
Допустимый эллипс в цилиндре ваз
Обновлено: 02.07.2024
Просмотр полной версии : 5 серия E39 (1995 - 2004) Допуск на эллипсность М54
Ребята, нужен совет. Сдал машину в ремонт по причине большого до неприличия расхода масла. Мастера разобрали и говорят, что повышенная эллипсность в цилиндрах и рекомендуют купить и поставить двигатель б/у. Либо капиталка. Оба варианта не айс.
Вопрос - какой допустимый допуск на эллипсность в цилиндрах (по своему цифр пока не знаю)? Пытаюсь понять, можно обойтись простой заменой колец.
Спасибо за ответы.
Придется либо б/у, либо капиталка с расточкой под первый ремонт, либо гильзовка под свои поршни. Либо собирай все обратно как есть и покупай бочку масла))
по причине большого до неприличия расхода масла
Степень неприличности у каждого своя - есть тут адепты, которые льют 1,5л/1000 и считают это нормой.
Оба варианта не айс.
Тогда только так
Либо собирай все обратно как есть и покупай бочку масла))
Ребята, нужен совет. Сдал машину в ремонт по причине большого до неприличия расхода масла. Мастера разобрали и говорят, что повышенная эллипсность в цилиндрах и рекомендуют купить и поставить двигатель б/у. Либо капиталка. Оба варианта не айс.
Вопрос - какой допустимый допуск на эллипсность в цилиндрах (по своему цифр пока не знаю)? Пытаюсь понять, можно обойтись простой заменой колец.
Спасибо за ответы.
Сколько они намеряли элипсность? Сколько зазор замков колец, конусность какая, замер юбки поршей сколько, диаметр цилиндров сколько на вмт, средней и нижней мертвой точки? Данные замеров должны быть, масло жрать не только из за поршневой может. На своем мерил огневой пояс не рабочую часть цилиндра, 0.05 элипсность заводская.Я б не верил мастерам, а сам бы промерил.
Accelero, ну почему, же? Есть еще вариант, который напрашивается - замена колец. Сейчас из сервиса. Сказали, что эллипс 4 микрона в 3-х цилиндрах. В остальных меньше. Замена колец проблему не решит поскольку замки провернутся в сторону эллипса. Хочу узнать мнение мотористов на этот счет.
по технологии зазор цилинд поршень не больше 0.15 допускается, можна по замкам колец в середине их промерить и в вмт, если значения разные то явно конусность цилиндров на лицо, нутромером еще точнее определить можно конусность там или элипсность.
Sozidatel, менять одни кольца - страдания мудовые. Хон есть на перекладке? Если нет, то бесполезно. Обычно жор начинается с задубевших маслосъемных колец, потом коксуются и умирают кольца. Как правило и направляйки клапанов тоже ушатываются, поэтому делать надо все в купе, дабы не раскидывать мотор по 100 раз.
И уже прям охреневаю с этого - почему никто до конца модель мотора или вообще её пишет? Если это б30, то там бестолку кольца менять.
Сколько они намеряли элипсность? Сколько зазор замков колец, конусность какая, замер юбки поршей сколько, диаметр цилиндров сколько на вмт, средней и нижней мертвой точки? Данные замеров должны быть, масло жрать не только из за поршневой может. На своем мерил огневой пояс не рабочую часть цилиндра, 0.05 элипсность заводская.Я б не верил мастерам, а сам бы промерил.
Намерили 4 микрона (возможно имел в виду 4 сотки). Остальное не мерили, т.е. поршни не снимали. Маслосъемные колпачки как новые. Сказали, что целесообразнее купить контрактный мотор (40-60 тысяч). Замена колец проблему не решит, поскольку провернутся замки в сторону эллипса.
Sozidatel, менять одни кольца - страдания мудовые. Хон есть на перекладке? Если нет, то бесполезно. Обычно жор начинается с задубевших маслосъемных колец, потом коксуются и умирают кольца. Как правило и направляйки клапанов тоже ушатываются, поэтому делать надо все в купе, дабы не раскидывать мотор по 100 раз.
И уже прям охреневаю с этого - почему никто до конца модель мотора или вообще её пишет? Если это б30, то там бестолку кольца менять.
Мотор М54. Колпачки в идеальном состоянии.
Я тоже удивился. Погуглил - реально проворачиваются.
Это они как определили? На глаз?
А как еще-то? Сняли и посмотрели. Мягкие они как новые.
У меня уже истерика :D:D:D
Что за сервис, если не секрет?
И да - м54 разные бывают и ЦПГ отличаются и даже объемы.
У меня уже истерика :D:D:D
Что за сервис, если не секрет?
И да - м54 разные бывают и ЦПГ отличаются и даже объемы.
Чем вызвана истерика?
Какое отношение к проблеме имеет объем двигателя?
Намерили 4 микрона (возможно имел в виду 4 сотки). Остальное не мерили, т.е. поршни не снимали. Маслосъемные колпачки как новые. Сказали, что целесообразнее купить контрактный мотор (40-60 тысяч). Замена колец проблему не решит, поскольку провернутся замки в сторону эллипса.
Получается голову ток сняли и верхушку померили? Если так то это не деффектовка, а халтурщики какие то, состояние мотора определить можно полностью разобрав и замерить все что нужно по технологии, отсуда станет ясень его остаточный ресурс. Стержни клапанов впускных и выпускных в каком состоянии и сам впуск и выпуск, нагары масляные есть на стержнях клапанов? Раз разобрали мотор можна бы и кольца посмотреть на снятых поршнях, из за масложера возможно у них отсутствует подвижность.
Получается голову ток сняли и верхушку померили? Если так то это не деффектовка, а халтурщики какие то, состояние мотора определить можно полностью разобрав и замерить все что нужно по технологии, отсуда станет ясень его остаточный ресурс. Стержни клапанов впускных и выпускных в каком состоянии и сам впуск и выпуск, нагары масляные есть на стержнях клапанов? Раз разобрали мотор можна бы и кольца посмотреть на снятых поршнях, из за масложера возможно у них отсутствует подвижность.
Про эллипсность было бы, конечно, важно узнать. Может кинешь сюда или в личку, когда до книжки доберешься?
Объем 2,2.
Если мотор М54В22, то вот, как пример: [Для просмотра ссылки/изображения нужно войти или зарегистрироваться]
Про эллипсность было бы, конечно, важно узнать. Может кинешь сюда или в личку, когда до книжки доберешься?
Объем 2,2.
ок завтра закину, хотя по износу у моторов требования одинаковые, имею ввиду серии м.
Если мотор М54В22, то вот, как пример: [Для просмотра ссылки/изображения нужно войти или зарегистрироваться]
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
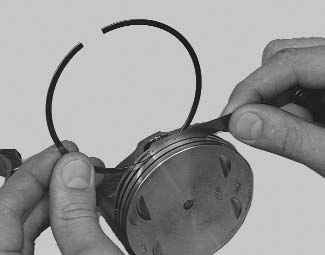
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.


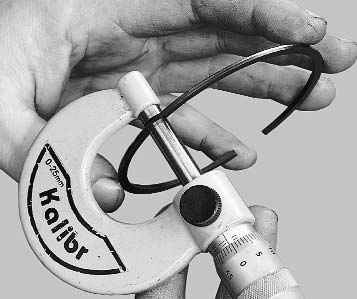
4. Наиболее точно зазоры можно определить замером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
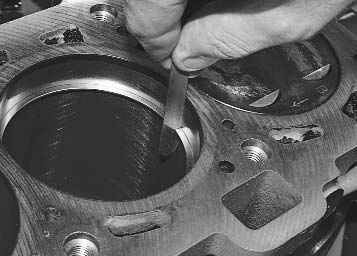
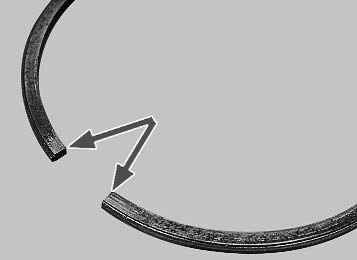
5. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.
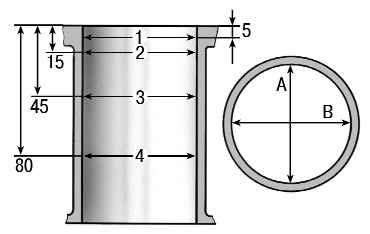
7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях ( рис. 5.14) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер. Номинальный размер цилиндра (см. табл. 5.1), овальность и конусность не должны превышать 0,05 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
В каждом положении плоским щупом определите зазор между линейкой и плосколстью. Это и есть отклонение от плоскостностию. Если отклонение превышает 0,1 мм, замените блок.

9. Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.
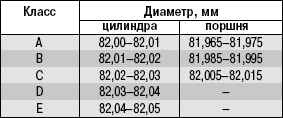
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (табл. 5.1).
В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель должны быть установлены поршни одной группы.
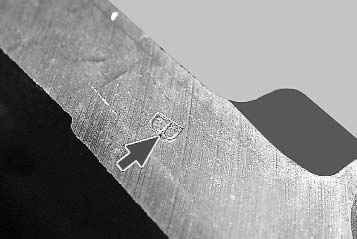
11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.
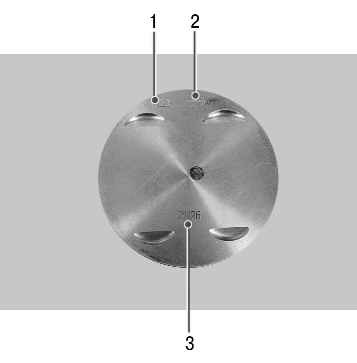
12. На днище поршня выбиты следующие данные: 1 – класс поршня по диаметру; 2 – стрелка, показывающая направление установки поршня; 3 – модель двигателя.


13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.

15. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
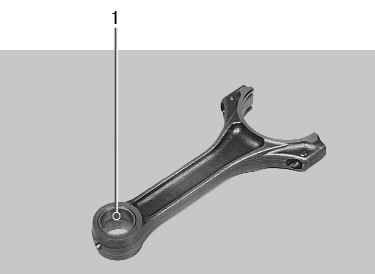
16. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.

17. Вставьте палец в верхнюю головку шатуна. Если при покачивании пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.
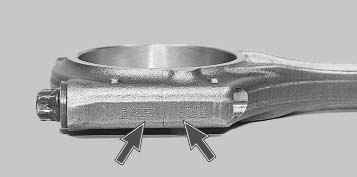
18. В двигатель должны быть установлены шатуны одного класса. Маркировка шатуна нанесена на нижней головке и крышке шатуна.

19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
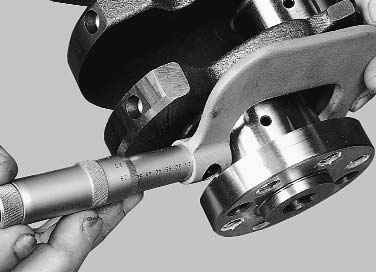
20. Измерьте коренные и шатунные шейки коленчатого вала. Номинальные диаметры шеек коленчатого вала, мм:
Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
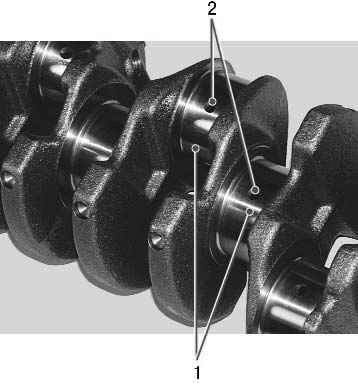
21. Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера. Эту работу рекомендуется выполнять в специализированной мастерской. После шлифования отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленчатый вал и продуйте масляные каналы сжатым воздухом. Овальность и конусность всех шеек после шлифования не должны превышать 0,005 мм. После шлифования шеек установите вкладыши ремонтных размеров.
22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
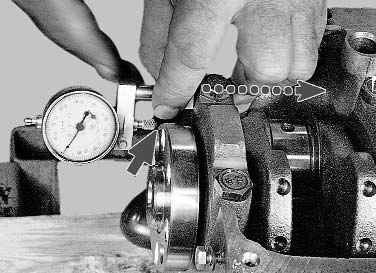
24. Установите индикатор так, чтобы его ножка упиралась во фланец вала. Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый – 0,35 мм. Если зазор превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.

25. Осмотрите шатунные и коренные вкладыши. Замените вкладыши с трещинами, задирами, выкрашиванием. На вкладышах запрещается проводить любые подгоночные работы.
Какой должна быть допустимая величина "эллипса" зеркала цилиндра?
Делаю капиталку своего МВ и где-то читал, что можно просто поршня и кольца поменять, если эллипс маленький, но до какого размера "ОН" маленький, не написано :D
Или сразу отдать на расточку? Посоветуйте!
Нормальный расточник померит тебе нутромером все и скажет, точить или не обязательно.
Я токарям не верю ибо им то тоже работать, есть-пить надо, и могут сказать "точить", где не надо точить. .
Если судить по автомобильным меркам.То я обычно оставлял до 4 соток.Допуск если память не изменяет до 7.Если в районе 4-5 то можно обойтись хоном без расточки.
Да и всё зависит от наличия поршней нужной группы.
если овальность выше 0.07мм а конусообразность выше 0.15 цилиндр подлежит хонинговке. Овальность допускается не более 0.015мм. Неперпендикулярность зеркала цилиндра к опорной плоскости фланца цилиндра не должна превышать 0.06мм на длинее 100мм.
Замеры проводить нутромером на расстояниях 9, 16, 64, 74, 84 мм от верхней плоскости цилиндра в двух плоскостях
Перед проверкой технического состояния блока цилиндров необходимо тщательно очистить его от грязи и масла.
Овальность цилиндров замеряется в двух точках на расстоянии 60 мм от верхней плоскости блока по двум взаимно перпендикулярным осям. Разница между измеренными диаметрами не должна превышать 0,015 мм.
Допустимая неплоскостность поверхности сопряжения блока с головкой блока цилиндров составляет 0,1 мм.
При шлифовании поверхности сопряжения блока с головкой блока цилиндров допускается снятие металла не более 0,2 мм.
диаметр поршня + зазор между поршнем и зеркалом цилиндра (0,015—0,035 мм) — припуск на хонингование (0,02 мм).
В случае превышения указанных допусков необходимо расточить цилиндры под ближайший ремонтный размер и подобрать поршни соответствующего диаметра. Перед расточкой установите крышки коренных подшипников коленчатого вала для повышения жесткости блока цилиндров и затяните болты их крепления заданным моментом. Расточку выполняйте в несколько проходов, снимая не более 0,06 мм металла за один проход. После шлифовки и расточки тщательно очистите каналы блока цилиндров для масла и охлаждающей жидкости. Проверьте величину неплоскостности сопряжения блока с головкой блока цилиндров.
Читайте также: