
Как замерить диаметр цилиндра двигателя ваз
Обновлено: 05.07.2024
Измерение следует производить при температуре поршня (+20 градусов), с помощью микрометра или аналогичного измерительного инструмента, с точностью измерения до одной сотой доли миллиметра (0,01мм).
Как измерить диаметр цилиндра Нутромером?
Для измерения диаметра цилиндра на нутромере выставляется приблизительный его размер. После этого микрометрическая головка помещается в отверстие перпендикулярно его продольной оси. Вращением барабана и трещотки необходимо добиться прижатия измерительных поверхностей с двух сторон.
Что означают буквы на поршне?
Как правильно измерить микрометром?
Порядок проведения измерений микрометром
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков.
Как измерить внутренний диаметр?
Куда должна смотреть стрелка на поршне бензопилы?
На поршне есть стрелка, поршень в цилиндре нужно расположить таким образом, чтобы стрелка была направленна к выхлопу.
В каком месте измеряют диаметр поршня?
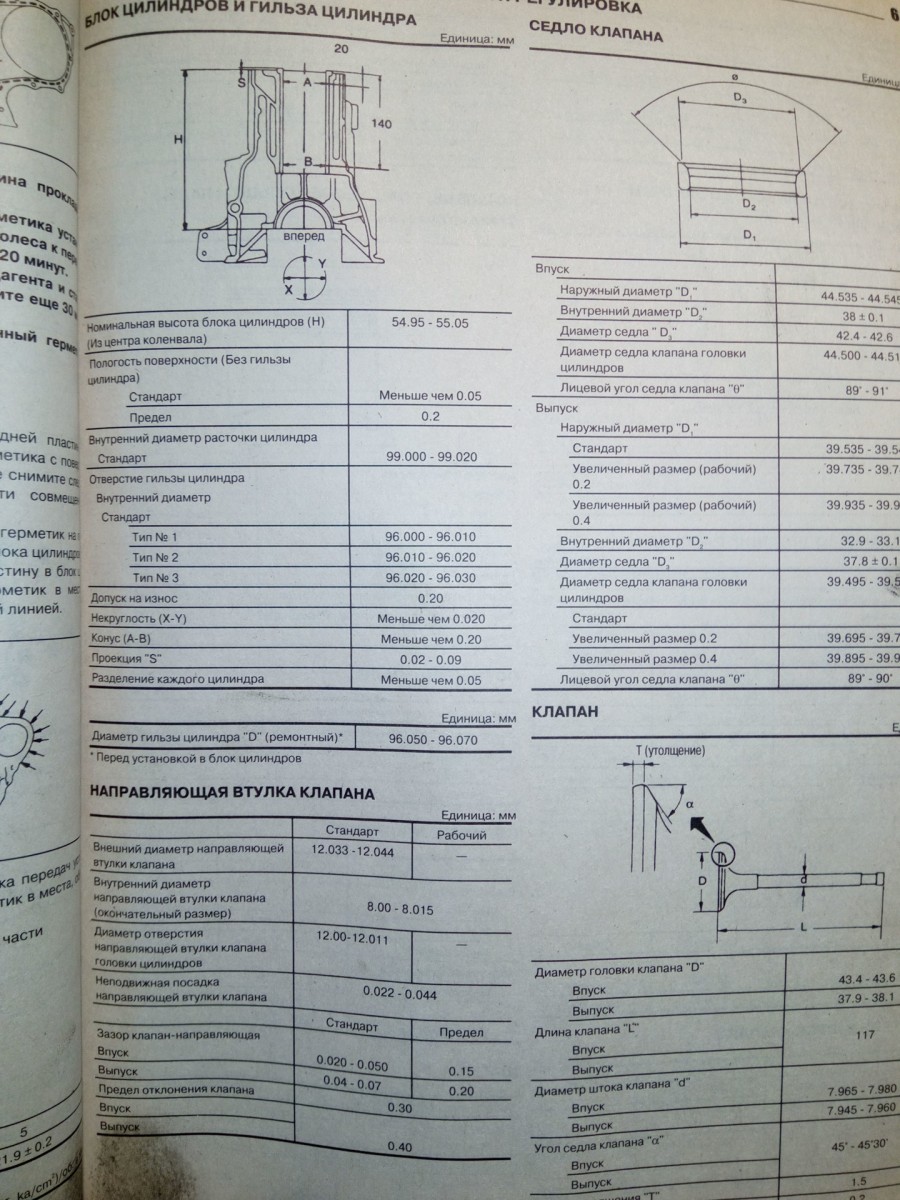
Диаметр поршня измеряется при помощи микрометра, в направлении, перпендикулярном оси поршневого пальца, на строго установленном расстоянии от низа юбки поршня, указанном в руководстве по ремонту.
Что такое класс поршня?
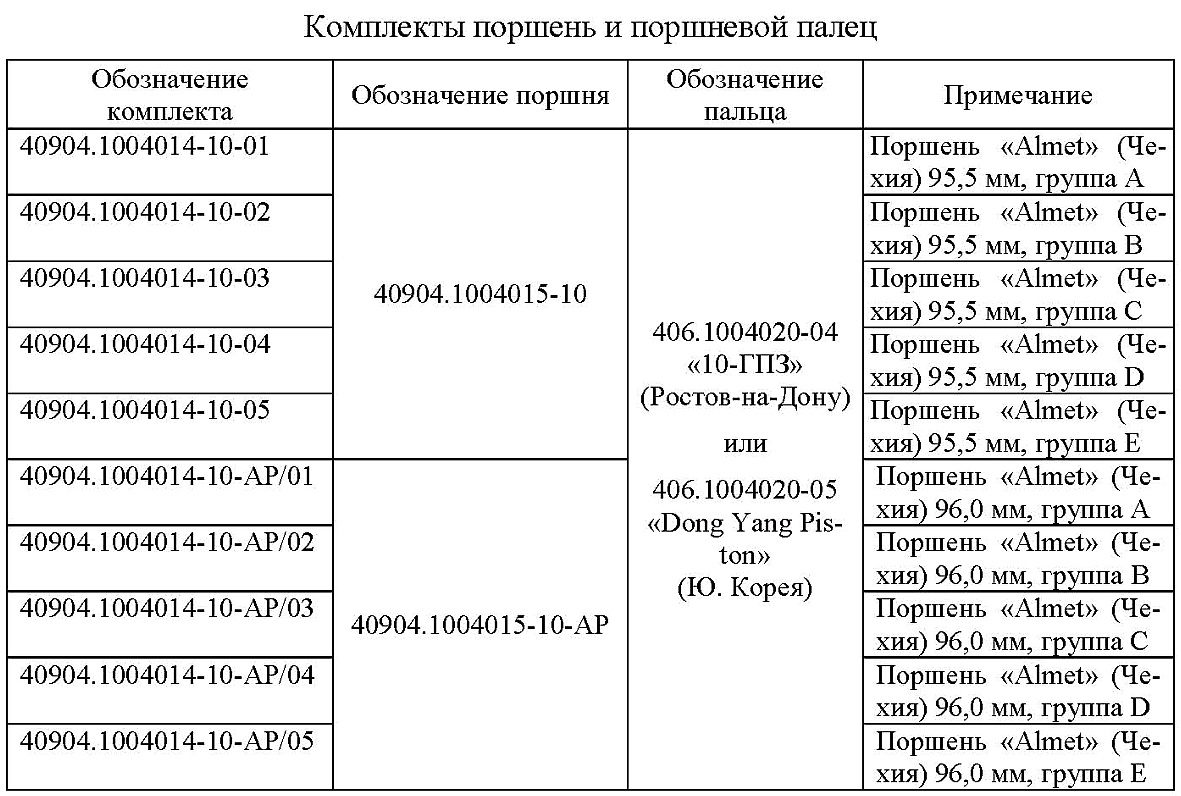
По номинальному размеру поршни подразделяются на 5 классов, различие между ними — 0,01 мм. Все классы маркируют буквами на днище изделия — (А, В, С, D, Е). … Помимо номинальных имеются 2 ремонтных размера поршней, которые имеют увеличенный наружный диаметр на 0,4 и 0,8 мм.
Как измерить диаметр цилиндра двигателя без Нутромера?
Для измерения диаметра цилиндра прибор помещается внутрь отверстия так, чтобы его стержень находился перпендикулярно продольной оси изделия. Нужное положение достигается с помощью легких покачиваний. Если стрелка отклоняется влево от нуля, то диаметр исследуемого отверстия больше размера образца.
Как правильно измерить Нутромером?
Что измеряет нутромер?
Нутромер – это высокоточный измерительный инструмент, который предназначается для измерения размеров отверстий и пазов, а также внутренних поверхностей различных деталей. … Индикаторный нутромер представляет относительный метод измерения. Такой нутромер позволяет измерять отверстия диаметром от 6 мм и более.
Какие бывают поршня?
- Поршни Autothermatik. Действуют по такому же принципу, как и авто …
- Поршни Duotherm. Чем- то похожи на авто термические, но вместо пропила в юбке имеют стальную вставку по всему диаметру. …
- Поршни с перегородками …
- Поршни EVOTEC® …
- Кованные алюминиевые поршни
Какой размер поршня на ваз 2103?
Габариты поршней на ВАЗ 2103 1.5 МТ: Ход поршня: 80 (мм); Степень сжатия: 8.5; Диаметр поршня: 76.00 — 76.05 (мм);
Что указывает стрелка на поршне?
Стрелочка обычно указывает, куда двигаются газы, т. е. в сторону выхлопа.
Диагностирование цилиндропоршневой группы двигателей внутреннего сгорания
Состояние цилиндропоршневой группы (ЦПГ) определяется по величине давления сжатия или разрежения, результатам измерений неплотностей в камере сгорания и сопряжении гильза-поршень по величине утечек воздуха и прорыва газов в картер, а также по угару масла во время работы двигателя.
Диагностирование ЦПГ дизеля проводят при ТО-3 и перед ремонтом или поступлении заявки от машиниста. Основные косвенные признаки неисправного состояния ЦПГ — повышенный расход масла на угар и прорыв газов в картер, трудный пуск, снижение мощности двигателя.
Наибольшее распространение для оценки ЦПГ получил способ измерения количества газов, прорывающихся в картер. Количество газов измеряют индикатором КИ-13671. Для измерения количества газов двигатель прогревают до температуры жидкости в системе охлаждения 70 — 90°С, закрывают пробками отверстие сапуна, отверстие под масломерную линейку и подключают индикатор с помощью переходника к заливной горловине картера двигателя. Измерение расхода газов проводится при номинальной частоте вращения коленчатого вала. Прорвавшиеся в картер газы проходят через индикатор и поднимают поршень 2 сигнализатора В верхнее положение. Поворачивая плавно крышку 5 и, тем самым закрывая дроссельное отверстие индикатора, добиваются, чтобы риска на колеблющемся поршне 2 совпала с риской на трубке 1. По лимбу на крышке 5 против указателя определяют расход газов.
Если расход газов более 170 л/мин, открывают одно или два дополнительных отверегия, вывинтив заглушки 4.

Рис. Определение расхода картерных газов индикатором КИ-13671: 1 — трубка сигнализатора; 2 — поршень сигнализатора; 3 — удлинитель; 4 — заглушка; 5 — крышка; 6 — корпус; 7 — переходник
В этом случае необходимо прибавить к показанию индикатора соответственно 100 или 200 л/мин.
При ресурсном диагностировании тракторов перед ТО-3, которое предшествует плановому текущему или капитальному ремонту, полученное значение расхода газов сравнивают с их допустимыми значениями и принимают решение о возможности дальнейшей эксплуатации двигателя.
Сравнительную оценку технического состояния цилиндров можно дать по разряжению в надпоршневом пространстве.
Чтобы измерить разряжение, снимают с двигателя форсунки, устанавливают в отверстие для форсунки наконечник вакуум-анализатора КИ-5315 и прокручивают с помощью пускового устройства коленчатый вал. При движении поршня вниз на такте расширения в надпоршневом пространстве создается разряжение, под действием которого открывается впускной клапан прибора. По вакуумметру фиксируют максимальное значение разряжения. Номинальное значение разряжения в цилиндре — 0,088, допустимое — 0,07, предельное — 0,068 МПа.
В случае, когда расход газов не превышает допустимого значения, но разряжение в цилиндрах ниже допускаемого, необходимо восстановить герметичность клапанов механизма газораспределения. Если расход газов превышает допустимое значение, необходимо заменить кольца или цилиндропоршневую группу.
Состояние ЦПГ автомобильных двигателей оценивают по прорыву газов в картер или по утечке воздуха из надпоршневого пространства (компрессии). Компрессию в каждом цилиндре измеряют компрессометром КИ-861 (для дизельных двигателей) или модифицированым прибором КИ-179 (для карбюраторных двигателей).
Контроль за распределением нагрузки по цилиндрам
Распределение нагрузки по цилиндрам проверяется по следующим рабочим параметрам:
- На дизелях, не имеющих индикаторных кранов, — по температуре выпускных газов и по относительному снижению числа оборотов при последовательном отключении подачи топлива в цилиндры.
- На дизелях, имеющих индикаторные краны, — по значениям Рт, замеряемого пиметром, или Pz и температуре выпускных газов.
- На дизелях, имеющих индикаторный привод, — по значениям Рi и температуре выпускных газов.
- Распределение нагрузки по цилиндрам дизель-генераторов можно определить при помощи вольтметра, наблюдая изменение его показаний при последовательном выключении отдельных цилиндров. При равномерном распределении нагрузки между цилиндрами падение напряжения должно быть одинаковым при отключении любого цилиндра.
Регулировка дизеля
На номинальном режиме работы дизеля значения параметров каждого цилиндра не должны превышать (в процентах):
- среднее индикаторное давление Рi ±2,5
- максимальное давление сгорания Pz ±3,5
- температура выпускных газов tг ±5
- давление в конце сжатия Рс ±2,5
- среднее давление по времени Рт ±3.
Если значения параметров отличаются от указанных выше, то должна производиться регулировка дизеля. Регулировка дизеля должна производиться периодически в зависимости от состояния установки, типа дизеля и в соответствии с указаниями заводской инструкции и судовладельца.
Перед регулировкой дизеля необходимо убедиться в исправности КИП и регистрирующих приборов, проверить и отрегулировать зазоры в приводах ТНВД и в механизме газораспределения, проверить положение нулевой подачи ТНВД, опрессовать форсунки.
Если обнаружена неравномерность распределения нагрузки по цилиндрам, то регулировка производится изменением количества топлива, подаваемого ТНВД.
Если обнаружено отклонение значений Pz от рекомендуемых, то регулировка производится изменением момента начала подачи топлива ТНВД.
Последовательность регулировки устанавливается заводской инструкцией. При отсутствии таких указаний регулировка производится следующим образом:
- При низком Pz и высокой t°г необходимо увеличить угол опережения подачи топлива.
- При высоком Pz и низкой t°г необходимо уменьшить угол опережения подачи топлива ТНВД.
- При высоком значении Pz и высокой t°г необходимо уменьшить угол опережения подачи топлива и цикловую подачу топлива.
- При низком значении Pz и низкой температуре t°г необходимо увеличить угол опережения подачи топлива и цикловую подачу топлива ТНВД.
Предварительная регулировка дизеля производится при нагрузке, равной 25% номинальной, и проверяют при этом только наличие вспышки во всех цилиндрах.
На установившемся режиме и нагрузке, равной 50% номинальной, определяют значения Pz. Если Pz в отдельных цилиндрах будут в пределах, указанных в заводской инструкции для этого режима, то переходят на режим 75% номинальной нагрузки и на этом режиме определяют Pz, Рс, t°г, Рi, Рт.
Если все параметры будут в пределах, указанных в заводской инструкции для этого режима, то производят окончательную регулировку дизеля на режиме номинальной нагрузки и частоты вращения.
С какой стороны начинается счет цилиндров. Расположение и нумерация цилиндров двигателя: просто о сложном
С момента изобретения первого ДВС перед инженерами стояла очень ответственная цель –снять максимум мощности с конкретного объема силового агрегата. Стараясь решить эту задачу, конструкторы проводили эксперименты с числом и компоновкой камер сгорания.

В разное время в серийных моделях авто использовались, как маленькие одноцилиндровые ДВС, так и огромные агрегаты с 16-ю цилиндрами. На разных моделях камеры сгорания расположены и нумеруются по-разному и начинающему автолюбителю эта информация будет очень полезна.
Как располагаются цилиндры в двигателях
Существуют разные модели двигателей – это и старинные одно- и двухцилиндровые ДВС, традиционные рядные четырех- и шестицилиндровые модели.
Статья по теме: Признаки, причины и последствия перегрева двигателя автомобиля
Более крупные агрегаты имели V-образные блоки – такие агрегаты могли иметь восемь и более камер сгорания.
Рядное расположение
При рядном расположении в блоке цилиндры располагаются в один ряд. В такой конфигурации существуют двух, трех, четырех, пяти и даже шестицилиндровые моторы.

Двух- и трехцилиндровые ДВС сейчас устанавливаются на современных авто не так часто, хотя популярность их медленно набирает обороты.
Пятицилиндровые двигатели с рядным расположением на автомобилях, производимых серийно, стали появляться в 70-х годах. В числе первых можно выделить дизельные модели Mercedes – они устанавливались в 1974 году на модели в кузове W123.
А уже в 1976 году построили пятицилиндровый мотор от Audi. Начиная с конца 80-х годов рядная пятерка уже никого не удивляла и успешно устанавливалась на самые разные автомобили Fiat, Volvo и других автобрендов.






Как измерить цилиндр замка. Как определить размер цилиндра
Измерение замочного цилиндра, называемого также личинкой, вставкой или сердцевиной, является насущной необходимостью при его замене. Ведь, согласитесь, куда проще измерить длину цилиндра, а затем обзвонить магазины, узнав о наличии нужной модели, чем бегать с тем же цилиндром по тем же магазинам с неизвестным результатом, теряя свое время.
Обмер личинки не представляет особой сложности (цилиндр даже можно не вынимать замка) — главное знать что измерять, и какие цифры называть в магазине.
Чем измерить размер цилиндра
Для определения длины цилиндра профессионалы используют специальные устройства, которых по понятным причинам у нас нет. Поэтому измерения можно делать обычной линейкой — точности замеров вполне хватит для покупки или заказа новой личинки. Для замеров также сгодятся рулетка или штангенциркуль.
Как определить длину цилиндра
У любого цилиндра есть крепежное отверстие, которым личинка притягивается к корпусу замка. В совокупности с краями цилиндра, центр этого отверстия является одной из точек отсчета размера личинки. Размеренность цилиндра (называемую также симметрией цилиндра) определяют три величины, в большинстве чертежей обозначаемые латинскими литерами A, B и C (или L), где:
От чего зависит нумерация цилиндров двигателя
Тем не менее, важно знать, что каким бы ни была компоновка двигателя и расположение цилиндров, в цилиндре № 1 – главный цилиндр, всегда располагается свеча № 1.
Естественно, это порядок, в котором пронумерованы цилиндры любого двигателя. От чего зависит расположение и нумерация цилиндров двигателя:
- тип привода: передний или задний;
- тип двигателя: рядный или V-образный;
- способ установки двигателя: поперечный или продольный;
- направление вращения двигателя: по или против часовой стрелки.
Расположение цилиндров в многоцилиндровых двигателях, выглядит следующим образом:
- вертикально – то есть в один ряд, без угловых отклонений;
- наклонно – под углом 20°;
- V- образно – в два ряда. Углы между рядами могут быть 90 или 75 градусов;
- оппозитно (горизонтально) – угол между цилиндрами равен 180°. Такое расположение цилиндров применяется в двигателях для автобусов, что позволяет размещать двигатель под полом салона, освобождая полезную площадь.
Порядок работы цилиндров двигателя на разных авто
Бесплатная консультация и расценка по телефону:
| СТО на Лесной | |
| 642-57-57 | 642-00-29 |
| СТО на Пионерской | |
| 926-05-45 | 926-05-02 |
| мойка: 642-1-642 | |
| СТО на Василеостровской | |
| 903-20-40 | 910-20-33 |
| СТО на Московской | |
| 955-20-90 | 642-20-90 |
| СТО на Нарвской | |
| 900-20-55 | 920-2-920 |
| СТО на Просвещения | |
| 926-25-55 | 926-2-555 |

В большинстве случаев рядовому автовладельцу вовсе не нужно понимать порядок работы цилиндров двигателя. Однако эта информация не нужна до тех пор, пока у автолюбителя не появится желание самостоятельно выставить зажигание либо отрегулировать клапана.
нумерация цилиндров
SUBARU IMREZA WRX STI GC8 TOYOTA SOARER 1JZ-GTE E-JZZ30 NISSAN SKYLINE GTS25t type M ECR-33
если смотришь на двигатель сверху то так:
правый передний 1-ый (около ГРМ), левый передний 2-ой (около ГРМ), дальний правый 3-ий, дальний левый 4-ый
Subaru Legacy B4 RSK TT 2001 restyle
если смотришь на двигатель сверху то так:
правый передний 1-ый (около ГРМ), левый передний 2-ой (около ГРМ), дальний правый 3-ий, дальний левый 4-ый
СВерху можно смотреть по ходу движения и против.
Со стороны воздушного фильтра 1 и 3 Со стороны акума 2 и 4
Или интресует порядок работы цилиндров в ходе рабочего цикла
“Это безрассудно”-заметил Опыт.”Это бесполезно”-сказала Гордость. “Попробуй…” – шепнула Мечта.
Что интересует-то? Порядок работы цилиндров 1324. Нумерация: стоишь перед авто, открыв капот. Левый ближний – 1, правый ближний – 2, левый дальний -3, правый дальний – знаменитый 4
Для поддержания высокого давления в моторе, а это оказывает значительное влияние на коэффициент полезного действия и иные возможности по отдаче, простоте запускания и обособленным затратам, между поршнями и цилиндрами должен быть минимальный зазор.

Однако полностью устранить его не получится, по причине несоответствия температурных показателей элементы ДВС выйдут из строя.

Поэтому интервал вычисляется методом расчетов и неукоснительно соблюдается, а нужное уплотнение обеспечивается использованием пружинных поршневых колец в качестве газового и масляного уплотнения.

Содержание
Каким должен быть тепловой зазор между поршнем и цилиндром
Функциональные требования к тепловому зазору включают:
- Отход тепла от поршня во время возгорания топлива. Иначе поршень станет непригодным под температурой камеры сгорания.
- Возможность уплотнения площади рядом с поршнями. Возникающее давление должно в равной степени придвигать кольца к стенкам цилиндра. Чтобы добиться такового касания, необходимо установить подходящий интервал.
- Требования к маслосъёмным кругам, которые отвечают за предоставление необходимого объема смазки. Если следовать этому принципу, можно сохранить затраты масла и топлива на уровне производственных стандартов.

Почему меняется зазор между поршнем и цилиндром
Разработчики машин желают добиться того, чтобы составляющие мотора функционировали по механизму контактирования жидкостей.

Это метод смазывания соприкасающихся сторон, когда благодаря крепости масляного покрытия либо при впуске масла под натиском, и фиксированных затратах прямого контактирования компонентов не случается в случае перегрузок.
В редких случаях можно добиться такого эффекта. Это зависит от следующих факторов:
- Нехватка масла, подвода смазки, как это допускается в подшипниках скольжения коленвалов или распредвалов, под напором в область между поршнем и цилиндром не осуществляется, а иные пути смазывания редко оказывают стойкий эффект, прекрасно функционируют специализированные масляные форсунки, однако их в силу различных обстоятельств устанавливают не так часто;
- Плохо выполненная либо стертая картинка хонингования на стенке цилиндра, служит для удерживания масляной оболочки и не позволяет ей пропасть целиком под натиском поршневых колец;
- Неправильные температурные условия могут стать причиной пропажи этого интервала, исчерпания масляного шара и возникновения заноз на поршнях и цилиндрах;
- Использование масляной жидкости низкого качества с нарушениями основных параметров.
Удивительно, но чаще всего становится непригодной покрытие цилиндра, хотя оно, как правило, выполнено из стали, это цельный стальной блок либо разнообразные сухие и влажные гильзы, которые заливаются в алюминий блока.
Если гильзы нет, стенка алюминиевого цилиндра проходит особую обработку, и на нее наносится шар плотного долговечного покрытия.

Обусловлено это стойким натиском на поршень, которое в присутствии смазки практически не удаляет с него металл при перемещении. А вот цилиндр подвергается при небрежном функционировании пружинных колец с повышенным обособленным натиском из-за небольшой дистанции контактирования.









Безусловно, поршень также приходит в непригодность, даже если данный процесс развивается не так быстро. Такое обоюдное изнашивание поверхностей соприкасания расстояние постепенно увеличивается, к тому же неодинаково.

Нормы соответствия
В первоначальном положении цилиндр в полной мере отвечает своему названию, это геометрическая фигура с неизменным диаметром по всей высоте и обхватом в любом сечении, которое идет поперечно к оси.



Но, поршень имеет несколько усложненную конфигурацию, помимо этого он содержит термофиксирующие компоненты, вследствие чего неодинаково увеличиваются при работе.
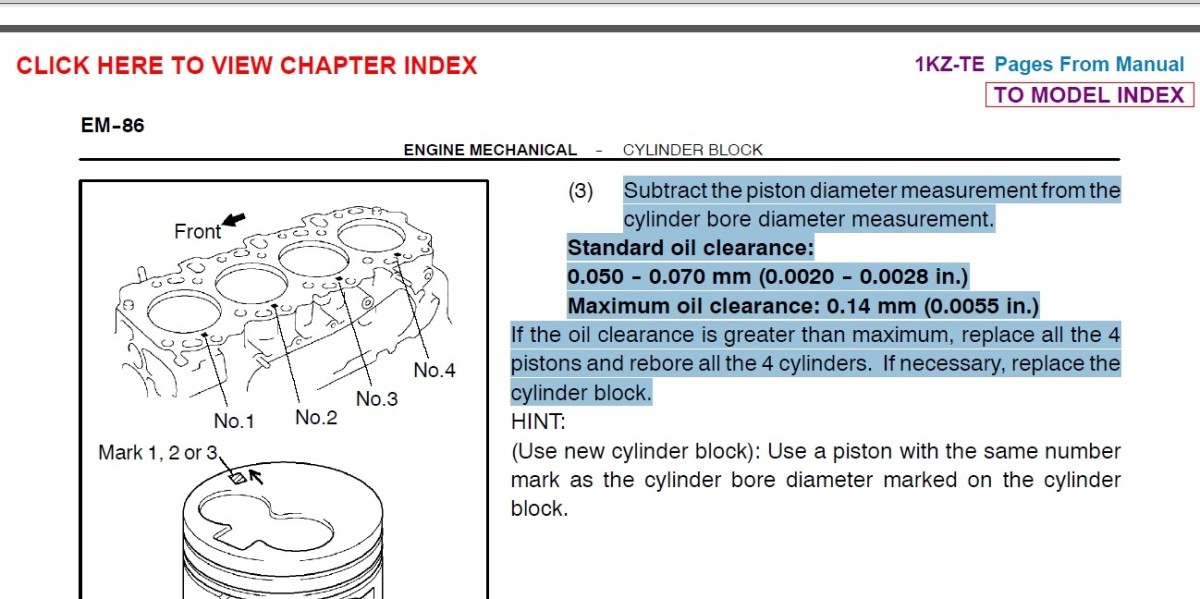
Для оценивания состояния зазора просчитывается разность диаметров поршня в области юбки и цилиндра в центральной его части.

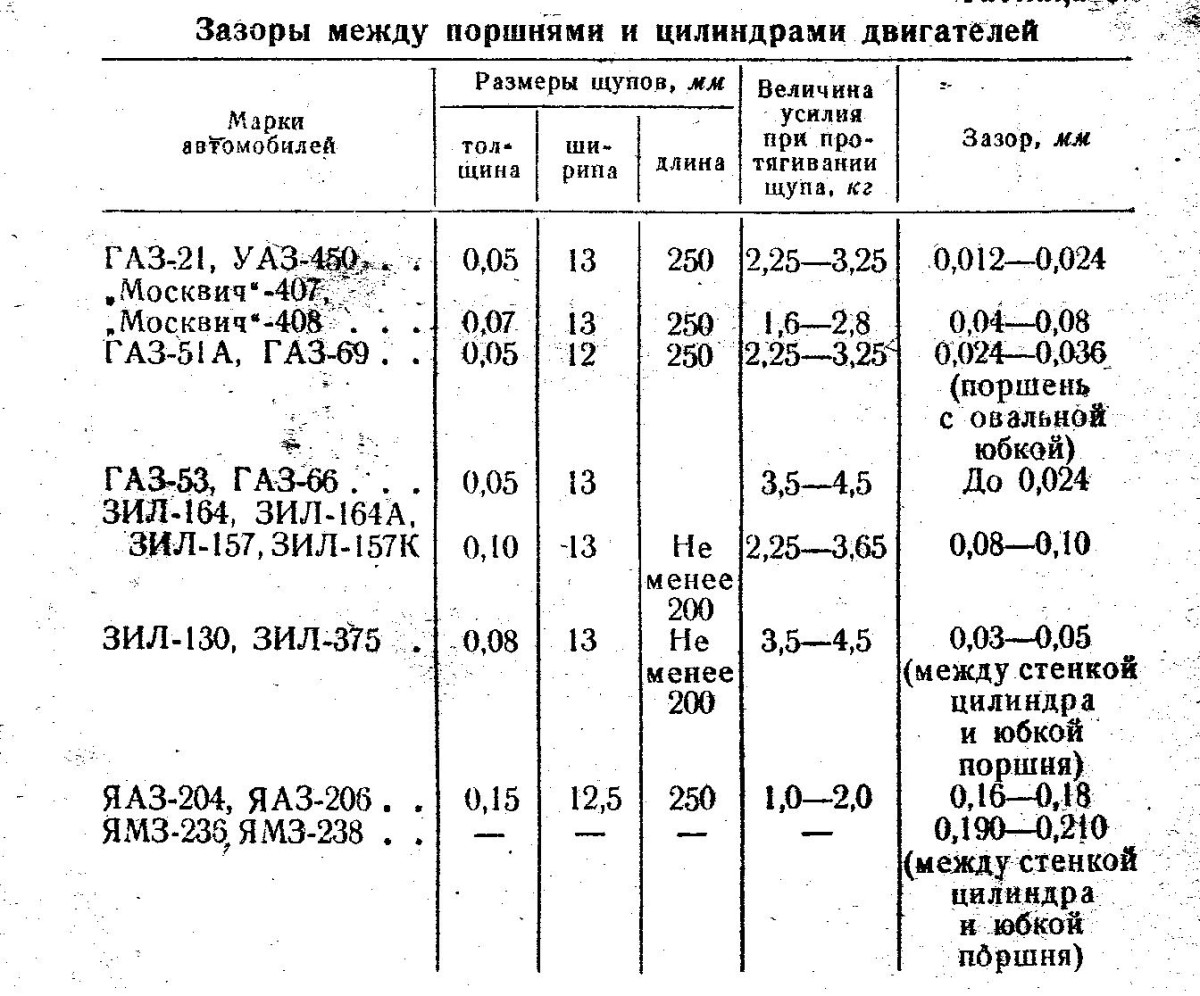
Согласно установленным стандартам, тепловой зазор должен быть приблизительно 0.03-0.05 мм по диаметру у свежих запчастей, а его верхняя граница вследствие изнашивания не должна быть большее 0,15 мм.
Как измерять зазор между поршнем и цилиндром
Для определения величины зазора применяются вычислительные устройства, такие как микрометр и нутромер, такое сочетание инструментов поможет добиться высокой точности, которая даст возможность отреагировать на сотую часть миллиметра.
Микрометром измеряется диаметр поршня в области его юбки, в поперечном направлении относительно пальца. Стержень микрометра закрепляется зажимом, затем нутромер ставится на ноль при фиксации своим вычислительным концом на стержень микрометра.

После данной процедуры преобразователь нутромера будет отображать несоответствия от диаметра поршня в сотых долях миллиметра.
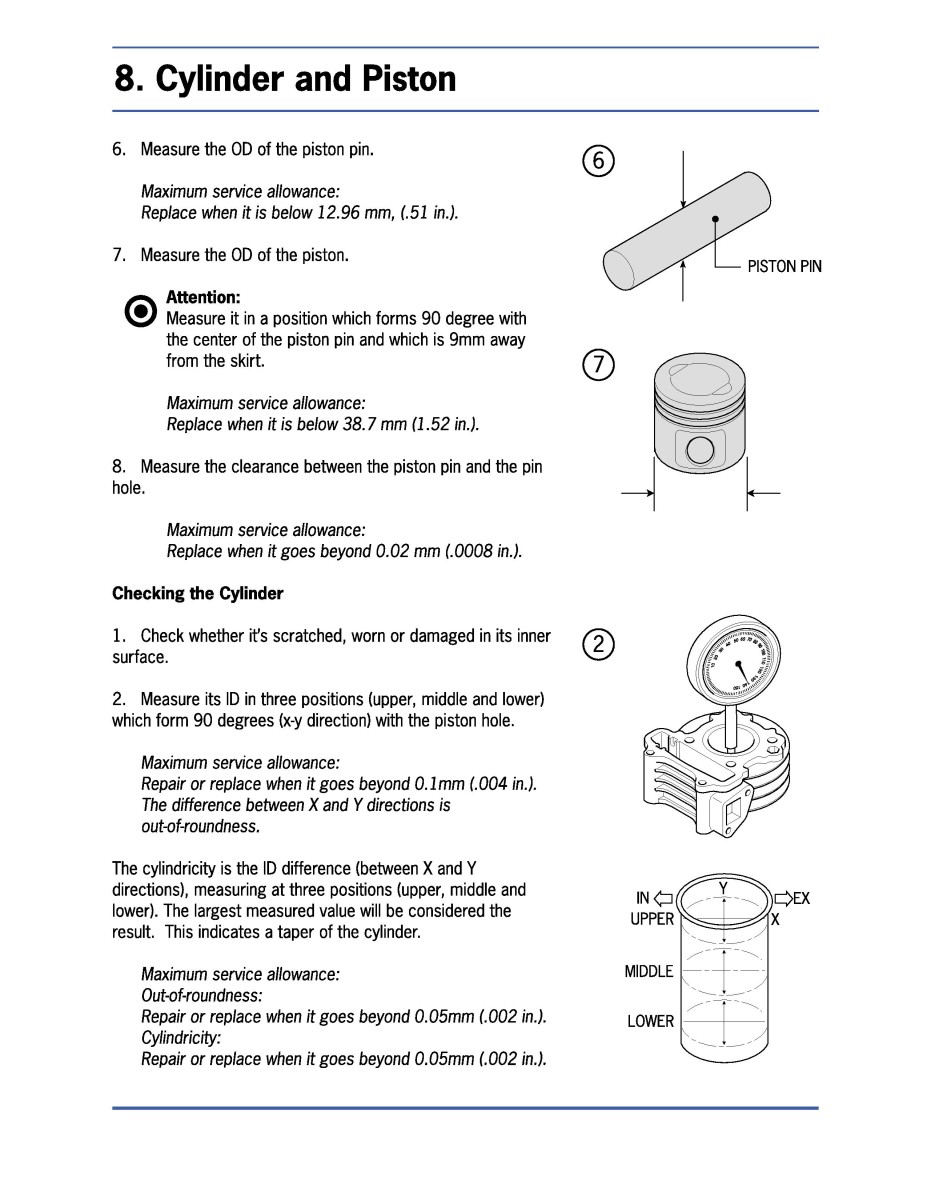
- Измерение цилиндра выполняется в 3-х плоскостях, верхней части, центральной и нижней, по длине площади перемещения поршня. Измерения делаются вдоль оси пальца и в поперечном направлении относительно фаланги.
- По завершению процедур можно сделать выводы о состоянии цилиндра после изнашивания. Основное, что понадобиться – это присутствие конусовидных либо эллипсовидных неровностей. Первое – отхождение сечения от окружности в сторону овала, а второе – несоответствие диаметра на вертикальной оси.
Дефекты в несколько соток указывают на невыполнимость своей работы кольцами и надобности починки цилиндров или смены блока.
В общем пробилась у меня прокладка под ГБЦ, начал я сам (т.к. финансовое положение оставляет желать лучшего) разбирать двигатель. А т.к. она довольно не плохо кушала масло, то конечно с самого начала задумал поменять маслосьемные колечки. Еще зарекся, что бы я там не увидел, менять только маслосьемные и ни в какую капиталку не втягиваться :) т.к. по всему остальному претензий не было, тяга бешенная, да и жить ей осталось судя по всему годик другой, т.е. нужно подлампичить и доездить ее век.
Вытащил первый поршень. Верхнее кольцо сильно сработанно, боковой зазор увеличен очень сильно. Второе кольцо выглядит гораздо лучше, зазор выходит за пределы данные в технической характеристике к двигателю, но по сравнению с верхним земля и небо. В общем хоть я и зарекался, но решил определить нужна ли капиталка, или можно просто поменять колечки.
Микрометра что бы померить диаметр цилиндров у меня естесссно нет. Пошел я по ближайшим СТО в поисках этого приспособления. На одном мне механик сказал что микрометр не нужен, нужно просто осмотреть поверхность цилиндров, если зацепов или каких то протертостей не видно, и поверхность на ощупь гладкая и без перепадов, то все нормально и можно только поменять колечки. Я просмотрел поверхности, все идеально! Зеркало!
Прихожу на другое СТО, описываю свою проблему, там мне говорят: микрометр тебе не нужен, парень! Если на цилиндрах зеркало, то это им уже пипец, поверхность цилиндра должна быть матовой.
Где правда?
Подскажите пожалуйста, как мне определить состояние двигателя? Или обязательно таки микрометр искать? Замерять эллипсность?
Я понимаю что по уму конечно раз я уже разобрал двигатель, то нужно было бы и капиталку сделать, но финансы поют романсы. Мне нужно сделать просто какой то минимум, что бы она еще годик отьездила, пусть даже масло кушает, только поменьше :)
В прошлом номере журнала мы познакомили читателей с сервисным опытом немецкой фирмы Kolbenschmidt. Речь шла о технологии сборки коленчатого вала и подшипников двигателя. На очереди - сборка шатунно-поршневой группы.
Установить поршни с кольцами и шатунами в блок цилиндров - работа не сложная, времени занимает немного - час, от силы два. Однако простота такой работы только кажущаяся.
Не проверишь - не поедешь
Лакмусовой бумажкой, позволяющей отличить моториста-профессионала от дилетанта, является отношение к контрольно-измерительным операциям при сборке узла. И дело не только в том, что измерение геометрии каждой детали требует терпения и скрупулезности. Необходимо понимать смысл этих операций, а для этого моторист должен четко знать технологию ремонтных операций, не входящих непосредственно в процесс сборки двигателя, например, как шлифуют коленчатый вал или растачивают и хонингуют блок цилиндров.
Зачем, спросите? Ведь расточник по размеру поршней может сам определить диаметр цилиндров, а после обработки блока проконтролировать результат.
Действительно, может. Только ответственность за сборку, а значит, и за работу двигателя после ремонта несет моторист-механик. Так что делайте выводы, стоит ли тратить время на контрольные замеры, или ими можно пренебречь.
Это должен знать каждый
Как правило, специалист начинает сборку шатунно-поршневой группы с проверки блока цилиндров. И не случайно: блок цилиндров - основа всего двигателя. На него монтируется большинство моторных деталей и узлов. Брак, допущенный при ремонте цилиндров, может существенно затормозить процесс сборки двигателя.
Как известно, изношенные цилиндры растачивают и хонингуют в увеличенный (ремонтный) размер. При этом, помимо необходимой точности размеров, обязательным являются определенная микроструктура и рельеф поверхности цилиндров. Об этом нередко забывают, а зря. Идеальный с точки зрения геометрии цилиндр склонен к ускоренному износу при нарушении технологии хонингования или использовании несоответствующего инструмента. Та же участь уготована и другим деталям ЦПГ - в первую очередь поршневым кольцам.
Растачивание цилиндров обычно выполняют на вертикально-расточном станке. При этом необходимо обеспечить перпендикулярность поверхности цилиндра к оси постелей коленчатого вала. Особое внимание уделяется окончательному размеру после расточки. Величина припуска под хонингование должна быть не менее 0,0,08 мм. Дело в том, что при растачивании резец деформирует поверхность металла, завальцовывая графитовые зерна, содержащиеся в чугуне (графит, выходящий на поверхность, обеспечивает низкое трение поршневых колец и, соответственно, малый износ колец и самих цилиндров). Если припуск окажется слишком малым, то после хонингования графитовые зерна не вскроются.
Препятствовать открытию зерен графита могут и неправильно выбранные режимы хонингования, условия подачи смазки в зону хонингования, тип смазывающего материала.
Хонингование цилиндров выполняют на вертикально-хонинговальных станках. Суть этой операции вовсе не в заглаживании рисок от резца, как ошибочно полагают некоторые механики. При хонинговании за счет вращения и возвратно-поступательного движения головки с абразивными брусками на поверхности цилиндров намеренно создается шероховатость в виде сетки рисок определенной глубины, способных удерживать масло и тем самым смазывать поршневые кольца и поршни.
Очень важен угол хонингования - угол между рисками, образованными при поступательном движении головки. Оптимальные значения угла хонингования - 80o, что обеспечивается правильным подбором соотношения частоты вращения и скорости возвратно-поступательного движения хонголовки. При малом угле не удается добиться нужного профиля поверхности, что ведет к полусухому трению и возрастанию износа деталей. Большие углы обычно дают увеличение расхода масла.
Для получения необходимого микропрофиля поверхности, а именно сравнительно глубоких впадин и сглаженных выступов, хонингование выполняется в несколько операций (переходов). Черновое хонингование выполняют абразивными брусками с зернистостью 150, съем металла составляет около 0,06 мм. Далее следует чистовое хонингование брусками с зернистостью 280 (съем приблизительно 0,02 мм). И, наконец, отделочное хонингование брусками зернистостью 600 со съемом менее 0,005 мм (так называемое платохонингование).
Именно такая технология обеспечивает сглаживание выступов, фактически приближая профиль поверхности к той, какая будет после приработки деталей. В последние годы финишные операции хонингования стали заменять обработкой поверхности с помощью специальных абразивных щеток, дополнительно заглаживающих заусеницы на краях впадин (рисок).
Как проверить блок цилиндров?
Качество ремонта поверхности цилиндров (например, микропрофиль поверхности и выход графита на ней) в условиях авторемонтного предприятия проверить проблематично - для этого требуется специальное дорогостоящее оборудование (включая специальный прибор для определения шероховатости и микропрофиля поверхности). Поэтому ремонт цилиндров обычно осуществляется в специализированных мастерских, располагающих соответствующим оборудованием. А задача автосервиса - проверить размеры цилиндров на соответствие нормативным требованиям.
Начиная сборку шатунно-поршневой группы, моторист обязан проверить геометрические размеры - диаметр цилиндра в трех поясах (верхней, средней и нижней части цилиндров), причем в двух направлениях - продольном (вдоль оси коленвала) и поперечном. Измерения проводятся при помощи нутрометра. Все погрешности, включая любые отклонения формы, должны укладываться в допуск 0,0,018 мм в зависимости от величины диаметра цилиндра.
Верхний край цилиндров после ремонта может быть острым, что затрудняет установку поршней с кольцами и даже может спровоцировать поломку колец. Поэтому этот край следует обязательно притупить, сделав с помощью шабера небольшую фаску.
Как проверить поршень и шатун?
При сборке требуется правильно измерить размер юбки поршня, чтобы определить рабочий зазор поршня в цилиндре. Для этого используют микрометр или более точный прибор - измерительную скобу.
Разница между диаметром цилиндра и размером поршня составляет искомый зазор: практика показала, что оптимальной является величина зазора, превышающая минимально допустимое значение на 0,0,02 мм.
Иная ситуация с поршнями, имеющими антифрикционное графитовое покрытие юбки (оно имеет характерный черный цвет). Если у поршня покрытие сплошное, то истинный размер юбки будет меньше измеренного на толщину слоя покрытия 0,0,02 мм. Поршни с покрытием, нанесенным трафаретным способом, замеряются в специальных точках, где графитовый слой отсутствует.
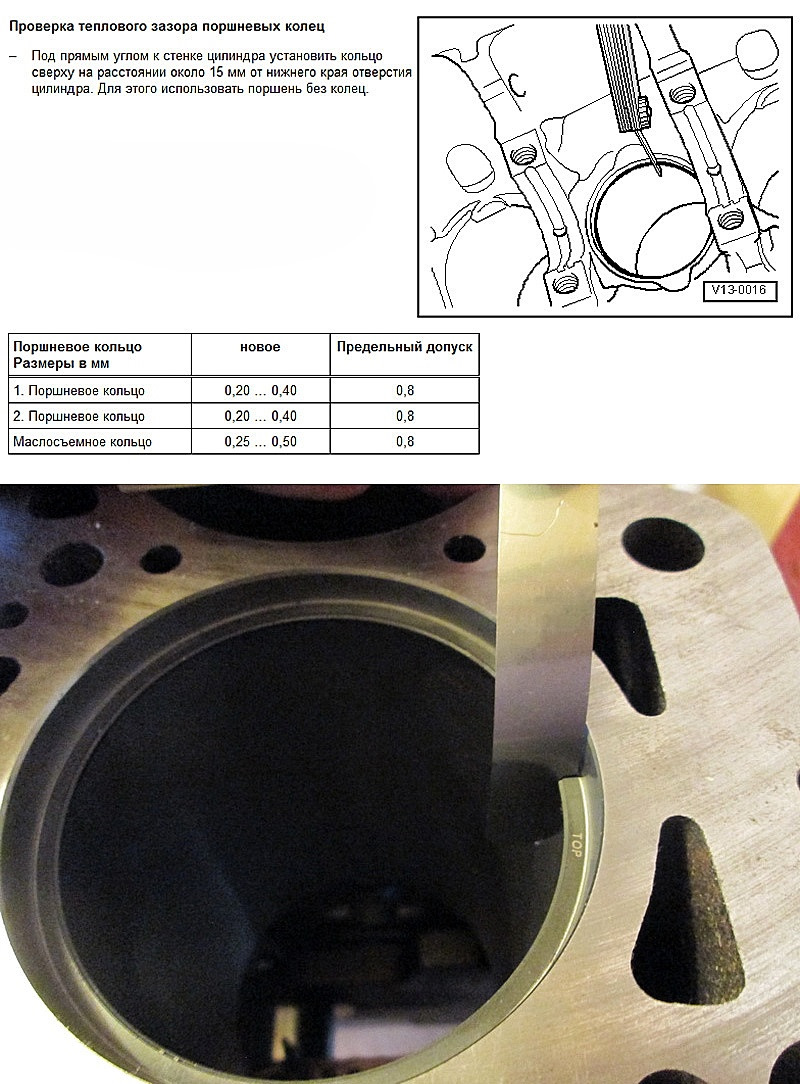
Проверка поршневых колец
Бывает, что производители поставляют поршни без поршневых колец. Учитывая большое количество модификаций, которые имеют некоторые двигатели, желательно проверить высоту и радиальную ширину поршневых колец на предмет их соответствия канавкам поршней.
Зазор между торцами кольца и канавки можно определить различными способами, но проще всего установить кольцо в канавку и воспользоваться набором щупов. Торцевой зазор должен составлять в среднем 0,0,1 мм. Если зазор оказывается свыше 0,12 мм, то это означает, что кольцо или канавка поршня имеют недопустимые отклонения размеров.
Не менее важно проверить зазор в замках колец, для чего кольца поочередно устанавливают в верхнюю часть цилиндра. Зазор в замке замеряют с помощью набора щупов. Он составляет в среднем 0,0,6 мм.
Установка колец на поршень
Это простая, но ответственная операция - неаккуратность может привести к поломке кольца (чаще всего ломаются средние кольца) или значительному росту расхода масла у отремонтированного двигателя (если нарушить ориентировку колец).
На верхних кольцах направление сборки обычно обозначается словом ТОР (вершина). Стороной с этой надписью кольцо должно быть обращено к днищу поршня. Средние кольца скребкового типа монтируются скребком вниз. У колец с фаской на внутренней поверхности фаска чаще всего обращена вверх.
При установке колец особое внимание следует обращать на наборные маслосъемные кольца с двухфункциональным пружинным расширителем - важно, чтобы при монтаже дисков кольца звенья расширителя у стыка не встали внахлест.
Среднее и верхнее кольца устанавливают на поршень после монтажа маслосъемного. Для того чтобы не сломать и не деформировать кольца, желательно пользоваться специальными клещами. После установки колец необходимо проверять легкость их вращения в канавках.
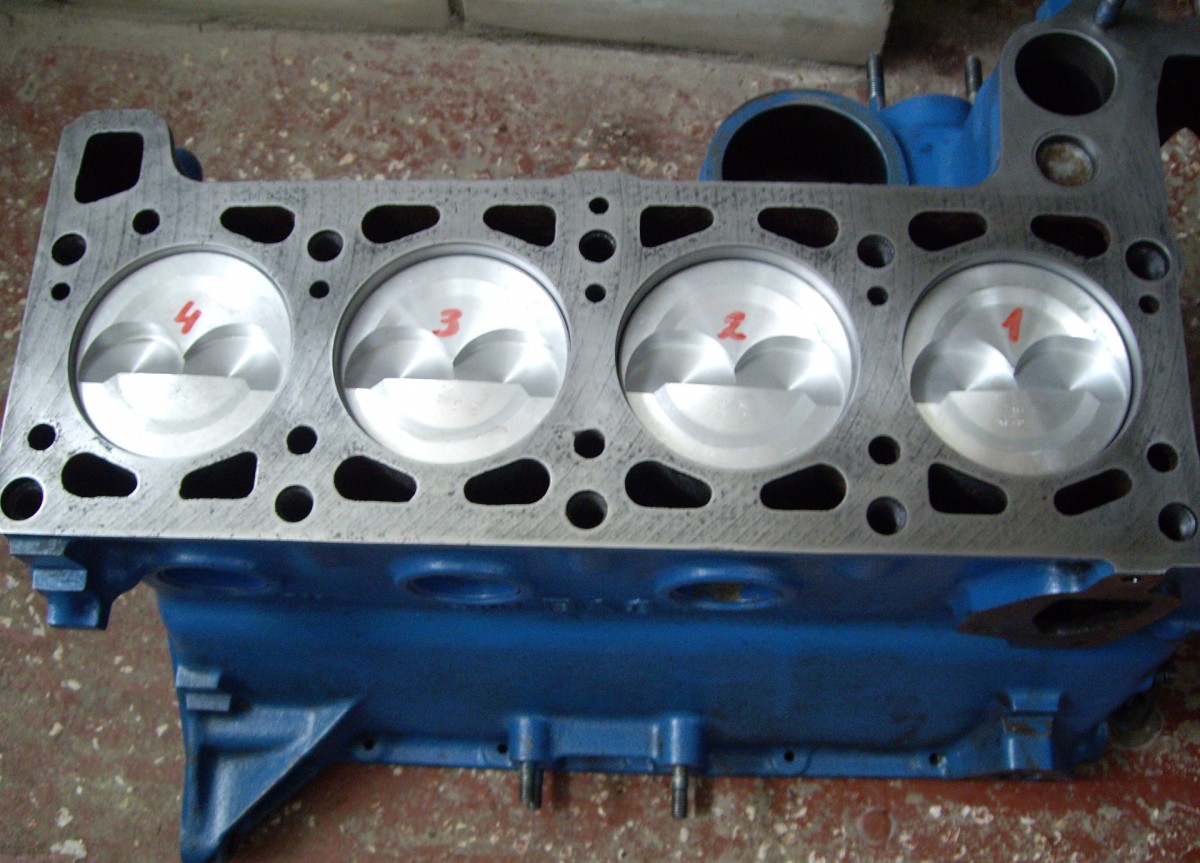
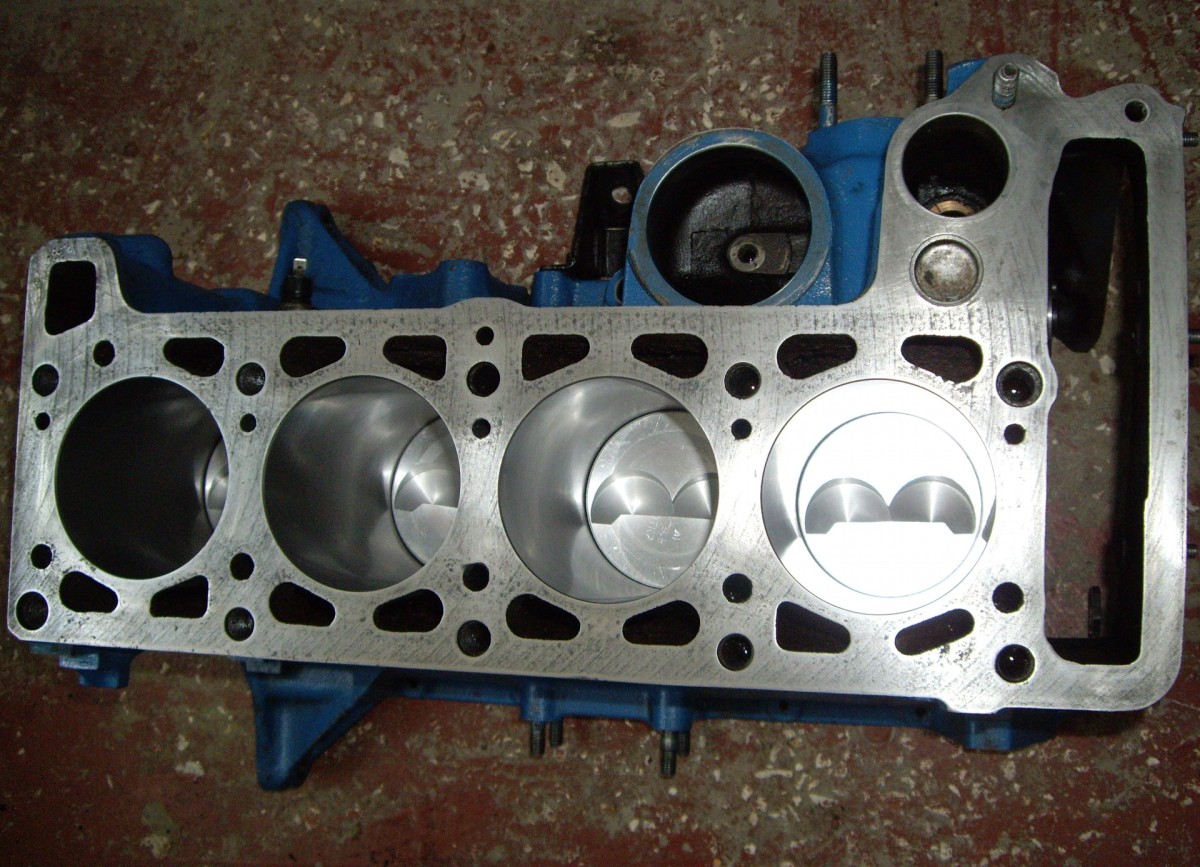
Установка поршней в блок цилиндров
Прежде чем начинать этот этап сборки, следует установить кольца так, чтобы их замки располагались под углом 120o. При этом стык пружины коробчатого маслосъемного кольца должен быть развернут на 180o относительно замка самого кольца, а стык расширителя - на 120o относительно замков дисков наборного кольца.
Поверхность цилиндра, юбки поршней, кольца и шатунные вкладыши смазывают маслом, после чего кольца обжимают с помощью специальной оправки - ленточной или конической. Устанавливая поршни с шатунами в цилиндр, следует проверить направление сборки (обычно на поршнях иностранного производства ставится стрелка, указывающая на передний носок коленвала). Далее поршни проталкиваются в цилиндр легкими ударами рукоятки молотка. При этом надо следить, чтобы поршень продвигался без усилий, иначе можно сломать кольца (чаще всего ошибки на этой операции приводят к поломке коробчатого маслосъемного кольца или недопустимой деформации дисков наборного кольца).
После затягивания болтов крышек шатунов обязательно контролируется величина выступания днища поршней над верхней плоскостью блока (при положении поршней в ВМТ). Это значение определяется заводом-изготовителем двигателя. Если таких данных нет, то, с учетом толщины прокладки, зазор между поршнем и головкой блока не должен быть меньше 1 мм.
На этом сборка шатунно-поршневой группы закончена. Однако деталям ЦПГ еще предстоит обкатка на пониженных оборотах и нагрузках. При этом детали взаимно прирабатываются, загрязняя масло частицами износа, вследствие чего первую замену масла и масляного фильтра проводят не позднее, чем через 500 км пробега после ремонта.
Допуски на диаметр цилиндра
Хонингование цилиндров - один из самых ответственных этапов ремонта блока цилиндров
Чтобы не повредить кольца, на краю цилиндров надо сделать небольшую фаску
Измерение диаметра цилиндров (а) и поршней (б) - операции обязательные и выполняются перед сборкой двигателя
Для установки колец на поршень лучше всего пользоваться специальными клещами
Попадание звеньев расширителя внахлест - типичная ошибка начинающего моториста
Вставлять поршни в сборе с кольцами и шатунами в цилиндр удобно с помощью ленточной оправки
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
Читайте также: