
Проточка головок иж юпитер
Обновлено: 23.06.2024
Мотоцикл Иж Юпитер 5, в общем сосед из под головки, я уже не знаю что делать, какие прокладки ставить, думал уже ее на герметик посадить.Подскажите что делать?
у мя подобная бадия была. я головку притирал. кароче взял свечку нерабочую керамику разбил. и прикрутил в головку. потом наспыл песка мелкого и эту свечку подосоединил к дрели и крутил около 5 минут и ща норма=)
свернуть ветку
купи прокладка продается специальная под головку, не помню из какого железа,кружок такой и полож под головку и все,затяни нормально,так же было
свернуть ветку
медная прокладка фуфло,щяс есть паранитовые прокладки,внутри медные нитки. просто супер.
свернуть ветку

гильзы пришлось заменить, по двум причинам. первая причина - микротрещины, вторая - плохой натяг гильзы в рубашке, в результате которого гильзу провернуло при расточке. гильзы заменили и теперь все в порядке, они уже имеют почти допиленные продувочные окна, нужно всего-лишь подкорректировать впускные и выхлопные окна.




также отфрезерована привалочная плоскость картера, завал был около 3х соток с обеих сторон.

Другие записи в этом бортжурнале

Сборка, покраска, установка форсированного мотора
В настоящий момент мотор уже был давно собран ( лето 2019) и осенью этого же года благополучно сжег поршень насквозь. пишу в журнал чисто из. Читать далее

Поршни с тонкими стальными кольцами 1,2мм + поджатые головки
поршня имеют диаметр 62,5головки с уменьшенной камерой сгорания. кольца очень достойные, стальные, со специальным покрытием. с вид. Читать далее

ЛК и домики к ним.
Были приобретены реплики лепестковых клапанов от yamaha rd350, со стальными лепестками, а также литые алюминиевые корпуса к ним. Сами лк . Читать далее

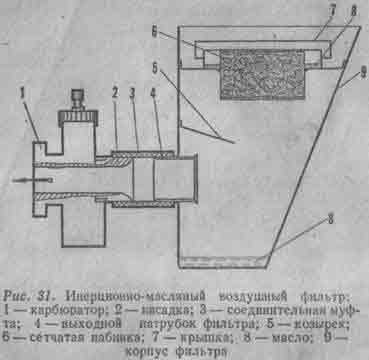
Для всех систем и конструкций воздушных фильтров, применяемых на мотоциклах, основное требование - иметь наименьшую скорость потока воздуха, проходящего через фильтр. Это достигается большим объемом фильтра и большой площадью фильтрующей поверхности. Кроме того, при установке воздушного фильтра нужно помнить, что расстояние между карбюратором и стенкой фильтра должно быть не менее двух с половиной диаметров диффузора карбюратора и диаметр соединительного патрубка-не менее диаметра карбюратора. Лучше всего, когда установлена специальная насадка на карбюратор, а она уже при помощи уплотнительной резинки соединена с воздушным фильтром (рис. 31). Чтобы уменьшить потери мощности двигателя на больших оборотах, рекомендуется объем корпуса фильтра делать равным или большим двадцати объемов цилиндра Vф > 20 Vц где Vф - объем фильтра; Vц -объем цилиндра. На мотоциклах классов 250-750 см3 трудно разместить воздушный фильтр нужного объема, поэтому приходится устанавливать фильтры по имеющемуся месту, но все время стремясь к идеальному варианту.
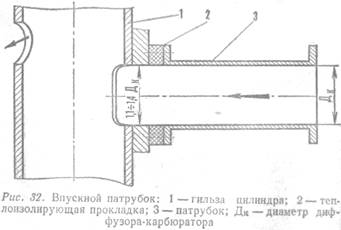
Длина впускного патрубка подбирается в зависимости от фазы газораспределения, диаметра диффузора карбюратора и предполагаемых максимальных оборотов двигателя. Основное правило: чем меньше фаза впуска и диаметр диффузора, тем короче впускной патрубок. Нужная длина впускного патрубка подбирается путем установки и подбора длины дистанционных вставок между карбюратором и цилиндром. Обычно при доводке двигателя на испытательном стенде для данного двигателя подбирается наилучшая длина впускного патрубка. А потом для подобных двигателей изготавливаются патрубки, по длине соответствующие подобранному на стенде. Эту работу можно произвести в обычных дорожных условиях методом засечки времени при прохождении прямого отрезка трассы. Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра, т. е. использование давления столба воздуха во впускном патрубке. Замечено, что более длинный впускной патрубок улучшает работу двигателя на низких оборотах, а более короткий - лучше для больших оборотов. Для каждого двигателя нужно подобрать оптимальную длину впускного тракта (от зеркала цилиндра до конца насадки). Внутренняя поверхность патрубка чисто обрабатывается и полируется до блеска. На кроссовых мотоциклах желательно устанавливать впускной патрубок под прямым углом к оси цилиндра. Установка впускного патрубка под углом уменьшает эффективную площадь впускного окна. Например: при установке впускного патрубка под углом 45° F = 7,76 см х соs45° = 5,55 cм2, т. е. 70,6% от общей площади. Такое расположение впускного патрубка невыгодно, хотя и дает более плавный поток по сравнению с патрубком, расположенным под углом 90°. Иногда как исключение из-за конструктивных неудобств (низкая горловина картера и т. д.) приходится располагать впускной патрубок под некоторым углом к оси цилиндра. В этом случае всасывающее окно делают шире, сохраняя пропускную способность окна (рис. 33).

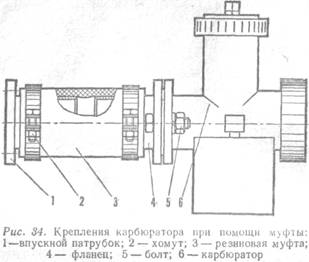
Для получения более плотного заряда свежей смеси между впускным патрубком и рубашкой цилиндра, к которой он крепится, рекомендуется устанавливать толстую ,(5 - 8 мм) специальную прокладку из теплоизоляционного материала либо соединять карбюратор с патрубком через резиновый шланг. Патрубок карбюратора надежно прикрепляется к рубашке цилиндра четырьмя, а при разделенном третьим каналом патрубке пятью болтами или шпильками. Для лучшей герметичности соединения уплотнительные прокладки лучше всего делать из паранита толщиной 0,5 мм и смазывать бакелитовым лаком. После закрепления патрубка проверить, чтобы прокладки не перекрывали сечение окна. В случае использования бензомаслостойкого шланга между цилиндром и карбюратором, для уменьшения нагрева и вибрации карбюратора, следует обратить внимание на надежность закрепления шланга хомутами к патрубку и вставке карбюратора (рис. 34).
Разрыв между патрубком и вставкой 5-10 мм считается достаточным. Длину впускного патрубка подбирают экспериментально, и зависит она от конструкции двигателя. На двигателях кроссовых мотоциклов длина впускного патрубка колеблется от 50 до 200 мм (измеряя от зеркала цилиндра до распылителя карбюратора). Общая длина впускного тракта подбирается экспериментально для каждого двигателя и может быть 200-350 мм. Суммарная длина впускного тракта состоит: ? Lвп =? + L1 + Lk + L2 где ? - длина тракта в цилиндре; L1 - длина впускного патрубка; Lk -длина карбюратора; L2- длина насадки от карбюратора до воздушного фильтра. Подбор оптимальной длины впускного тракта для каждого двигателя производится на стенде либо на дороге с помощью засечки времени. Оптимальную длину впускного тракта, обеспечивающую максимальную мощность двигателя, можно рассчитать по формуле: ? Lвп = Где n - число оборотов коленчатого вала ab - средний диаметр воздушного фильтра a - cкорость звука (20,1Т м/сек) Т вп = 273+t0вч С t0вч С - температура смеси после карбюратора.

При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца - ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).




Материал заготовки сталь 40X. Точение по копиру. Наибольший размер 65,6 +0.1 -0.5 мм. 3. Расточка по копиру, выдержав радиальную толщину 2,9 - 0,1 мм 4. На токарном станке нарезать заготовки высотой 3,4- 0,1 мм. 5. Произвести закалку и отпуск до НRс = 43-11 в термофиксаторе. 6. Плоское шлифование размер 3-0.05 мм каждого кольца. 7. Вырезка замка на отрезном круге. Припилить замок под стопор до размера 2+0,1 -0,15мм в стакане O62,25. 8. В специальных приспособлениях (оправках): а) расточить кольца до 0 57+0,05 б) обточить до O61,б-0,02 в) снять острые кромки с углов R=0.3мм 9. Набор колец надеть на оправку под хромирование. Замки зачеканить свинцом. Биение по диаметру допускается не более 0,05 мм. 10. На оправке под хромирование шлифовать до O61,45-0,02 мм 11. Хромировать. Толщина хрома не менее 0,17 мм на сторону. 12. Снова шлифовать на этой же оправке до O61,75+0,03 13. Готовые кольца расточить под L-образное сечение (рис. 40) в специальном стакане с гайкой, удерживающей кольцо

14. Обезводородить кольца. Кольца готовы. Дальнейшее обращение с кольцами должно быть аккуратным. Их поюмещают в коробку или специальный стакан, лишний раз не берут в руки до установки на поршень. Поршневой палец. Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)

При имеющихся в настоящее время хороших маслах мазка из бензина с маслом является вполне удовлетворительной для соревнований по мотокроссу. Но важно помнить, что подшипнику нижней головки шатуна не хватает смазки, поэтому надо его смазывать как можно больше. С этой целью диаметр внутренних дисков маховика должен быть на уровне наружного диаметра нижней головки шатуна (рис. 42), т. е. максимально малый диаметр щек коленчатого вала.

Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.). Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям. Шатун. Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а). Толщина шатуна 4-5 мм вполне достаточна для двигателей классов 125-175 см3 и 5-6 мм для самых мощных двигателей классов 250-500 см3 Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.

Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.


Палец нижней головки шатуна делается полым с одной стороны (отверстие O6мм), и по центру беговой дорожки роликов сверлится одно отверстие O1,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НRс = 64-63 ед.

Сборка коленчатого вала. При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник. Подшипник нижней головки шатуна - роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125-175 cм3 диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94-4 является лучшим), диаметр пальца нижней головки шатуна 20 мм. Для двигателей классов 250-350-500 см3 обычно диаметр роликов 3-4 мм, диаметр пальца 20-25 мм. В верхней головке шатуна устанавливают ролики диаметром 1,5-2 мм в сепараторе или без него, с обязательной фиксацией с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна ширине верхней головки шатуна, если они устанавливаются насыпью, и на 3-3,5 мм меньше ширины верхней головки, если они устанавливаются в сепараторе. Условия монтажа и демонтажа подшипника в сепараторе лучше. Щеки коленчатого вала. Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35-40 ед. и шлифуется до нужного размера. Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала. Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков. Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном до 1.5-2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).
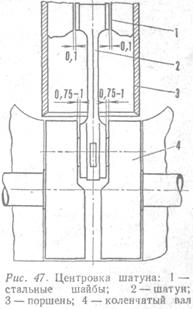

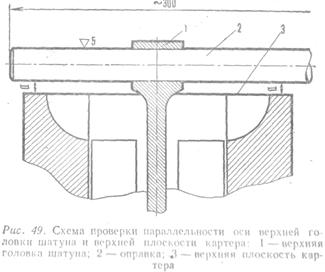
проверить одновременность прилегания стержня на уровне продувочных каналов, при покачивании шатуна в обе стороны зазор до плоскости должен быть одинаков. Балансировка коленчатого вала. Простейшая, но вполне удовлетворительная балансировка коленчатого вала производится по эмпирической формуле: Х = А(0,45 ? 0,6) + В(0,45?0,6) - В, Где, А = вес поршня + вес пальца + вес поршневых колец + вес стопорных колец + вес шайб + вес подшипника; В - 0,336 от веса головки шатуна (рис. 50).

Производя простейшие вычисления, получим чистый вес балансировочного груза X. Например: Вес поршня =140 г Вес пальца = 30 г Вес колец =5 г; Вес стопорных колец =1 г; В = 168 : 0,336 = 50 г; X = 176 • 0,5 + 50 • 0,5 - 50 = 53 г. Получив нужный балансировочный вес, установить коленчатый вал на балансировочные ножи или призмы, или во вращающиеся центры. Подвесить балансировочный груз к головке шатуна (рис. 51).
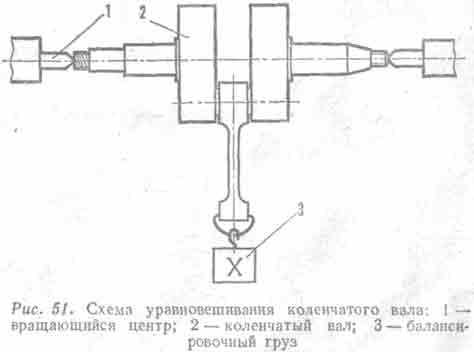
Путем снятия металла (высверливания) из щек коленчатого вала у нижней головки шатуна добиться статического равновесия. Коэффициент балансировки К = (0,45?0,6) выбирается в зависимости от ожидаемых под нагрузкой оборотов двигателя). Например, для оборотов коленчатого вала 6000-6500 об/мин этот коэффициент берется равным 0,5. Чем выше обороты коленчатого вала, тем коэффициент балансировки берется большим (для n =8000 об/мин, К = (0,55 - 0,57). Произведя один раз статическую балансировку коленчатого вала на картере двигателя, записать балансировочный вес, он же вес поршня в сборе. При последующих сменах поршня его вес подгонять под балансировочный вес коленчатого вала. Выносной маховик балансируется отдельно, а общая балансировка проверяется в сборе. Надев выносной маховик на конус шейки коленчатого вала и хорошо затянув гайку крепления, проверить балансировку. При неправильной балансировке двигателя появляется вибрация.
Voting is currently disabled, data maintenance in progress.
ИЖ Юпитер 5 – легенда советского мотоциклостроения. Популярная модель среди всех возрастов от мало до велика. С высокими техническими и ездовыми параметрами. Мощь движка — 25 лошадиных сил, высшая планка скорости -140 километрам в час, этот байк впервые сошел с конвейера в 1985 году.
Хозяева такого двухколесного коня стремятся по полной программе апгрейдить свой мотоцикл. Его стоимость на родном рынке колеблется от 650 до 700 долларов. ИЖ Юпитер 5 просто создан для тюнинга. Но доводит его до ума имеет смысл вначале с его внешнего вида.


Рекомендации
На следующем этапе изменяют хвостовую часть:
- Из строительного пенопласта вырезают желаемую форму.
- Полученную фигуру обклеивают слоями посредством эпоксидного клея.
- После высыхания состава вырезают пенопласт, остатки удаляют при помощи растворителя.
Многие владельцы рассматриваемого мотоцикла недовольны мощностью техники. Силовой агрегат имеет значительный потенциал для усовершенствования. Предварительно следует удостовериться, что мотор находится в нормальном состоянии (целые ребра цилиндров и посадочные гнезда под подшипники в картере).
Суть модернизации узла заключается в исправлении недоработок штатной версии двигателя, поскольку она изготавливалась серийно с прицелом на максимальное удешевление производства. Перед разборкой мотор необходимо отмыть, а после – заменить все отечественные подшипники зарубежными аналогами, так как после доработки мощность агрегата увеличится, что приведет к возрастанию нагрузок. В случае нарушения нормы зазоров между цилиндром и поршнями, потребуется расточка до разрешенного ремонтного размера. Затем приступают к обработке продувочных каналов.
Дальнейшая модернизация мотора
Коленвал в штатном исполнении слишком тяжелый. Его распрессовуют, протачивают щеки до показателя наружного диаметра 125 мм. Затем полируют шатуны до зеркального блеска. Усовершенствованный коленчатый вал подлежит сборке и балансировке в обязательном порядке. Этот вид модернизации позволит увеличить скорость байка до 160 км/ч.
Тюнинг двигателя

Доработка системы выпуска и впуска
Тюнинг ИЖ 5 Юпитер Планета
В общей сложности модернизация продукции Ижевского завода мало чем отличается от обработки Уралов, Днепров и т.п. советских байков. Массово не проводится тюнинг разве что Явы.
Как бы там ни было, а современная экономическая ситуации и убожество конструкции мотоциклов СССР привело к тому, что процессы аматорской модернизации начались еще в 1980-х. Тогда то и ставили боковую ножку на Юпитер 5. Тюнинг такого формата не редкость в России, на Украине и в Беларуси. Тюнинговка ИЖ Планеты имеет меньшее распространение, но тем не менее тоже часто встречается.
В первую очередь следует отметить, что есть 4 базовые модели железных коней, которые чаще всего подлежат серьезному видоизменению. В их числе Днепр-11, Урал М, Иж Юпитер 5, а также Иж Планета 5. Тюнинг таких байков считается оправданным из-за существенного веса последних. Минск, который по большей части напоминает мопед или мотороллер, быстро надоедает подрастающим соотечественникам, а вот четырехтактные опозитники либо же резвые байки ИЖМото могут не надоесть и за всю жизнь.
С чего советуют начинать тюнинг ИЖ 5 Юпитер Планета?
В первую очередь не помешало б заменить контакты на зажигание. Причем на их место неплохо вписывается электронная система зажигания. Отметим, что стартер ставить на вышеуказанную модель не рекомендовано большинством экспертов.
Не плохо бы было обустроить свой ИЖ Юпитер тюнинг тахометром. Практика показала, что для этого прекрасно подходят запчасти из шестерки Жигули. Установка боковой ножки, которая доваривается на место переднего крепления движка – еще одна функциональная необходимость.
Модернизация подвески
Штатная подвеска рассматриваемого мотоцикла вполне надежна и обладает хорошей ремонтопригодностью. Однако и ее характеристики можно несколько улучшить. Для этого выполняют следующие действия:
- Монтируют регулируемые газовые амортизаторы. Их несложно найти в специализированных магазинах. В итоге повышается комфортабельность езды и устойчивость техники на трассе.
- Меняют переднюю вилку. Чаще всего этот процесс сопровождается переделкой крепления детали.
- Выполняют монтаж эргономичного руля.
Доработка и переделка подвески

Оригинальная подвеска мотоцикла ИЖ Юпитер-5 надёжна и обладает неплохой ремонтопригодностью. Восстановить её несложно, но лучшие результаты удаётся получить, внеся некоторые изменения в конструкцию.
Установка регулируемых газовых амортизаторов. Сегодня в продаже несложно найти подходящие по параметрам газовые амортизаторы, которые можно использовать в конструкции задней подвески для тюнинга ИЖ Юпитер-5. В идеале можно улучшить ездовой комфорт и улучшить устойчивость машины на трассе.
Замена передней вилки. Такое тоже возможно, но, скорее всего, потребует переделки её крепления.
Установка другого руля не возбраняется, если не ухудшает эргономику посадки наездника.
Установка обтекателя
Самостоятельно сделать указанные детали весьма проблематично, поэтому работу лучше доверить специалистам. В подтверждение этого свидетельствуют многочисленные отклики пользователей, указывающие на ухудшение динамики байка и наличие неровностей на поверхности обтекателя. Процесс не только трудоемкий, но и требующий профессионального оборудования и подготовки.
Поршневая система Юпитер 5

Что говорят владельцы?
Двигатель внутреннего сгорания мотоцикла иж юпитер 5 состоит из следующих систем и механизмов:
2. Газораспределительный механизм
. Подает в необходимый момент времени рабочую смесь в камеру сгорания и удаляет из нее отработавшие газы. В двухтактных двигателях роль подобного приспособления несут цилиндр и поршень.
3. Система зажигания
необходима для зажигания сжатой смеси в цилиндре мотора.
4. Система питания
готовит рабочую смесь горючего с воздухом, требуемую для работы движка.
. В двухтактных двигателях ИЖ-П3, ИЖ-Ю3 отдельно взятой системы смазывания не существует. Масло подается в цилиндр одновременно с горючим.

Основной узел ДВС — КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ (рис. 10, 12, 13), состоящий из коленчатого вала 15, шатуна 4, поршня 2. Коленчатый вал в картере двигателя смонтирован на подшипниках. Нижняя головка шатуна опирается через роликовый шарикоподшипник 7 на кривошипный палец б коленчатого вала. Коленчатый вал выполняет вращательное движение. Верхняя головка шатуна шарнирно связана с поршнем через поршневой пальцец 11. Она совершает возвратно-поступательный ход одновременно с поршнем.
Давление газов сквозь поршневой палец поступательно передвигающегося поршня переходит к шатуну, начиная от него кривошипному пальцу коленчатого вала. Непосредственно под влиянием данного усилия коленчатый вал начинает вращаться. Таким образом осуществляется в ДВС перерабатывание тепловой энергии горючего в силу движения.
Мотоцикл оснащен двухтактным двигателем. Роль газораспределительного механизма (ГРМ) в нем ложится на поршень. В стакане цилиндра находятся специальные окна, соединенные с карбюратором, глушителем и картером. Газораспределение осуществляется при помощи движения поршня, который, двигаясь внутри цилиндра последовательно закрывает/открывает данные окна.
Верхняя мертвая точка (ВМТ)
, положение при котором поршень находится на максимальном удалении при вращении от коленчатого вала, соответственно, обратное положение нижней мертвой точкой
(НМТ)
. Расстояние которое проходит поршень в цилиндре от ВМТ до НМТ носит определение ход поршня. За один ход поршня коленчатый вал поворачивается на 180 градусов. Технический процесс, совершаюшийся в моторе во время одного хода поршня носит название такт.

Процесс во время первого такта.
Во время движения поршня от нижней мертвой точке к верхней в камере кривошипного механизма образуется вакуум, и после открытия впускного окна горючая смесь из карбюратора попадает в кривошипную камеру (рис. 11а). Кривошипная камера представляет собой пространство межу герметичным корпусом картера двигателя и цилиндром, вернее до внутренней поверхности поршня. Когда поршень идет вверх, над поршнем происходит сжатие попавшей ранее горючей смеси, которая в момент подхода к ВМТ воспламеняется искрой от свечи зажигания. Одновременно происходит разрежение в кривошипном механизме с обратной стороны поршня.
Работа во втором такте.
Рабочая смесь воспламеняется до температуры 2000 – 2500 градусов цельсия, что приводит к расширению газов и увеличению давления в цилиндре до 25 кг\см2. За счет увеличения объема газов поршень резко идет вниз к НМТ. В это момент осуществляется рабочий ход поршня. Поршень давит на шатун, заставляя вращаться коленчатый вал. В это момент времени, после закрытия впускного окна во время движения поршня, наблюдается сжатие рабочей смеси в кривошипной камере(рис. 11 б). Последующий ход поршня открывает выпускные окна, и отработанные газы выходят наружу через глушитель. Одновременно отрываются перепускные окна, и новая порция горючей смеси из картера попадает в камеру сгорания, одновременно продувая цилиндр от отработавших газов(рис. 11в).

Механизм коробки передач; 37 — 38 вилки переключения скоростей; 39 — сектор переключения передач; 40 – ось механизма переключения передач; 41- болт; 42- правая половина картера двигателя; 43 — пружина; 44 — кулачок автомата сцепления; 45 — вал переключения передач; 46 — рычаг троса сцепления; 50- гайка крепления звездочки; 51 — рычаг автомата выжима сцепления; 52 — щиток выжима сцепления; 53 — первичный вал; 54 колпачок; 55 — вторичный вал; 56- роликоподшипник № 192906; 57 — сальник вторичного вала; 58 — звездочка вторичного вала; 59 центральный болт крепления генератора; 60 — кулачок прерывателя; 61 — крышка генератора; 62 — правая крышка картера двигателя; 63- правая полуось коленчатого вала; 64 — генератор; 65 — сальник правый; 66- прокладка цилиндра; 67 — правая крышка кривошипной камеры; 68 — маховик; 60 — цилиндр правый; 70 — правая головка цилиндра.
В состав ДВС входят следующие детали: подшипники верхней и нижней головки с шатуном, коленчатый вал с маховиками и подшипниками полуосей, картер с сальниками (рис. 12, 13).

32, 39, 40, 42 — шестеренки коробки передач; 33 — вилка переключения передач; 34 — упор переключения передач; 35 — вал переключения передач; 36 — крышка коробки передач; 37 — установочная втулка; 38 — правая крышка; 41 — промежуточный вал; 43 — шарикоподшипник № 203; 44 — роликоподшипник № 192906К1; 45 — вторичный вал; 46 — первичный вал; 47 — регулировочный винт сцепления; 48 — шарик червяка; 49 — червяк сцепления; 50 — колпачок гайки вторичного вала; 51 — сальник вторичного вала; 52 звездочка вторичного вала; 53 — генератор; 54 правый сальник; 55 роликоподшипник № 2505К; 5б — коленчатый вал; 57 — прокладка; 58 — перепускной канал; 59- выхлопное окно; 50 — декомпрессор.
ШАТУН необходим для передачи усилия от поршня к коленчатому валу. В двигателе ИХ-ЮЗ шатун выполнен из стали марки 12ХН2А, в двигателе ИЖ-ПЗ используется сталь марки 45. Наружная обойма роликового подшипника шатуна двигателя ИЖ-ПЗ – втулка из стали ШХ 15, имеющая твердость НRС 58 – 62, достигающуюся термической обработкой. В нижней головке шатуна выполнены специальные вырезы, необходимые для смазки подшипника. Палец кривошипного механизма служит внутренней обоймой подшипника. В качестве материала сепаратора подшипника для двигателей ИЖ-ЮЗ, ИЖ-ПЗ применяется алюминиевый сплав Д 16 Т. В более ранних моделях эта деталь была выполнена из латунного сплава. Применение алюминия увеличило срок службы механизма. В качестве подшипника для поршневого пальца используется бронзовая втулка, запрессованная в верхней головке шатуна.












Проверка барабана корзины сцепления
Первым делом проверяем храповый механизм ножного запуска. Именно на него приходится основная нагрузка. Переворачиваем корзину сцепления храповиком к себе, снимаем стопорное кольцо и разбираем храповик.
Осматриваем зубья храповика: они должны быть острыми без сколов и других повреждений. Если зубья будут смятыми или поломанными — заводная лапка 100% будет проскальзывать. Многие мучаются с этой проблемой греша на густое масло или на слабую пружину — на самом деле причина проскальзывания лапки кроется в храповике.
Пример зубьев храповика в идеале.
Часто и густо, клепки на храповике ослабляются и если вовремя этого не заметить — их срезает. Чтобы этой неприятности с вами не произошло — пошевелите пальцами храповик. Если он будет шататься — высверливайте старые клепки и клепайте по-новой. Протяжка старых клепок как правило ничего не дает.
Пример изношенных зубьев.
Пример трещин корпуса корзины. По большому счету, эту корзину можно еще спасти: снять фаски на трещинах, заварить и проточить швы на токарном станке. Но зубья под моторную цепь у нее были изношены и я ее выкинул.






Поверка дисков сцепления
Основные неполадки сцепления происходят по вине дисков. Если диски будут кривые или изношенные, то никакая даже суперская регулировка от кутюр плохую работу сцепления не исправит.
Износ определяется визуально и только на пластиковых дисках: осматриваем диск и если найдем на нем трещину или обломанный зацеп, которым он входит в наружный барабан или увидим, что круглые выступы на рабочей поверхности уже давным давно стерлись — выкидываем такой диск на помойку.
Кривизна дисков определяется так: ложем поочередно все диски на стекло и пробуем раскачать их
- Если диск качается — значит он 100% кривой и место ему на помойке.
- Если диск лежит ровно — оставляем его.
Конструкция мотоцикла
Но конструктивно мотоциклы этих модификаций между собой не отличались. Все составные части мотоцикла закреплялись на трубчатой раме. Чтобы обеспечить подвеску заднего колеса, в задней части рамы имелся подрамник, прикрепленный к раме не жестким болтовым соединением.
На переднюю часть рамы устанавливался силовой агрегат с коробкой передач и рулевая колонка, оснащенная телескопической вилкой. Над двигателем размещался топливный бак, а перед ним – руль и приборная доска и фара.
За баком вся верхняя часть мотоцикла отводилась под сиденье, с закрепленным на нее задним крылом со стоп-сигналом. Ниже сиденья имелось два бардачка. Левый отводился под аккумуляторную батарею, а правый предназначен был для инструментов.
На имеющийся подрамник устанавливалось заднее колесо. Чтобы обеспечить его подвеску, подрамник, кроме болтового не жесткого крепления, соединялся с рамой посредством подпружиненных масляных амортизаторов. Пружины имели трехпозиционную регулировку, что обеспечивало изменение жесткости задней подвески. Привод заднего колеса выполнялся посредством цепной передачи.
Выхлопные трубы, отходящие от двигателя, тянулись вдоль всего мотоцикла. Чтобы уберечь водителя и пассажира от возможных ожогов, трубы крепились под подножками.
Мотоцикл оснащался двухкулачковыми барабанными тормозами с механическим приводом на обоих колесах. Впоследствии некоторые версии оснащались передними дисковыми тормозами с гидроприводом.
Проверка внутреннего барабана корзины сцепления
Внутренний барабан вечен по определению. Единственная проблема, которая с ним возникает: разбивает и иногда срезает шлицы и ослабляется посадка болтов под нажимные пружины.
Оденьте барабан на вал и раскачайте его:
- Если барабан будет сильно болтаться на валу — осмотрите шлицы и если они разбитые — меняйте барабан на новый.
Раскачайте поочередно болты под нажимную пружину:
- Если болты будут шататься — выбейте их из барабана, накерните посадочные места и забейте обратно в барабан.
Регулировка пружин муфты сцепления
Регулировка пружин не сложная, главное правильно разобраться. Начинаем с постановки мотоцикла на центральную подножку. Затем снимаем крышку, заранее слив масло. Рычаг сцепления выжимаем до предела и обязательно фиксируем. Следующее включаем скорость, желательно первую. Беремся за колесо и начинаем вращать. Стараемся на ощупь определить, какое усилие прилагаем. Смотрим на муфту при вращении, определяем, какие пружины затянуты слабо. Помечаем их мелом, далее их затягиваем. Начинаем снова вращать колесо и если чувствуйте, что колесо стало, легче крутится, значит, все сделали правильно. Процесс нужно повторить и добиться лучшего результата. После этого поверяем при движении полученный результат. Если при увеличении нагрузку начинается пробуксовка муфты. Нужно все пружины затянуть с помощью гаек. При этом все гайки должны, повернуты на одинаковое количество оборотов.
Читайте также: