр. 53 | |||||
| Выключатель | Номинал | Габарит | Кол-во шин в пакете | Размеры Cu шин | Мин. сечение |
| ARION WL1106. | 600 А | 1 | 1 шина | 60×10 мм | 600 мм² |
| ARION WL1108. | 800 А | 1 | 1 шина | 60×10 мм | 600 мм² |
| ARION WL1110. | 1 000 А | 1 | 1 шина | 60×10 мм | 600 мм² |
| ARION WL1112. | 1 250 А | 1 | 2 шины | 50×8 мм | 800 мм² |
| ARION WL1116. | 1 600 А | 1 | 2 шины | 50×10 мм | 1000 мм² |
| ARION WL1120. | 2 000 А | 1 | 3 шины | 50×10 мм | 1500 мм² |
| ARION WL1208. | 800 А | 2 | 1 шина | 80×8 мм | 500 мм² |
| ARION WL1212. | 1 250 А | 2 | 2 шины | 80×5 мм | 800 мм² |
| ARION WL1216. | 1 600 А | 2 | 2 шины | 80×8 мм | 1000 мм² |
| ARION WL1220. | 2 000 А | 2 | 4 шин | 80×5 мм | 1500 мм² |
| ARION WL1225. | 2 500 А | 2 | 3 шины | 80×8 мм | 2000 мм² |
| ARION WL1232. | 3 200 А | 2 | 4 шины | 80×10 мм | 3000 мм² |
| ARION WL1340. | 4 000 А | 3 | 4 шины | 120×10 мм | 4000 мм² |
| ARION WL1350. | 5 000 А | 3 | 5 шин | 120×10 мм | 6000 мм² |
| ARION WL1363. | 6 300 А | 3 | 6 шин | 120×10 мм | 7200 мм² |
| Диапазон испытательных токов | Шины | |
| Число | Размеры | |
| 400…500 А | 2 шт | 30×5 мм |
| 500…630 А | 40×5 мм | |
| 630…800 А | 50×5 мм | |
| 800…1000 А | 60×5 мм | |
| 1000…1250 А | 80×5 мм | |
| 1250…1600 А | 100×5 мм | |
| 1600…2000 А | 3 шт | |
| 2000…2500 А | 4 шт | |
| 2500…3150 А | 3 шт | 100×10 мм |
Гибкие шины, предназначенные для соединения между сборными шинами, выбираются с учётом следующих характеристик:
— максимальная температура внутри НКУ 60 °С,
что соответствует температуре окружающей среды 35 °С;
— максимально допустимая температура изоляции 125 °С.
Читайте также: