
Инструкция по установке коленчатого вала камаз
Обновлено: 08.07.2024
Для разборки коленвала его устанавливают на стенд. Разогнув усики замковых шайб 40 (см. рис. 5.12), откручивают и снимают болты 41 с шайбами, после чего снимают шайбу 42 носка коленчатого вала.

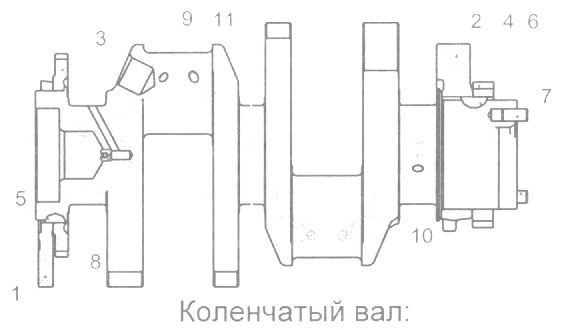
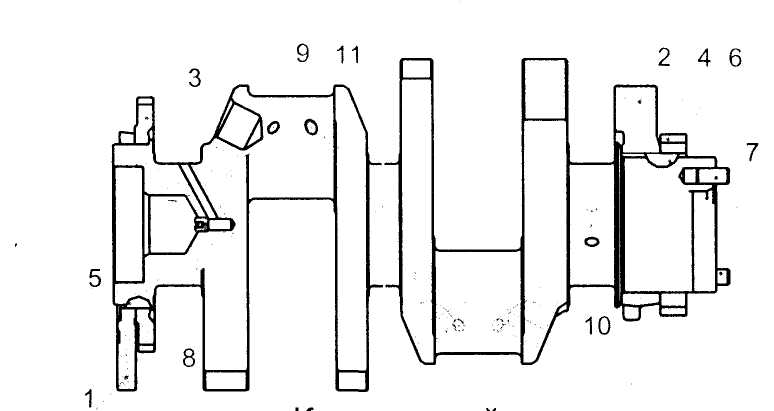
Коленчатый вал КАМАЗ, детали, запчасти (рис. 5.12):
1 — коленчатый вал в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 — ввертыш; 5, 19 — штифты; 6. 10 — шпонки сегментные; 7 — вал коленчатый; 8 — втулка; 9 — заглушка шатунной шейки; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслоотражатель задний; 15 — вкладыш подшипника верхний; 16 — полукольцо подшипника верхнее; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болты; 24 — маховик; 25 — втулка установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болты стяжные; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала
С шейки заднего конца коленчатого вала с помощью съемника И-801.01.ООО (рис. 5.16) спрессовывают задний противовес 11 (см. рис. 5.12) вместе с распределительной шестерней 13 и маслоотражателем 14, а с шейки переднего конца коленчатого вала — передний противовес 2 ведущей шестерней 3 привода маслянго насоса.

Снятие съемником И-801.01.000 шестерни заднего противовеса коленчатого вала (а), шестерни и переднего противовеса коленчатого вала (б) КАМАЗ, детали, запчасти (рис. 5.16):
1 — захват; 2. 9 — наконечники; 3 — винт; 4 — траверса; 5 — стопор; 6 — рукоятка; 7 — шестерня; 8 - задний противовес; 10 — коленчатый вал
Из шеек переднего и заднего кoнцов коленчатого вала выпрессовывают сегментные шпонки 6 и 10. Для выпресовки из отверстий шатунных шеек заглушки 9 в нее устанавливают оправку с шипом и пробивают отверстие в донышке, одновременно осадив заглушку вниз на 4. 5 мм, затем захватывают заглушку через отверстие крючком и выбивают.
Из масляного канала переднего конца коленчатого вала выкручивают ввертыш 4. Из гнезда заднего конца коленчатого вала с помощью съемника выпрессовывают подшипник. При необходимости замены установочных штифтов их также выпрессовывают с распределительной шестерни 13 спресовывают маслоотражатель 14 и снимают коленчатый вал со стенда.
Коленчатый вал и снятые детали моют и сортируют.
Коленчатый вал бракуют при наличии обломов, трещин на шейках, торце крепления маховика и поверхности под манжету, при радиальном биении средней коренной шейки относительно общей оси крайних шеек более 0,05 мм, длине шатунных шеек более 67,42 мм, а также при износе: шейки под заднюю манжету — до диаметра менее 104,0 мм; коренных шеек — до диаметра менее 92,989 мм; шатунных шеек — до диаметра менее 77,99 мм; торцов пятой коренной шейки под упорный подшипник — до размера более 36,58 мм; отверстия под подшипник первичного вала коробки передач — до диаметра более 52,02 мм; шейки под передни противовес и шестерню привода масляного насоса — до диаметра менее 52,02 мм; шейки под задний противовес и распределительную шестерню — до диаметра менее 105,045 мм; шпоночного паза под передний противовес и шестерню масляного насоса — о ширины более 6,01 мм; шпоночного паза под задний противовес и шестерню распределительную — до ширины более 8,01 мм.
При износе коренных и шатунных шеек по наружному диаметру менее предельного их восстанавливают под ремонтные размеры (табл. 5.1). Этим же способом устраняют и радиальное биение средней коренной шейки относительно общей оси крайних шеек, добиваясь биения не более 0,05 мм
Ремонтные размеры шеек коленвала КАМАЗ (табл. 5.1).
| Вид размера | Диаметр шейки коленчатого вала, мм | ||
| коренной | шатунной | ||
| Начальный (по рабочему чертежу завода-изготовителя) | 95-0.015 | 80-0.013 | |
| I ремонтный | 94,5±0,011 | 79,5±0,0095 | |
| II ремонтный | 94,0±0,011 | 79,0±0,0095 | |
| III ремонтный | 93,5±0,011 | 78,5±0,0095 | |
| IV ремонтный | 93,0±0,011 | 78,0±0,0095 | |
При износе торцов пятой коренной шейки под упорный подшипник до размера более 36,28 мм проводят обработку под ремонтный размер 36,5+ 0,05 мм.
Противовесы коленчатого вала (передний и задний) бракуют при наличии обломов, а также при износе отверстия под коленчатый вал до диаметра более 125,03 мм у переднего противовеса и более 105,70 мм — у заднего, ширине шпоночного паза более 6,08 мм у переднего противовеса и 8,11 — у заднего.
Распределительную шестерню коленчатого вала бракуют при наличии обломов, сколов на рабочих поверхностях зубьев, а также при износе: зубьев по толщине — до размера менее 4,35 мм; отверстия под коленчатый вал — до диаметра более 105,07 мм; шпоночного паза — до размера более 8,11 мм.
Полумуфту отбора мощности бракуют при наличии трещин или обломов, а также при износе посадочной поверхности до диаметра более 89,9 мм и шлицев по толщине (если боковой зазор в сопряжении с новым валом привода гидромуфты, измеренный щупом, превышает 0,25 мм).
После восстановления коленчатый вал устанавливают на стенд для сборки, продувают внутренние каналы и полости сжатым воздухом. Винт-заглушку 9 (см. рис. 1.2) вкручивают в масляный канал переднего конца коленчатого вала [момент затяжки 50. 60 Н*м (5. 6 кгс*м)]. Расстояние от конца вала до ввертыша должно быть не менее 56,5 мм.

Коленчатый вал в сборе КАМАЗ, детали, запчасти (рис. 1.2):
1 — передний противовес; 2 — шестерня привода масляного насоса; 3 — заглушка; 4 — задний противовес; 5 - ведущая шестерня; 6 — маслоотражатель; 7— коленчатый вал; 8 — втулка; 9 — винт-заглушка.
В гнездо заднего конца коленчатого вала запрессовывают подшипник. В отверстие переднего конца коленчатого вала запрессовывают штифт (если он был снят). Выступание штифта от торца переднего конца коленчатого вала составляет 7 мм. В пазы переднего и заднего концов коленчатого вала запрессовывают сегментные шпонки 6 и 10 (см. рис. 5.12). Маслоотражатель 14 напрессовывают на распределительную шестерню 13 коленчатого вала до упора в торец шестерни. Напрессовку шестерни 3 привода масляного насоса и переднего противовеса 2 на шейку переднего конца коленчатого вала, а также распределительной шестерни 13 в сборе с маслоотражателем и заднего противовеса 11 на шейку заднего конца коленчатого вала производят с предварительным нагревом напрессовываемых деталей в масле до 105 °С. Напрессовку ведут до упора в торец вала, совместив пазы в шестернях и противовесах с сегментными шпонками.
В отверстия заднего конца коленчатого вала запрессовывают установочные штифты (если они были сняты). Выступание штифтов от торца заднего конца коленчатого вала должно быть 10 мм. В отверстия шатунных шеек запрессовывают на глубину 0,5 мм заглушки 9 и развальцовывают их.
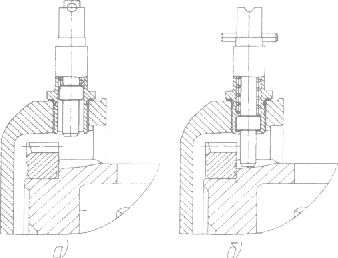
Для выполнения этих операций используют оправки (рис. 5.17). При установке втулок 8 (см. рис. 1.2) их необходимо ориентировать так, как показано на рисунке.

Оправки для установки заглушек в шатунных шейках коленчатого вала: а — для запрессовки; б — для развальцовки (рис. 5.17)
Герметичность заглушек коленчатого вала проверяют с помощью расходомера. Закрепив хомут, обеспечивающий герметичность коренной шейки коленчатого вала, устанавливают на проверяемой шатунной шейке прижим с воздушным шлангом и поворотом крана управления открывают доступ сжатого воздуха к проверяемой шатунной шейке. При давлении сжатого воздуха 0,6 МПа (6 кгс/см 2 ) утечка должна быть не более 15 см /мин. Проверку повторяют три раза.
Установив на коленчатый вал полумуфту 39 (см. рис. 5.12) отбора мощности, надевают на болты 41 замковые шайбы 40, завертывают болты [момент затяжки 35 . 45 Н*м (3,5. 4,5 кгс*м) и отгибают усы замковых шайб на грани головок болтов. Установив на коленчатый вал шайбу 42 носка коленчатого вала, надевают на болты замковые шайбы, закручивают болты и отгибают усы замковых шайб на грани головок болтов. Коленчатый вал в сборе снимают со стенда.
Коленчатый вал (рис. Коленчатый вал ) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями. Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°.
К каждой шатунной шейке присоединяются два шатуна: один для правого и один для левого рядов цилиндров (рис. Шатун).
Подвод масла к шатунным шейкам производится от отверстий в коренных шейках 10 прямыми отверстиями 11.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основныхпротивовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6 (рис. Коленчатый вал).
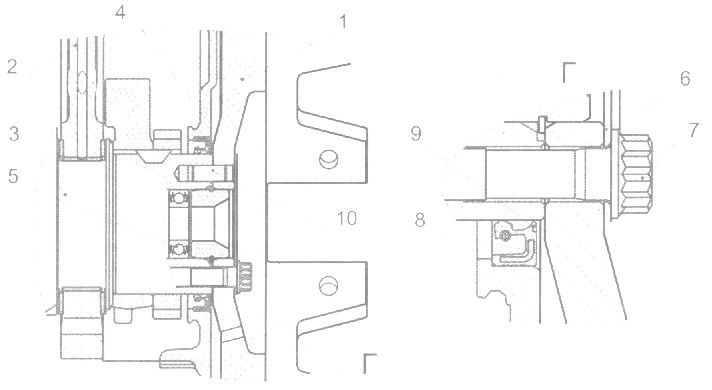
В расточку хвостовика коленчатого вала запрессован шариковый подшипник 5 (рис. Установка упорных полуколец и вкладышей подшипников коленчатого вала ).
Установка упорных полуколец и вкладышей подшипников коленчатого вала: 1 - полукольцо упорного подшипника коленчатого вала верхнее: 2- полукольцо упорного подшипника коленчатого вала нижнее 3- вкладыш подшипника коленчатого вала верхний; 4- вкладыш подшипника коленчатого вала нижний; 5- блок цилиндров 6 - крышка подшипника коленчатого вала задняя 7 - коленчатый вал.
В полость переднего носка коленчатого вала ввернут жиклер 8,через калиброваное отверстие которого осуществляется смазка шлицево валика отбора мощности на привод гидромуфты.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рис. Установка упорных полуколец и вкладышей подшипников коленчатого вала ), установленными в проточках задней коренной опоры блока цилиндров,так,что сторона с канавками прилегает к упорным торцам вала. На переднем и заднем носках коленчатого вала (рис. Коленчатый вал ) установлены шестерня 3 привода масляного насоса и ведущая шестерня 4 привода распределительного вала. Задний торец коленчатого вала имеет восемь резьбовых отверстий для болтов крепления маховика, передний носок коленчатого вала имеет восемь отверстий для крепления гасителя крутильных колебаний.
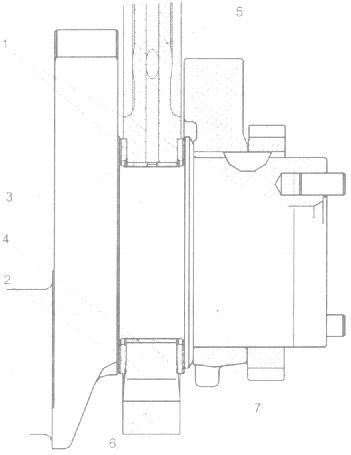
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рис. Установка маховика и манжеты уплотнения коленчатого вала ), с дополнительным уплотняющим элементом - пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Диаметры шеек коленчатого ваш: коренных 95+0.011 мм, шатунных 80±0,0095 мм.
Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей. Обозначение вкладышей подшипников коленчатого вала, диаметр коренной шейки коленчатого вала, диаметр отверстия в блоке цилиндров под эти вкладыши указаны в приложении 1.
Обозначение вкладышей нижней головки шатуна, диаметр шатунной шейки коленчатого вала, диаметр отверстия в нижней головке шатуна под эти вкладыши указаны в приложении 2.
Вкладыши 7405.1005170 Р0, 7405.1005171 Р0, 7405.1005058 Р0 применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей.
Коренные и шатунные подшипники изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0.3 мм, слоем свинцовооловянистого сплава толщиной 0.022 мм и слоем олова толщиной 0.003 мм. Верхние 3 (рис. Установка упорных полуколец и вкладышеи подшипников коленчатого вала ) и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения. Оба вкладыша 4 нижней головки шатуна взаимозаменямы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока, крышках подшипников и в постелях шатуна.Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные). Поэтому при проведении ремонтного обслуживания не рекомендуется замена вкладышей на серийные с маркировкой 740.100. так как при этом произойдет существенное сокращение ресурса двигателя.
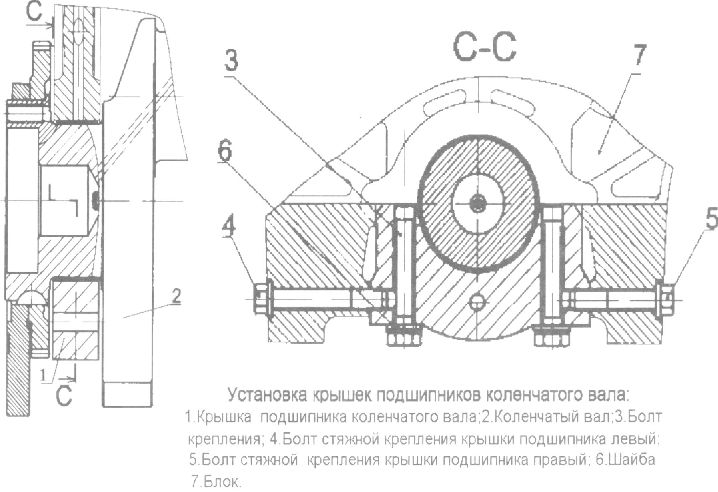
Крышки коренных подшипников (рис. Установка крышек подшипников коленчатого вала ) изготовлены из высокопрочного чугуна марки ВЧ50. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме регламентированным моментом (см. приложение 8).
Шатун (рис. Шатун ) стальной, кованый, стержень 1 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом. Шатун окончательно обрабатывают в сборе с крышкой 2, поэтому крышки шатунов невзаимозаменяемы. В верхнюю головку шатуна запрессована сталебронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4. Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты 5, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме, определенной в приложении 8. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.

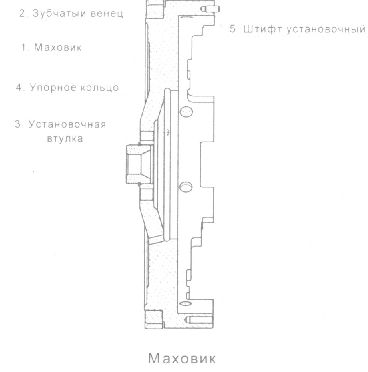
Маховик1 (рис. Маховик ) закреплен восемью болтами 7 (рис. Установка маховика и манжеты уплотнения коленчатого вала ), изготовленными из легированной стали с двенадцатигранной головкой, на заднем торце коленчатого вала и точно зафиксирован двумя штифтами 10 и установочной втулкой 3 (рис. Маховик ).
С целью исключения повреждения поверхности маховика под головки болтов устанавливается шайба 6 (рис. Установка маховика и манжеты уплотнения коленчатого ва ла). Величина моментов затяжки болтов крепления маховика указана в приложении 8. На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец 2, с которым входит в зацепление шестерня стартера при пуске двигателя (рис. Маховик ).
При выполнении регулировочных работ по установке угла опережения впрыска топлива и величин тепловых зазоров в клапанах маховик фиксируется при помощи фиксатора (рис. Положения ручки фиксатора маховика ).
Положения ручки фиксаторамаховика: а) - при эксплуатации, б) - при регулировке,в зацеплении с маховиком
При этом конструкция имеет следующие основные отличия от серийной:
-изменен угол расположения паза под фиксатор на наружной поверхности маховика;
-увеличен диаметр расточки для размещения шайбы под болты крепления маховика.
Рассматриваемые двигатели могут комплектоваться различными типами сцеплений. На рис. Маховик показан маховик для диафрагменного сцепления.
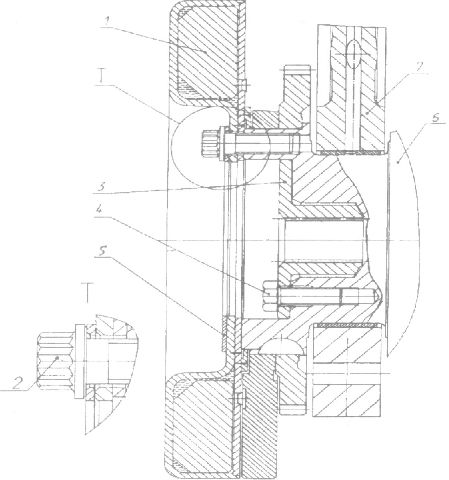
Установка гасителя крутильных колебаний коленчатого вала: 1 - гаситель; 2 - болт крепления гасителя; 3 - полумуфта отбора мощности; 4 - болт крепления полумуфты; 5 - шайба; 6 - коленчатый вал; 7 - блок цилиндров.
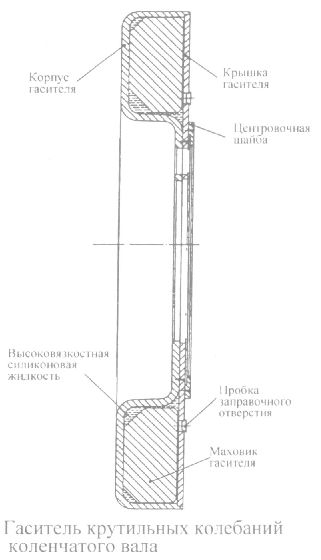
Гаситель крутильных колебании закреплен восемью болтами 2 (рис. У становка гасителя крутильных колебании коленчатого вала ) на переднем носке коленчатого вала. С целью исключения повреждения поверхности корпуса гасителя под болты устанавливается шайба 5. Гаситель состоит из корпуса (см. рисунок) в который установлен с зазором маховик. Снаружи корпус гасителя закрыт крышкой. Герметичность обеспечивается закаткой (сваркой) по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком находится высоковязкостная силиконовая жидкость, дозированно заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой, приваренной к корпусу(рис. Га ситель крутильных колебаний коленчатого вала ). Гашение крутильных колебаний коленчатого вала проис ходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты. При проведении ремонтных работ категорически запрещается деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
Поршень 1 (рис. Поршень с кольцами в сборе с шатуном ) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, она смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
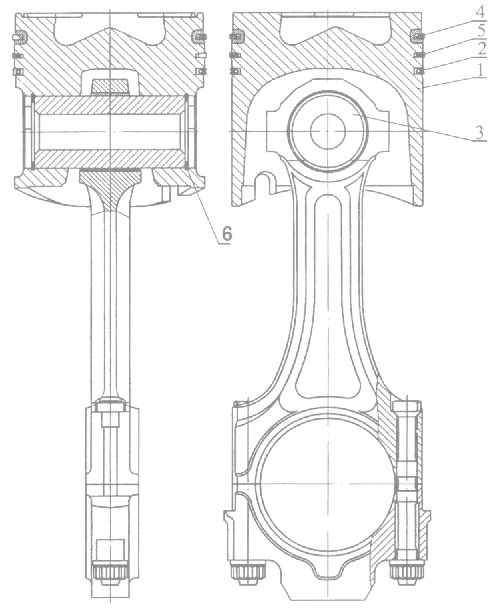
Поршень с шатуном и кольцами в сборе: 1 - поршень; 2 - маслосъемное кольцо; 3 - поршневой палец; 4, 5 - компрессионные кольца; 6 - стопорное кольцо.
В нижней ее части выполнен паз, исключающий при правильной сборке контакт поршня с форсункой охлаждения при нахождении в НМТ.
Поршень комплектуется тремя кольцами, двумя компрессионными и одним маслосъемным. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм. На двигателях, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм. В запасные части поставляются поршни наибольшей высоты, поэтому во избежание возможного контакта между ними и головками цилиндров в случае замены необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм необходимо подрезать днище поршня на недостающую до этого значения величину. Поршни двигателей 740.11, 740.13 и 740.14 отличаются друг от друга формой канавок под верхнее компрессионное и маслосъемное кольца, (см. разделы компрессионное и маслосъемное кольца). Установка поршней с двигателей КАМАЗ 740.10 и 7403.10 недопустима. Допускается установка поршней с поршневыми кольцами двигателей 740.13 и 740.14 на двигатель 740.11.
Компрессионные кольца (рис. Поршень с кольцами в сборе с шатуном ) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой "верх" должен располагаться со стороны днища поршня. На двигателях 740.13 и 740.14 верхнее компрессионное кольцо имеет форму сечения двухсторонней трапеции с выборкой на верхнем торце, который должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочую поверхность второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку не допустима.
Маслосъемное кольцо коробчатого типа с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца. На двигателе модели 740.11 высота кольца - 5 мм, а на двигателях 740.13 и 740.14 высота кольца - 4 мм.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар.
Для исключения возможности применения не взаимозаменяемых деталей цилиндро-поршневой группы при проведении ремонтных работ рекомендуется использовать ремонтные комплекты:
-740.13.1000128 и 740.30-1000128 - для двигателей 740.13-260 и 740.14-300.
В ремонтный комплект входят:
-стопорные кольца поршневого пальца;
-уплотнительные кольца гильзы цилиндра.
Форсунки охлаждения (рис. Установка гильзы и форсунка охлаждения поршня ) устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали при достижении в ней давления 0,8 - 1,2 кг/см 2 (на такое давление отрегулирован клапан, расположенный в каждой из форсунок) во внутреннюю полость поршней.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
Поршень с шатуном (рис. Поршень с кольцами в сборе с шатуном ) соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 22 мм. Применение пальцев с отверстием 25 мм недопустимо, так как это нарушает балансировку двигателя.

Коленвал КамАЗ 740 изготавливается из стали высокого качества, оснащается пятью коренными шейками и четырьмя шатунными аналогами. Эти детали закалены путем воздействия высокой температуры и давления. Между собой элементы соединены специальными щеками и сопряженными гантелями.

Особенности
Подвод масла осуществляется через специальные отверстия, предусмотренные в коренных шейках. Чтобы уравновесить инерционные воздействия и снизить вибрацию, установили шесть противовесов, изготовленных методом штамповки, как и щеки. Также предусмотрено два добавочных противовеса, которые напрессованы на валу. В расточенном гнезде хвостовика находится запрессованный шариковый подшипник коленвала КамАЗ 740. Угловое размещение деталей относительно коленчатого вала регулируется шпонками.
Равномерное чередование рабочих моментов коленвала КамАЗ 740 обеспечивается за счет расположения шатунных шеек под прямым углом. К каждому элементу подсоединена пара шатунов: для правого и левого цилиндрового ряда.
- Противовес передний.
- Задний аналог.
- Приводная шестеренка.
- Зубчатый элемент привода ГРМ.
- Шпонка.
- Шпонка.
- Штифт.
- Жиклер.
- Разгрузочные гнезда.
- Гнезда для подвода масла.
- Отверстия для маслопровода к шатунным шейкам.
Устройство
В полости фронтального носовика узла вкручен жиклер. Через его калибровочное гнездо поступает смазка для шлицевого вала понижения мощности на приводную часть гидравлической муфты. От перемещений по осям коленвал КамАЗ 740 защищен парой верхних полуколец и двумя нижними аналогами. Они монтируются таким образом, чтобы канавки прилегали к торцам вала.
Спереди и сзади на носках блока имеется шестерня привода маслонасоса и ведущий зубчатый элемент распредвала. На заднем торце детали предусмотрено восемь соединений с резьбой для фиксации гасителя вращательных моментов. Уплотнением коленчатого вала служит резиновая манжета, которая оснащается пыльником, располагается в картере маховика. Она изготовлена из фторкаучукового состава непосредственно в пресс-форме.

Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.
Гаситель вращательных моментов
Коленвал двигателя КамАЗ 740" оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Шатунно-поршневая группа
Шатун коленвала КамАЗ 740 10 сделан из стали методом ковки. Он оснащен стержнем с двутавром, головка вверху — неразъемного типа, снизу — сделана с прямым разъемом. Окончательная обработка шатуна производится в сборе с крышкой, которая не является взаимозаменяемой для аналогов. В верхней головке детали имеется втулка из сплава бронзы и стали, которая установлена путем прессовки. В нижней части смонтированы сменные вкладки.
Нижняя крышка фиксируется болтами с гайками, которые запрессованы в стержень. На элементы наносятся метки сопряженности в виде порядковых номеров из трех знаков. Также на крышке выбивается номерное клеймо цилиндра. Поршень отливается из алюминиевого состава, имеет вставку из чугуна для верхнего кольца компрессии. Также головка поршня оснащается камерой сгорания с центральным вытеснителем. Элемент смещен по оси в направлении от клапанных выточек на пять миллиметров. Боковая часть имеет бочкообразную конфигурацию с уменьшением размера в районе отверстий под палец поршня.
Компрессионные и маслосъемные элементы
Поршень комплектуется сальником коленвала КамАЗ 740, а также парой компрессионных колец и одним маслосъемным аналогом. Дистанция от днища до нижней торцевой части верхней канавки 17 мм. Поршневая часть моторов 740/11, 740/13 и 740/14 между собой отличается формой гнезд под кольца, поэтому не является взаимозаменяемой.
При установке середина расширителя располагается в специальном замке. Маслосъемное кольцо изготовлено коробчатой конфигурации, на моторе 740/11 имеет высоту 5 миллиметров, а на 740/13 и 740/14 — 4 мм.

Ремонтные размеры коленвала КамАЗ 740
Ниже в таблицах приведены габариты, при которых допускается восстановление частей узла:

Устройство коленчатого вала КамАЗ включает в себя такие детали:
- Шатунные и коренные шейки, которые связаны между собой. У шеек шатунного типа меньший диметр. Они используются в качестве опоры.
- Противовес. Помогает уравновесить вес поршневой части и шатунов.
- Колено. Оснащено одной шатунной шейкой, которая находится между двумя щетками.
- Подшипники скольжения. Дают возможность шатунам в шейках и в механизме коленвала вращаться.
- Хвостовик, на который устанавливается маховик для отбора мощности с коленчатого вала.
- Фланец и щетки.

Разница между коленвалами КамАЗ разных моделей заключается в используемом материале изготовления (чугун или сталь), а также в количестве шатунных шеек.



Гаситель вращательных моментов
Вам будет интересно:Грузоподъемность ЗИЛ-130: технические характеристики, эксплуатация и ремонт
Коленвал двигателя КамАЗ 740″ оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Размеры и другие характеристики
Параметры и технические показатели коленчатого вала КамАЗ:
- радиус кривошипа — 4,6 см;
- радиус крайних противовесов — 8,5 см;
- радиус средних противовесов — 8,2 см;
- диаметр коренной шейки — 6,4 см;
- диаметр шатунной шейки — 5,8 см;
- диаметр фланца коленвала — 12,2 см;
- ширина шатунной шейки — 3,6 см;
- ширина коренной шейки — 4 см;
- количество противовесов — 4;
- защитные фаски — есть;
- ход поршневой части — 13 см;
- диаметр цилиндрических элементов — 12 см;
- материал корпуса — чугун или стальной сплав;
- максимальный крутящий момент — 2200 оборотов в минуту;
- ремонтные размеры — 0,5*0,2 м;
- допустимый дисбаланс — не более 35 г/см;
- весь механизм вместе с противовесами весит 76 кг.

Сколько стоит
Средняя цена на коленвал — 35 000 руб.
Компрессионные и маслосъемные элементы
Поршень комплектуется сальником коленвала КамАЗ 740, а также парой компрессионных колец и одним маслосъемным аналогом. Дистанция от днища до нижней торцевой части верхней канавки 17 мм. Поршневая часть моторов 740/11, 740/13 и 740/14 между собой отличается формой гнезд под кольца, поэтому не является взаимозаменяемой.
При установке середина расширителя располагается в специальном замке. Маслосъемное кольцо изготовлено коробчатой конфигурации, на моторе 740/11 имеет высоту 5 миллиметров, а на 740/13 и 740/14 — 4 мм.

Ремонтные работы
Неисправности коленчатого вала КамАЗ и способы их устранения:
- Повреждение коренных или шатунных шеек, деформация посадочных мест. В этом случае рекомендуется отшлифовать детали под ремонтный размер, нанести покрытие электродуговой наплавкой, приварить электроконтактную ленту.
- Износилась резьба на маслосъемном кольце. Необходимо углубить резьбу при помощи резца и отшлифовать шейку.
- Дефект шпонки, посадочного места и шарикоподшипника. В этом случае следует выполнить фрезерование под увеличенные параметры шпонок, сделать наплавку с последующей фрезеровкой шпонки, запрессовать втулки.
- Повреждение отверстий, предназначенных для крепежных штифтов маховика. Нужно сделать развертывание деталей под ремонтный размер.

Как снять подшипник
Чтобы с коленчатого вала снять подшипник, необходимо:
- Снять все узлы транспортного средства, которые мешают получить доступ к коленвалу.
- Убрать блок силового агрегата на стенд, который используется для ремонта двигателя.
- Снять маховик. Для комфортной работы на венец маховика рекомендуется установить фиксирующее устройство. Перед снятием положение механизма относительно блока мотора отмечают, а также делают маркировку, в какой последовательности были установлены крепежные болты.
- Убрать поддон картера и насос для масляной жидкости.
- Крышки подшипников и сами шатуны демонтировать. Их нужно снимать вместе с поршнями.
- Снять коленвал.
- Очистить посадочные поверхности.
- Снять подшипник.
Как отбалансировать
Порядок действий при балансировке:
- Выставить станок в горизонтальное положение.
- Установить на станок коленчатый вал. Если есть дисбаланс и вал начинает проворачиваться по уголку, такой перевес нужно ликвидировать.
- При помощи небольших магнитов определить точный вес металла, который нужно срезать. Для этого магниты необходимо прикрепить на легкую сторону маховика. Их цепляют до тех пор, пока коленчатый вал не будет лежать неподвижно, без перевеса. Вес магнитов — это вес металла, который следует срезать для балансировки.
- Убрать с маховика стружку.
- Срезать лишний металл, высверливая небольшие отверстия на корпусе маховика.
- Вернуть коленвал обратно на транспортное средство.

Шатунно-поршневая группа
Шатун коленвала КамАЗ 740 10 сделан из стали методом ковки. Он оснащен стержнем с двутавром, головка вверху — неразъемного типа, снизу — сделана с прямым разъемом. Окончательная обработка шатуна производится в сборе с крышкой, которая не является взаимозаменяемой для аналогов. В верхней головке детали имеется втулка из сплава бронзы и стали, которая установлена путем прессовки. В нижней части смонтированы сменные вкладки.
Нижняя крышка фиксируется болтами с гайками, которые запрессованы в стержень. На элементы наносятся метки сопряженности в виде порядковых номеров из трех знаков. Также на крышке выбивается номерное клеймо цилиндра. Поршень отливается из алюминиевого состава, имеет вставку из чугуна для верхнего кольца компрессии. Также головка поршня оснащается камерой сгорания с центральным вытеснителем. Элемент смещен по оси в направлении от клапанных выточек на пять миллиметров. Боковая часть имеет бочкообразную конфигурацию с уменьшением размера в районе отверстий под палец поршня.




ВОССТАНОВЛЕНИЕ ПОСТЕЛИ КОЛЕНВАЛА
В процессе эксплуатации коренные опоры коленчатого вала испытывают значительные нагрузки, что приводит к погрешностям форм отверстий в любой из плоскостей в пределах 0,03..0,05 и если не принимать мер по устранению таких дефектов, то в процессе эксплуатации возникают более значительные повреждения:
- деформация привалочных плоскостей в блоке под установку крышек коренных опор;
- деформация подшипниковой крышки в результате перегрева;
- проворот вкладышей коленчатого вала с образованием глубоких вырывов и катастрофический износ отверстий;
- разрушение крышек подшипников коленвала.
Ремонт таких отверстий только расточкой не позволяет обеспечить высокие эксплуатационные характеристики, так как довольно сложно обеспечить стабильный размер и необходимые геометрические параметры отверстий по всем шейкам. Велика опасность прослабить отверстие, большие трудности обработки наваренного отверстия или имеющего наклеп после проворота вкладышей, высокая шероховатость обработанной поверхности ухудшает теплоотвод, этому также способствует наварка лентой и применение эпоксидных композиций. Поэтому с целью обеспечения минимальных геометрических погрешностей при ремонте отверстий опор коленвала, жесткого допуска и необходимой шероховатости следует применять в качестве финишной операции – хонингование.

Во всех случаях при проведении ремонтных работ обязательно производится замер парных плоскостей в тоннеле блока под установку крышек подшипников. Операция производится с помощью контрольной оправки и щупа 0,02 мм.

При неплоскостности более 0,02 мм, плоскость необходимо обработать. Это можно сделать при помощи шабровки, на расточном или фрезерном станке, однако это очень трудоемко.


Следует отметить, что неплоскостность имеют примерно 50% блоков, поступающих в ремонт, а если шейки перегреты или произошел проворот, то неплоскостность в таких случаях бывает всегда и может достигать 0,3мм.

При креплении крышки блок деформируется и начинает испытывать крайне нежелательные для чугуна нагрузки на разрыв, поэтому очень часто блок после непродолжительной эксплуатации разрывается либо в районе масляного канала по центру, либо происходит разрыв блока с выходом трещин на боковые поверхности блока.


РАССМОТРИМ НАИБОЛЕЕ ХАРАКТЕРНЫЕ ВИДЫ ПОГРЕШНОСТЕЙ КОРЕННЫХ ОПОР И ПОДГОТОВКУ ИХ ДЛЯ ПРОВЕДЕНИЯ ОБРАБОТКИ:
1. Самый распространенный случай. Отверстия на одной опоре коленчатого вала или на нескольких имеют деформацию от длительных знакопеременных нагрузок, в результате незначительного перегрева или других причин. Величина геометрических погрешностей не более 0,1 мм. При таких погрешностях коленчатый вал иногда вращается при укладке. Но эксплуатация двигателя с такими погрешностями неизбежно приведет к более серьезным повреждениям постели коленвала. В этом случае подготовка отверстия производится следующим образом:
- все крышки подшипников осаживаются на абразивной плите, либо на фрезерном или шлифовальном станке на 0,1..0,2 мм;


- крышки устанавливаются на место, болты затягиваются необходимым моментом;
- отверстия обмеряются нутромером. Отверстия должны иметь припуск на обработку в пределах 0,06-0,25 мм. В районе замков размер может быть в допуске готового отверстия.
2. В том случае, если погрешности превышают 0,1мм или необходимо заменить, например крышку коренного подшипника (в результате поломки или другой причины) применяется следующая технология:
Часто встречаются случаи, когда в результате перегрева одна или несколько крышек опор коленвала деформируются, ее края выступают внутрь отверстия на 0,2…0,5 мм и она имеет большой боковой зазор в тоннеле блока (V-образные двигатели) поверхность отверстия в крышке имеет характерный синий цвет. Если крышка базируется на штифты, то происходит уменьшение межцентрового расстояния между штифтами в крышке, и она устанавливается на место с недопустимо большим натягом. В этом случае проводятся следующие операции:

- крышки опор коленчатого вала (с базированием по штифтам) обрабатываются следующим образом: с помощью концевых мер вымеряется межцентровое расстояние штифтовых отверстий, расположенных в блоке. На фрезерном станке или расточном, обрабатываются отверстия увеличенного диаметра в подшипниковой крышке. На токарном станке изготавливаются ступенчатые штифты и устанавливаются на место.
3. Случай, когда провернулись вкладыши и отверстие имеет большой диаметр вкруговую , на поверхности видны глубокие вырывы и борозды. В этом случае часть отверстия, находящихся в блоке навариваются, крышка заменяется, а если нет возможности поставить другую крышку, то наваривается и крышка. Наварка (в случае сильного проворота) производится самозащитной проволокой ПАНЧ-11 полуавтоматом без подогрева блока и без углекислоты. Наплавленный слой имеет хорошую адгезию, практически отсутствуют поры, нет отбела чугуна, удовлетворительно обрабатывается твердосплавным резцом.



4. Случай, когда отверстия имеют большой плюс около плоскости разъёма (характерно для V- образных блоков). В этом случае крышки осаживаются на 0,5…1 мм. Часть отверстий, прилегающих к разъёму в блоке цилиндров, напыляются (навариваются).

Подготовленные таким образом отверстия коренных опор коленвала поступают на расточку всех шеек с одной установки с последующим хонингованием.
Обработка подготовленной постели производится следующим образом:
При расточке с помощью электродрели один оператор удерживает дрель, второй производит подачу. Расточка наваренных (напыленных) отверстий производится за несколько проходов.


Привод при хонинговании осуществляется малооборотной дрелью через карданную подвеску; жесткий разжим брусков с хонингованием в режиме выхаживания обеспечивает высокую точность и необходимую шероховатость. Режущие бруски отечественного производства, их стойкость 200…300 блоков, после чего они заменяются в условиях потребителя. Бруски крепятся к колодкам эпоксидной смолой.
Настройка хонголовки с одного диаметра на другой производится путем замены опорных шайб под опорными колодками. Например, после хонингования Ø100 (КАМАЗ) необходимо хонинговать Ø111 (МЕРСЕДЕС). Для этого необходимо подложить шайбы толщиной 5,5мм. (по 3 шайбы под каждую опорную колодку).

Подрезка торцов под упорные подшипники производится инструментом с радиальной подачей резца, обеспечивающего перпендикулярность обрабатываемых поверхностей относительно оси постели. Вся оснастка устанавливается и фиксируется в уже обработанной постели коленчатого вала.

Время расточки всех шеек, например блока КАМАЗ, (без наварки) занимает 10….15 мин. Если какая-то из опор наварена, то она обрабатывается за несколько проходов и время соответственно увеличивается.
Время хонингования при припуске 0,02…0,03 мм — 4…5 мин.
Общее время обработки постели коленвала, например КАМАЗ, (без наварки) — 2,5…3 часа и в основном это время настройки, замеров и т.д., с наваркой — 3,5…4 часа.
В результате проведения расточки с использованием нашего оборудования обеспечиваются все требования завода-изготовителя (овальность, конусность не более 3..4 мкм, непрямолинейность не более 0,005) производится восстановление коренных опор в номинальный размер с минимальным смещением оси (0,02…0,03) и любыми повреждениями, успешно внедрена и эксплуатируется на многих крупных и малых предприятиях.
Инструмент и оснастка для обработки коренных опор состоит из хонголовки (в комплекте с шайбами на необходимый диаметр) и расточной навесной оснастки, состоящей из:
* — позиции индивидуальны для каждого диаметра постели
** — позиции индивидуальны для каждой модели двигателя

Для обработки коренных опор различных диаметров изготавливаются хонголовки с диапазонами Ø50…Ø65; Ø63…Ø80; Ø78…Ø100; Ø98…Ø130 + спец.диапазон от 170мм.


Ремонтные размеры коленвала КамАЗ 740
Ниже в таблицах приведены габариты, при которых допускается восстановление частей узла:
Читайте также: