
Клапан подачи газа для сварочного полуавтомата
Обновлено: 03.05.2024
Подогреватель, расходомер и осушитель применяют при полуавтоматической сварке или как её еще называют MIG и MAG. Расходомер необходим для учета и установке оптимального расхода газа или сварочной смеси.
Поскольку углекислый газ в баллоне находится в жидком состоянии, при отборе из баллона происходит процесс испарения и превращение в газ, который уже поступает в сварочную горелку полуавтомата. В результате перехода из жидкого состояния в газообразное резко уменьшается температура газа и происходит процесс замерзания влаги в каналах редуктора и их заполнение льдом. Во избежание данного негативного эффекта применяют подогреватели газа, которые устанавливают между вентилем баллона и редуктором или расходомером. Но и этого иногда недостаточно так как из углекислоты необходимо удалить лишнюю влагу и для этого применяют осушители газа.
Содержание
Расходомер газа для сварки
Расходомеры газа используют поплавкового и дроссельного типа. Расходомеры поплавкового типа или ротаметры состоят из стеклянной трубки с внутренним коническим каналом. Трубка расположена вертикально широким концом кверху. Внутри трубки помещен поплавок, который свободно в ней перемещается. Газ подводят к нижнему концу трубки и отводят от верхнего. При прохождении по трубке газ поднимает поплавок до тех пор, пока зазор между поплавком и стенкой трубки не достигнет такой величины, при которой напор струи газа уравновесит вес поплавка. Чем больше расход газа, тем выше поднимается поплавок.


Каждый расходомер снабжен индивидуальным градировочным графиком, на котором отражена зависимость между делениями шкалы на трубке и расходом воздуха. Переделы расходов, измеряемых ротаметром, изменяют путем смены веса поплавка, изготовляя его из эбонита, дюралюминия, коррозионностойкой стали или других материалов.
Расходомер дроссельного типа устроен на принципе изменения перепада давления в камере до и после дросселирующей диафрагмы с отверстием малого размера. При прохождении газа через малое отверстие до и после диафрагмы устанавливается различное давление в зависимости от расхода газа. По этому перепаду давления судят о расходе. На каждый расходомер и газ строят индивидуальный график. Пределы измерения расходов изменяют, меняя диаметр отверстия в диафрагме. На этом принципе построены расходомеры редукторов У-30 и ДЗД-1-59М, которые позволяют измерять расход газа в пределах 2,5-55 л/мин.
Осушитель газа для сварки
Осушители газа для сварки применяют при использовании влажной углекислоты СО2. Осушители бывают:
Осушитель высокого давления устанавливают до понижающего редуктора. Осушитель газа имеет малые размеры и требует частой замены влагопоглотителя. Осушитель низкого давления имеет значительные размеры, его устанавливают после понижающего редуктора, он не требует частой замены влагопоглотителя. Такой осушитель одновременно является ресивером газа и повышает равномерность подачи газа. В качестве влагопоглотителя в осушителях газа используют силикагель и алюмогель, реже медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокалки при температуре 250-300°С.
Подогреватель газа для полуавтоматической сварки

Подогреватель газа углекислого газа является электрическим устройством и предназначен для подогрева углекислоты в целях защиты газовых каналов от замерзания. Он устанавливается перед понижающим редуктором. В целях безопасности подогреватели газа обычно делают с питанием от сети низкого напряжения 20 - 36 В и, как правило, подключаются к соответствующему разъему источника питания сварочного полуавтомата. Во избежание перегрева газового редуктора его следует отделить от подогревателя переходной трубкой длинной не менее 100 мм. Газ проходя через подогреватель газа нагревается до температуры 10-15°С.
Газовый клапан
Газовый клапан используют для экономии защитного газа или газовой смеси. Клапан целесообразно устанавливать по возможности ближе к сварочной горелке. В настоящие время наибольшие распространение получили электромагнитные газовые клапаны. В полуавтоматах находят применение газовые клапаны, встроенные в ручку держателя. Газовый клапан необходимо включать так, чтобы были обеспеченны предварительная или одновременная с зажиганием дуги подача защитного газа, а также его подача после обрыва дуги до полного затвердевания кратера шва. Желательно иметь возможность также включать подачу газа без включения сварки, что необходимо при настройке сварочной установки.
Смесители газов
Смесители газов предназначены для получения смесей газов в случае, когда нет возможности использовать заранее подготовленную сварочную смесь нужного состава.

В общем история такая.Сгорел у меня рукав на аппарате Telvin, рукав не съемный с механическим клапаном подачи углекислоты.В гараже у друга валялся Циклон со сгоревшей схемой управления и в отсыревшем состоянии.Решил я поставить полностью с него рукав, и в общем то все нормально получилось если бы не фокус с электроклапаном подачи кислоты, суть в том что за неимением штатной проводки для его установки я приделал его к двигателю подачи проволоки, но он почему то не работает в момент работы двигателя и в чем секрет я не догадался, клапан на 12 v.Если кто сталкивался, подскажите.

Так надо замерить было сначала напряжение на моторе. Если там мотор постоянного тока, то когда он настроен на маленькие обороты, на нём будет маленькое напряжение, и клапану его не хватит чтобы открыться. Но на нём могло быть и слишком большое напряжение, и клапан мог уже сгореть.
Нельзя так делать. Во-первых ничего не замерив, во-вторых из-за регулировки оборотов мотора, даже если там постоянный ток и около 12 вольт, то клапан либо будет греться или вообще сгорит с большой подачей, либо не будет открываться с маленькой.
Да знаю что накорявил, но увы в электрике не особо шарю.Клапан точно жив, я его проверил после, а двигатель и вправду настроен на маленькое напряжение по всей видимости.А куда в таком случае лучше подключить клапан?
Надо замерять, где можно взять 12-15 вольт. Возможно, на схему регулировки подаётся 12 вольт, а после схемы уже выходит отрегулированное напряжение на мотор. И можно взять эти неотрегулированные 12 вольт и они всегда там будут такие. Но это далеко не факт, что оно так окажется. Может выключатель подачи оказаться после схемы регулировки, тогда она постоянно будет включена, или напряжение может быть не то…
В общем в свежекупленном сварочном полуавтомате
от ПДГ-185 в комплектации РБР (встроенная горелка Binzel),
сразу же обнаружились проблеммы 🙁
При давлении СО2 начиная от 0,2 МПа и выше,
клапан газа однажды открывшись, не закрывается вообще.
При низком давлении все Ок.
По договоренности с фирмой поставщиком,
попытался заменить клапан сам (клапан стеклоомывателя ВАЗ 2108),
но замена результата не дала.
Однако был замечен следующий эффект.
Если на выход клапана не подключать рукав с горелкой,
то клапан нормально закрывается при рабочем давлении
в системе 0,3-0,5 МПа .
Попытался продуть рукав (ртом) и обнаружил очень
большое сопротивление.
Т.е. даже со снятым наконечником воздух шел,
но уж очень неохотно (ну уж никак не соответствуя
диаметру входной трубки).
Какие могут быть идеи на этот счет ?
Отчет и благодарности 🙂 Вчера вечером опять игрался с аппаратом.
При давлении 0,5 Атм через рукав газ почти не шел 🙁
Но в результате многочисленных ужимок и прыжков
(при выкрученном сопле) из рукава вылетела какая-то
х..ня и довольно больно ударилась мне в ладонь .
После чего газ пошел как положено.
Найти ее к сожалению не удалось, так как она
отскочила от ладони и куда-то улетела.
Хотя было-бы очень интересно узнать, что там было (!)
После этого аппарат стал нормально работать при
положенном давлении в 0,5 Атм.
Выражаю благодарность все, принявшим участие
в решении моей проблеммы.
И будьте бдительны, отечетвенный производитель не спит 🙂
Так сложилось, что я стал владельцем TEMP MIG 190R, полуавтомат довольно надежный, хотя и есть некоторые недостатки. Поговорим о них.

Первый из существенных недостатков, который был обнаружен это — плохая подача проволоки , точнее нестабильная подача, проволока заедала, варить было очень сложно. Причина плохой подачи — пластмассовый корпус роликов подачи, он не фиксировал надежно кожух, по которому идет проволока в рукаве, кожух заламывал проволоку и подача прекращалась. Вылечить удалось путем получения соосности между роликами и кожухом, таким образом, чтобы проволока после роликов прямой наводкой попадала в кожух без перегибов и изломов.

Второй недостаток, который проявился не сразу — это хлипкая не надежная горелка и такой же рукав, все сделано в Китае. Увидев и разобравшись с горелкой, я сначала обрадовался, так как она имела встроенный, механический клапан подачи газа, что довольно удобно и надежно. Но вскоре я разочаровался в этом клапане, так как он постоянно травил, а в последнее время дак и вовсе отказался перекрывать газ. При поиске в интернете мне постоянно попадались такие самые рукава, не вызывающие ни малейшей надежды. Я решил купить рукав без этого клапана и длиннее на 0,5м. Для перекрытия газа был куплен клапан-отсекатель, специальный для углекислоты по цене 11 долларов. Установка оказалась не сложной, понадобилось только два куска тонкого шланга, способного выдержать давление 0.5 — 1 атмосферу. Места соединения были проклеены белым автомобильным герметиком и обжаты стяжками. Питание электромагнитного запорного клапана подключил к питанию двигателя подачи проволоки.


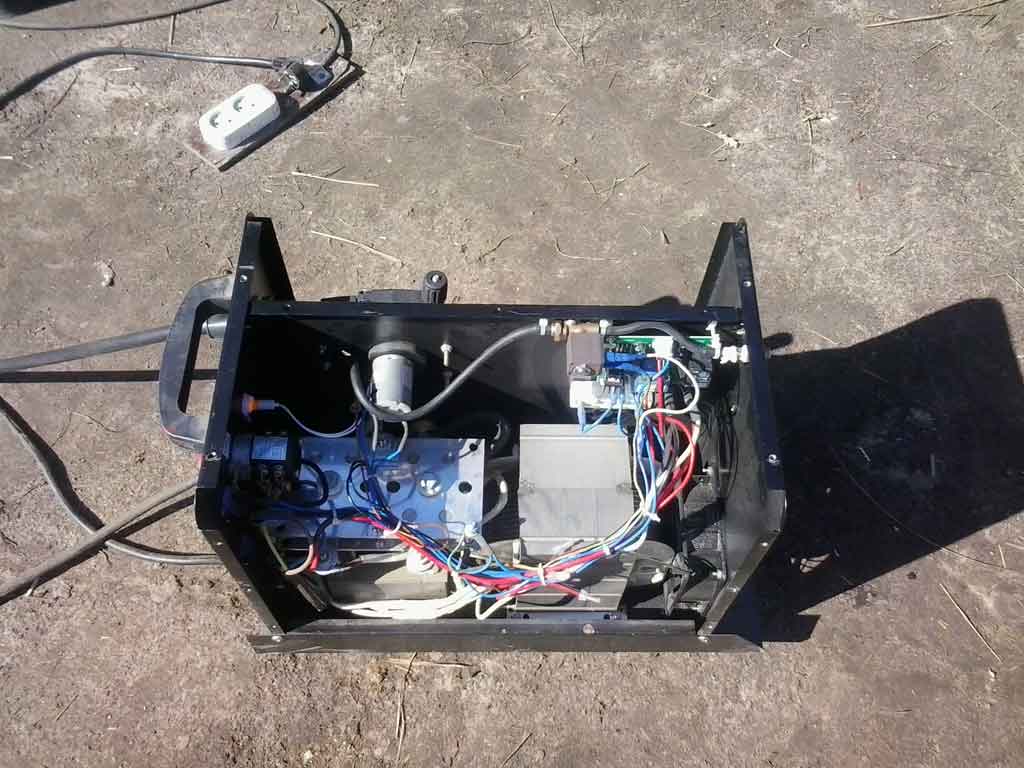
Внутренности полуавтомата 2
Спасибо за подписку!

Подающий механизм и новый рукав

Клапан установлен, вверху желтого цвета
Все готово к сборке
При выборе электроклапана обратите внимание на напряжение питания, встречал клапана отсечки с 12В, 24В (такой приобрел себе), 220В.
Клапан работает более чем исправно, после переделки использовал 10 кг проволоки, газ на манометре остается на месте . Экономия на лицо. Забыл упомянуть, что я уже использовал им около 35 кг проволоки, что совесем не мало для практически домашнего использования.
Из недостатков электромагнитного клапана могу отметить лишь звук его щелчка, что ИМХО маловажно. Также первые секунды сварки после подключения полуавтомата не всегда хороши, так как газ не успевает заполнить все трубки после клапана.
Вы зададите вопрос, ну так все же идет ли полуавтомат ТЕМП для сварки кузовного метала? Я отвечу прямо — сойдет. Не для професионального использования, возможно после некоторых доработок, но поварить автомобиль им можно, тем более если бюджет на покупку сварочного аппарата не высок. Я понимаю тех людей которые скажут, что лучше взять дорогой инверторный полуавтомат и варить в удовольствие, но не всегда люди могут себе позволить потратить 300 — 400 долларов на покупку брендовой вещи. Так что смело покупайте, берите гарантию и вперед!
Сварка проволокой в среде защитного газа позиционируется как инструмент для мастеров-любителей, тем не менее, технология работы имеет свои тонкости. Прежде всего, нужно понимать специфику работы сварочного полуавтомата, уметь выбирать расходные материалы и обслуживать оборудование в соответствии с техническим регламентом.

Особенности MIG-MAG аппаратов
Суть работы полуавтоматического сварочного аппарата заключается в механизированной подаче присадочной проволоки, находящейся под потенциалом постоянного пульсирующего тока. Для ионизации и поддержания дуги в зону сварки нагнетается защитный газ, в качестве которого обычно используется углекислота или смесь СО2 с аргоном. Главным преимуществом MIG-MAG служит абсолютная свобода сварки в любых пространственных положениях шва без изменения настроек и использования специальных приёмов работы.

Конструктивно сварочный аппарат включает инверторный преобразователь, устроенный по тому же принципу, что и в силовых блоках для сварки покрытыми электродами. Однако есть два специфичных узла: газовый клапан и устройство автоматической подачи проволоки. Оба они приводятся в действие одновременно с подачей напряжения на проволоку, однако быстродействие и порядок включения могут быть настроены индивидуально.
Протяжка проволоки может осуществляться двумя или четырьмя роликами, из которых только половина служит приводными, оставшиеся — прижимными. Качественный аппарат имеет переключатель скорости подачи, а наиболее совершенные — отдельный верньер для её регулировки. При этом скорость подачи проволоки дополнительно корректируется блоком управления в зависимости от величины сварочного тока.

Газовый клапан предназначен для подачи защитного газа в зону сварки перед подачей напряжения. В отличие от более продвинутого оборудования для сварки неплавящимся электродом, полуавтоматические сварочные аппараты не предусматривают возможности регулировки режимов подачи газа. Поэтому важно, чтобы самим блоком управления было предусмотрено небольшое опережение включения клапана при нажатии на пусковую кнопку, чтобы выгнать воздух из горелки и рукава. Продувка при завершении сварки полуавтоматом не требуется. Для регулировки скорости прокачки газа используют специальные баллонные редукторы с расходомером.
Отдельно нужно коснуться вопроса выбора мощности. В любительском сегменте максимальный рабочий ток аппарата ограничен 160–180 А, чего абсолютно достаточно для обучения и работы с проволокой до 0,8 мм. Предельный ток в таком случае составляет 120–130 А, однако при определённой сноровке проволокой 0,8 мм можно варить и на токах до 160 А, добиваясь глубины провара 4,5–5 мм. При последующем увеличении силы тока глубина провара не увеличивается, для этого требуется использовать больший диаметр присадочного материала. Соответственно предельный ток аппарата должен составлять не менее 180–200 А для проволоки в 1 мм, от 240 мм для проволоки 1,2 мм и так далее с градацией в 30–40 А.
Выбор горелки и рукава
Разнообразие MIG-MAG горелок гораздо выше, нежели сварочных аппаратов, что объясняется как индивидуальными потребностями к эргономике, так и всевозможными технологическими особенностями конструкции, за счёт которых решается ряд специфических задач по сварке металлов. И все же выбрать подходящую горелку для начинающего пользователя достаточно просто, важно лишь учитывать несколько обстоятельств.

Для начала следует отсеять все варианты, не имеющие унифицированного евроразъёма: горелки именно этого типа распространены гораздо больше, а потому взаимозаменяемы как в сборе, так и по части расходных элементов. Например, диаметр и шаг резьбы токосъёмных наконечников в них практически одинаковы, то же касается и наконечника сопла с его системой фиксации.
Длина рукава обычно составляет 3 метра, реже попадаются 4-метровые модификации. Покупать горелку с рукавом 5 метров не имеет смысла: для протяжки проволоки такой длины требуется усовершенствованный механизм подачи с двумя приводными роликами, да и он справляется не всегда. Впрочем, современная инверторная техника обладает малым весом, а потому возможный недостаток длины рукава легко компенсируется более длинными газовым шлангом и шнуром питания.
Отдельное внимание нужно уделить типу канала для проволоки. Для стальных присадок внутри рукава устанавливают металлический канал спирально-навивного типа, в случае же использования алюминиевой проволоки требуется установка тефлонового канала для исключения усиленного трения мягкого металла о стенки. Внутренний диаметр канала должен выбираться в соответствии с толщиной используемой проволоки, как правило, есть три градации этого параметра, маркируемые цветом наружной оболочки.
Для возможности сварки на обратной полярности, когда поток электронов направлен от детали к соплу и сильно разогревает его, рекомендуется выбрать горелку с увеличенной длиной гусака для снижения степени нагрева и дополнительным радиаторным оребрением шейки. Вопрос перегрева эффективно решен в горелках с водяным охлаждением, однако это не лучший выбор для начинающего сварщика, ведь помимо насосной станции также требуется использование сварочного аппарата с увеличенной продолжительностью включения вплоть до 100%.

Допустимый рабочий ток горелки должен быть выше возможностей аппарата на 20–25%. Из дополнительных полезных опций можно отметить наличие в рукоятке клапана, наличие которого избавляет необходимости каждый раз продувать рукав после длительного перерыва в работе. Также очень хорошо себя рекомендуют горелки с шарнирно-поворотным вводом рукава, они более долговечны.
Настройка и обслуживание сопла и горелки
Обязанность каждого сварщика — следить за состоянием сопла и вовремя его обслуживать. В основном это касается наконечника, через который осуществляется передача сварочного тока на проволоку. Его диаметр выбирается в соответствии с толщиной присадочного материала, при этом допуск по зазору в отверстии строго регламентирован.

Со временем из-за трения отверстие в наконечнике увеличивается, что приводит к ухудшению токосъёма. Это выражается в ухудшении стабильности горения дуги и появлении характерного треска при сварке. В среднем замена сопла требуется регулярно по мере расходования проволоки, этот элемент нужно менять после отработки 2–2,5 кг присадочного материала. В процессе замены используется специальный ключ из комплекта поставки, которым старый наконечник отвинчивается, а новый вкручивается на место, при этом усилие затяжки не должно быть избыточным, чтобы не вывернуть газовый распылитель, имеющий левую резьбу.
Отдельно нужно следить за состоянием протяжного канала. Медное покрытие по мере прохождения через протяжной механизм и канал постепенно осыпается, из-за чего возможно заклинивание проволоки в канале. Чтобы этого не случилось, после отработки каждых 5 кг проволоки рукав необходимо продувать сжатым воздухом.

Помимо стандартной омедненной проволоки диаметром от 0,8 мм до 1,6 мм (с шагом 0,2 мм) существует также специальная порошковая. При ее использовании наличие защитного газа в зоне сварки не требуется, однако, это более дорогой тип присадки. Как правило, сварщики держат в запасе небольшое количество такой проволоки на случай непредвиденного окончания углекислоты или для выездных работ. Порошковая проволока более дорогостоящая, она не предназначена для постоянного использования из-за более интенсивного образования искр при сварке, что не добавляет долговечности соплу и наконечнику. В целом, чтобы избежать налипания брызг металла на внутренней поверхности сопла, можно рекомендовать использование антипригарного спрея.
Первый пуск и обслуживание
Прежде чем дать первую искру новым аппаратом, необходимо произвести его первичное обслуживание. Для начала следует удалить остатки консервационной смазки с роликов прижимного механизма, для чего хорошо подходят очистители тормозных дисков в формате аэрозоля. Впоследствии ролики нужно поддерживать чистыми и сухими, проводя их периодическую очистку при каждой замене токосъемного наконечника. При очередной продувке рукава не будет лишним очистить канал приводного валика: нажав кнопку принудительной подачи проволоки, удалить шилом из паза медную пыль, а затем немного отшлифовать поверхность шкуркой-нулёвкой.

Перед первым пуском необходимо настроить усилие тормозного механизма путем вращения осевого винта. Ступица должна относительно легко поворачиваться рукой при полном отсутствии инерционного выбега. То есть, при резком повороте катушки с проволокой, она должна останавливаться ровно в том положении, при котором было прекращено поворотное усилие. Механизм торможения не следует смазывать, достаточно лишь 1–2 раза в год внести в область прижимного винта скудное количество антипригарного спрея.
После установки кассеты с присадкой и её фиксации гайкой-барашком, край проволоки аккуратно извлекается из стопорного отверстия в стенке катушки и укладывается в паз приводного ролика, а затем заводится в отверстие коннектора. При этом проволоку нельзя выпускать из рук, иначе она мгновенно размотается. Когда конец проволоки выступит из разъёма на 20–30 мм, опускается прижимной ролик. Обычно его снабжают регулируемым прижимным устройством, маховик которого в нормальном режиме эксплуатации должен находиться на отметке между 2 и 3.

Когда механизм прижима настроен, выступающий край проволоки аккуратно заводят в канал рукава и устанавливают на место разъём. Обращаем внимание, что при замене проволоки до полного расходования катушки её обычно обрезают кусачками, из-за чего образуется приплюснутый край. Чтобы проволока не застряла при очередной протяжке, заусенцы нужно тщательно удалить надфилем.
После подготовки сварочного аппарата необходимо подключить к нему газобалонное оборудование. Для этих целей оптимально подойдет армированный шланг, который одним концом надевается на штуцер редуктора, а другим крепится к штатному подводу аппарата, где обжимается винтовым хомутом. Когда газ подключен, необходимо открутить вентиль на баллоне, установить выходное давление согласно паспорта сварочного оборудования и настроить расход. Теперь можно осуществлять первую пробу полуавтомата.
Режимы сварки
Как правило, сварочные аппараты MIG-MAG имеют два верньера для регулировки напряжения и силы сварочного тока. Также возможно наличие регулятора индуктивности, позволяющего добиться более точной настройки режимов сварки. Нужно отметить, что отсутствие такого регулятора не свидетельствует о несовершенстве аппарата: вполне возможно, что подстройка индуктивности сварочного тока осуществляется контроллером автоматически.

Устанавливать действующее значение силы сварочного тока следует в точном соответствии с параметрами, указанными на упаковке проволоки. Регуляторам напряжения и индуктивности необходимо изначально придать среднее положение и опробовать автомат в работе. Если при сварке слышен треск, дуга горит нестабильно или наблюдается испарение металла, это устраняется регулировкой приложенного напряжения, которое в целом определяет температуру плавления. В зависимости от толщины и типа свариваемых металлов, может требоваться разное приложенное напряжение, поэтому перед свариванием очередной конструкции полуавтоматом обычно выполняют несколько пробных швов.
Настройка индуктивности помогает регулировать глубину провара и ширину сварочной ванны. На минимальных значениях будет образовываться узкий шов с высоким остроконечным валиком. Если же придать максимальное значение, валик будет более пологим, а глубина провара приблизится к максимальному значению для данного типа проволоки.
Сварка проволокой в среде защитного газа позиционируется как инструмент для мастеров-любителей, тем не менее, технология работы имеет свои тонкости. Прежде всего, нужно понимать специфику работы сварочного полуавтомата, уметь выбирать расходные материалы и обслуживать оборудование в соответствии с техническим регламентом.
Особенности MIG-MAG аппаратов
Суть работы полуавтоматического сварочного аппарата заключается в механизированной подаче присадочной проволоки, находящейся под потенциалом постоянного пульсирующего тока. Для ионизации и поддержания дуги в зону сварки нагнетается защитный газ, в качестве которого обычно используется углекислота или смесь СО2 с аргоном. Главным преимуществом MIG-MAG служит абсолютная свобода сварки в любых пространственных положениях шва без изменения настроек и использования специальных приёмов работы.
Конструктивно сварочный аппарат включает инверторный преобразователь, устроенный по тому же принципу, что и в силовых блоках для сварки покрытыми электродами. Однако есть два специфичных узла: газовый клапан и устройство автоматической подачи проволоки. Оба они приводятся в действие одновременно с подачей напряжения на проволоку, однако быстродействие и порядок включения могут быть настроены индивидуально.
Протяжка проволоки может осуществляться двумя или четырьмя роликами, из которых только половина служит приводными, оставшиеся — прижимными. Качественный аппарат имеет переключатель скорости подачи, а наиболее совершенные — отдельный верньер для её регулировки. При этом скорость подачи проволоки дополнительно корректируется блоком управления в зависимости от величины сварочного тока.
Газовый клапан предназначен для подачи защитного газа в зону сварки перед подачей напряжения. В отличие от более продвинутого оборудования для сварки неплавящимся электродом, полуавтоматические сварочные аппараты не предусматривают возможности регулировки режимов подачи газа. Поэтому важно, чтобы самим блоком управления было предусмотрено небольшое опережение включения клапана при нажатии на пусковую кнопку, чтобы выгнать воздух из горелки и рукава. Продувка при завершении сварки полуавтоматом не требуется. Для регулировки скорости прокачки газа используют специальные баллонные редукторы с расходомером.
Отдельно нужно коснуться вопроса выбора мощности. В любительском сегменте максимальный рабочий ток аппарата ограничен 160–180 А, чего абсолютно достаточно для обучения и работы с проволокой до 0,8 мм. Предельный ток в таком случае составляет 120–130 А, однако при определённой сноровке проволокой 0,8 мм можно варить и на токах до 160 А, добиваясь глубины провара 4,5–5 мм. При последующем увеличении силы тока глубина провара не увеличивается, для этого требуется использовать больший диаметр присадочного материала. Соответственно предельный ток аппарата должен составлять не менее 180–200 А для проволоки в 1 мм, от 240 мм для проволоки 1,2 мм и так далее с градацией в 30–40 А.
Выбор горелки и рукава
Разнообразие MIG-MAG горелок гораздо выше, нежели сварочных аппаратов, что объясняется как индивидуальными потребностями к эргономике, так и всевозможными технологическими особенностями конструкции, за счёт которых решается ряд специфических задач по сварке металлов. И все же выбрать подходящую горелку для начинающего пользователя достаточно просто, важно лишь учитывать несколько обстоятельств.
Для начала следует отсеять все варианты, не имеющие унифицированного евроразъёма: горелки именно этого типа распространены гораздо больше, а потому взаимозаменяемы как в сборе, так и по части расходных элементов. Например, диаметр и шаг резьбы токосъёмных наконечников в них практически одинаковы, то же касается и наконечника сопла с его системой фиксации.
Длина рукава обычно составляет 3 метра, реже попадаются 4-метровые модификации. Покупать горелку с рукавом 5 метров не имеет смысла: для протяжки проволоки такой длины требуется усовершенствованный механизм подачи с двумя приводными роликами, да и он справляется не всегда. Впрочем, современная инверторная техника обладает малым весом, а потому возможный недостаток длины рукава легко компенсируется более длинными газовым шлангом и шнуром питания.
Отдельное внимание нужно уделить типу канала для проволоки. Для стальных присадок внутри рукава устанавливают металлический канал спирально-навивного типа, в случае же использования алюминиевой проволоки требуется установка тефлонового канала для исключения усиленного трения мягкого металла о стенки. Внутренний диаметр канала должен выбираться в соответствии с толщиной используемой проволоки, как правило, есть три градации этого параметра, маркируемые цветом наружной оболочки.
Для возможности сварки на обратной полярности, когда поток электронов направлен от детали к соплу и сильно разогревает его, рекомендуется выбрать горелку с увеличенной длиной гусака для снижения степени нагрева и дополнительным радиаторным оребрением шейки. Вопрос перегрева эффективно решен в горелках с водяным охлаждением, однако это не лучший выбор для начинающего сварщика, ведь помимо насосной станции также требуется использование сварочного аппарата с увеличенной продолжительностью включения вплоть до 100%.
Допустимый рабочий ток горелки должен быть выше возможностей аппарата на 20–25%. Из дополнительных полезных опций можно отметить наличие в рукоятке клапана, наличие которого избавляет необходимости каждый раз продувать рукав после длительного перерыва в работе. Также очень хорошо себя рекомендуют горелки с шарнирно-поворотным вводом рукава, они более долговечны.
Настройка и обслуживание сопла и горелки
Обязанность каждого сварщика — следить за состоянием сопла и вовремя его обслуживать. В основном это касается наконечника, через который осуществляется передача сварочного тока на проволоку. Его диаметр выбирается в соответствии с толщиной присадочного материала, при этом допуск по зазору в отверстии строго регламентирован.
Со временем из-за трения отверстие в наконечнике увеличивается, что приводит к ухудшению токосъёма. Это выражается в ухудшении стабильности горения дуги и появлении характерного треска при сварке. В среднем замена сопла требуется регулярно по мере расходования проволоки, этот элемент нужно менять после отработки 2–2,5 кг присадочного материала. В процессе замены используется специальный ключ из комплекта поставки, которым старый наконечник отвинчивается, а новый вкручивается на место, при этом усилие затяжки не должно быть избыточным, чтобы не вывернуть газовый распылитель, имеющий левую резьбу.
Отдельно нужно следить за состоянием протяжного канала. Медное покрытие по мере прохождения через протяжной механизм и канал постепенно осыпается, из-за чего возможно заклинивание проволоки в канале. Чтобы этого не случилось, после отработки каждых 5 кг проволоки рукав необходимо продувать сжатым воздухом.
Помимо стандартной омедненной проволоки диаметром от 0,8 мм до 1,6 мм (с шагом 0,2 мм) существует также специальная порошковая. При ее использовании наличие защитного газа в зоне сварки не требуется, однако, это более дорогой тип присадки. Как правило, сварщики держат в запасе небольшое количество такой проволоки на случай непредвиденного окончания углекислоты или для выездных работ. Порошковая проволока более дорогостоящая, она не предназначена для постоянного использования из-за более интенсивного образования искр при сварке, что не добавляет долговечности соплу и наконечнику. В целом, чтобы избежать налипания брызг металла на внутренней поверхности сопла, можно рекомендовать использование антипригарного спрея.
Первый пуск и обслуживание
Прежде чем дать первую искру новым аппаратом, необходимо произвести его первичное обслуживание. Для начала следует удалить остатки консервационной смазки с роликов прижимного механизма, для чего хорошо подходят очистители тормозных дисков в формате аэрозоля. Впоследствии ролики нужно поддерживать чистыми и сухими, проводя их периодическую очистку при каждой замене токосъемного наконечника. При очередной продувке рукава не будет лишним очистить канал приводного валика: нажав кнопку принудительной подачи проволоки, удалить шилом из паза медную пыль, а затем немного отшлифовать поверхность шкуркой-нулёвкой.
Перед первым пуском необходимо настроить усилие тормозного механизма путем вращения осевого винта. Ступица должна относительно легко поворачиваться рукой при полном отсутствии инерционного выбега. То есть, при резком повороте катушки с проволокой, она должна останавливаться ровно в том положении, при котором было прекращено поворотное усилие. Механизм торможения не следует смазывать, достаточно лишь 1–2 раза в год внести в область прижимного винта скудное количество антипригарного спрея.
После установки кассеты с присадкой и её фиксации гайкой-барашком, край проволоки аккуратно извлекается из стопорного отверстия в стенке катушки и укладывается в паз приводного ролика, а затем заводится в отверстие коннектора. При этом проволоку нельзя выпускать из рук, иначе она мгновенно размотается. Когда конец проволоки выступит из разъёма на 20–30 мм, опускается прижимной ролик. Обычно его снабжают регулируемым прижимным устройством, маховик которого в нормальном режиме эксплуатации должен находиться на отметке между 2 и 3.
Когда механизм прижима настроен, выступающий край проволоки аккуратно заводят в канал рукава и устанавливают на место разъём. Обращаем внимание, что при замене проволоки до полного расходования катушки её обычно обрезают кусачками, из-за чего образуется приплюснутый край. Чтобы проволока не застряла при очередной протяжке, заусенцы нужно тщательно удалить надфилем.
После подготовки сварочного аппарата необходимо подключить к нему газобалонное оборудование. Для этих целей оптимально подойдет армированный шланг, который одним концом надевается на штуцер редуктора, а другим крепится к штатному подводу аппарата, где обжимается винтовым хомутом. Когда газ подключен, необходимо открутить вентиль на баллоне, установить выходное давление согласно паспорта сварочного оборудования и настроить расход. Теперь можно осуществлять первую пробу полуавтомата.
Режимы сварки
Как правило, сварочные аппараты MIG-MAG имеют два верньера для регулировки напряжения и силы сварочного тока. Также возможно наличие регулятора индуктивности, позволяющего добиться более точной настройки режимов сварки. Нужно отметить, что отсутствие такого регулятора не свидетельствует о несовершенстве аппарата: вполне возможно, что подстройка индуктивности сварочного тока осуществляется контроллером автоматически.
Устанавливать действующее значение силы сварочного тока следует в точном соответствии с параметрами, указанными на упаковке проволоки. Регуляторам напряжения и индуктивности необходимо изначально придать среднее положение и опробовать автомат в работе. Если при сварке слышен треск, дуга горит нестабильно или наблюдается испарение металла, это устраняется регулировкой приложенного напряжения, которое в целом определяет температуру плавления. В зависимости от толщины и типа свариваемых металлов, может требоваться разное приложенное напряжение, поэтому перед свариванием очередной конструкции полуавтоматом обычно выполняют несколько пробных швов.
Настройка индуктивности помогает регулировать глубину провара и ширину сварочной ванны. На минимальных значениях будет образовываться узкий шов с высоким остроконечным валиком. Если же придать максимальное значение, валик будет более пологим, а глубина провара приблизится к максимальному значению для данного типа проволоки.
Читайте также: