
Приспособление для установки поршневых пальцев ваз 21083
Обновлено: 05.07.2024
Вставляем пальцы в поршень горячим методом. Замена пальцев поршня. Запрессовка пальцев в поршень. Вбиваем пальцы .
В этом видео Володя вам покажет как надо правильно и с каким приспособлением выполнять запрессовку поршневого .
произвожу монтаж шатуна и поршня на ваз 2101( 2102 2103 2104 2105 2106 2107 2121 2107 2108 2109 ) . вначале .
Извиняюсь на качество съёмки, не планировали снимать. Перепресовка методом нагрева шатуна (перепресовка поршня) .
Возможность до отпуска цементации пальцев чем страшнее я эти партнеры не знаю сколько лет в очень давно давно .
В этом видео я расскажу как правильно устанавливать кольца на поршень, а также как правильно устанавливать поршня в .
. своим опытом в этом видео так я вяжу поршни на шатуны конкретно рассмотрим шатун прессованной посадкой пальцы .
Запрессовываем палец в поршень, связывает с шатуном. Пошаговая инструкция, как это делается. Как правило .
Стуков в двигателе бывает много. Поршневой палец деталь небольшая,но если он люфтит во втулке стук получается .
Итак, после того, как крышка поддона снята, можно взять головку на 14 с воротком и открутить две гайки крепления крышки .
Ребята когда пор такой шатун остынет который был гретой прекрасно он держать палец не будет может быть и будет в .
Смотри Поршень и зазоры чтобы Двигатель Не Жрал масло Как Правильно? Поршневая система - это основа "сердечной .
Канал Авто_Ремонт поможет вам устранить неисправности автомобиля своими руками. Мы не тратим ваше время зря, .
В данном видео, Наиль Порошин еще раз показывает и рассказывает, как именно устанавливать зажигание на дороге, на .
При ремонте двигателя важной операцией является замена поршней. Данный процесс связан с перепрессовкой .

Данная статья затронет такую важную тему, как замена поршней на ваз 21083 и других сходных моделей. Рекомендации, приведенные ниже, подходят абсолютно ко всем двигателям Ваз внутреннего сгорания, ведь принцип действия у всех одинаков.
Замена поршневой ваз 21083 проводится для того чтобы продлить жизнь двигателю и усилить мощность. Также, немаловажное значение имеет экономия топлива и масла, которые при изношенных поршневых кольцах расходуются вдвое больше.
Среди симптомов изношенных колец можно выделить следующие:
- двигатель глохнет;
- неустойчиво работает;
- слышны посторонние звуки в двигателе;
- наблюдается большой расход топлива и масла.
Если один из вышеперечисленных симптомов наблюдается, значит пора менять поршни. Для начала попробуем провести обзор поршневых колец, имеющихся на рынке.
Выбор поршневых колец
Данная фирма выпускает кольца, которые идеально подходят для Вазов. Производят их, скорее всего, в стране поднебесной, но существуют и оригинальные версии, стоящие в несколько раз дороже.
Стоит отметить, что даже если это будет продукция из Китая, покупать ее стоит.
Среди преимуществ данных видов колец можно выделить:
- омедненное верхнее компрессионное кольцо;
- чугунное нижнее компрессионное кольцо черного цвета;
- кольца металлические маслосъемные.
Существуют, конечно же, и другие производители, но желательно остановится именно на этой, чтобы уберечь себя от подделок и некачественной продукции.
Диагностика
В принципе, она сводится к следующему: замене старых колец новыми. В процессе работы поршни трутся к цилиндрам, набивая свой след.
Если установить на новые цилиндры старые кольца, то они не будут притираться, что естественно отразится на работе мотора. Совершенными бывают кольца, имеющие идеальную круглую форму, то бишь новые.
Старые же остается лишь выбросить.
Как провести замену поршневых колец на Ваз
Итак, прежде чем переходить к процессу под названием замена поршневых колец ваз 21083, необходимо разобрать сам двигатель. Для начала его нужно снять с автомобиля, а уже затем приступить к разбору.
На том, как снимать двигатель мы останавливаться не будем, а перейдем непосредственно к его разбору.
Разбор двигателя Ваз
Для начала следует закрепить двигатель к поворотному устройству специального типа, которое поможет нам грамотно и быстро разобрать его.
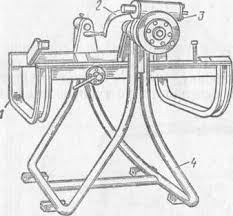
Схема поворотного устройства для разбора двигателя
- вынимаем топливный шланг из бензонасоса (для этого следует расслабить хомут отверткой);
- берем ключ на 13 и отворачиваем две гайки, которые фиксируют насос к двигателю;
- извлекаем его;
- действуя отверткой, снимаем также промежуточный толкатель бензонасоса.

Снятие бензонасоса с двигателя
- начинаем отсоединять провода свечей зажигания;
- извлекаем также резиновую трубочку вакуумного регулятора;
- ключом на 13 расслабляем крепежи, фиксирующие распределить зажигания и снимаем его (для начала извлекаем фиксационный кронштейн).

Распределить зажигания Ваз
- настала очередь генератора;
- откручиваем гайку натяжителя;
- подвигаем генератор к двигателю;
- снимаем ремень;
- откручиваем гайку, находящуюся на нижнем креплении;
- извлекаем болт;
- вынимаем генератор.

- извлекаем водяные патрубки, идущие от карбюратора;
- берем торцевой ключ и отворачиваем болты, фиксирующие помпу;
- извлекаем саму помпу, аккуратно постукивая молоточком (это делается для того чтобы разрушить накипь);
- извлекаем масляный фильтр (можно руками или специальным инструментом);
- ключом на 13 извлекаем крышку сапуна вместе с щупом, который проверяет масло;
- снимаем датчики давления масла (чтобы их не повредить, следует аккуратно отворачивать);
- снимаем приводной шкив коленчатого вала;
- снимаем маховик, перевернув двигатель;
- снимаем пластину.
Продолжаем разборку двигателя:
- головкой на 10 расслабляем три болта крышки двигателя;
- вынимаем крышку;
- откручиваем крышку головки цилиндров;
- снимаем аккуратно фигурные шайбы, после чего снимаем крышку;
- снимаем прокладку (тщательно проверяем ее и если есть повреждения, сразу же сменяем);
- демонтируем цепной привод;
- снимаем звездочки и цепь;
- снимаем шестерню;
- откручивам 9 гаек, фиксирующих пинал;
- снимаем головки цилиндров.
Подгонка новых колец
Замена поршневых колец на ваз 21083 подразумевает их правильную установку. После того, как двигатель будет разобран, необходимо взять кольцо пальцами и развести в разные стороны.
Делается это не сильно, примерно на один сантиметр. После этого, нужно отпустить кольцо и края его должны встать краями напротив друг друга.
Если же края не встают ровно друг против друга, значит кольцо негодное и его место на свалке.
Внимание: Новые кольца, прежде чем их установить, нужно подогнать. Процесс подгонки проводится под цилиндр двигателя.
Зачем это нужно? Чтобы кольца имели идеальную стыковку с поверхностью цилиндра.
Об этом было сказано выше. Одним словом, подгонка подразумевает проверку зазора между кольцом и поверхностью цилиндра.
Для того чтобы провести операцию данного типа, необходимо воспользоваться щупом.
- берем щуп;
- мерим зазор, установив кольцо на цилиндр и придавив сверху поршнем.

Замер зазора поршневого кольца
Правильный зазор должен быть равен значению в пределах 0,25-0,45 мм. В случае, если зазор больше данного значения, необходимо кольцо заменить на другое.
Если же зазор меньше, кольцо слегка подтачивают. Для подточки используется специальный надфиль, а весь процесс подточки должен проходить довольно аккуратно, чтобы не сточить лишнего.
Вставляем кольца поршневые
Вот мы и подошли к самому главному. Данное видео поможет Вам правильно все увидеть своими глазами всю работу.
Прежде, чем ставить кольца, необходимо посмотреть на надпись, как показано на данном фото:

Надпись поршевого кольца Ваз
Внимание: Данная надпись означает верхнюю часть кольца. В некоторых случаях, хотя это бывает редко, вместо надписи используются кромки в некоторых местах.
Установка колец проводится несколькими способами. Первый из них подразумевает установку с помощью металлических пластинок.
Начали:
- своими руками нарезаем несколько пластин из металла листового, имеющего толщину 0.4 мм;
- заводим пластинки под кольцо;
- после установки кольца, как рекомендует инструкция, пластинки вынимаются (метод поможет новичкам-автомобилистам).
Другой способ установки подразумевает разжимание кольца двумя пальцами и непосредственную установку на цилиндр. Существует еще один способ, который потребует определенной практики и железных нервов.
Если недостаточно иметь терпения, то кольцо может легко лопнуть, а цена на них известно какая. Поэтому данный способ подойдет лишь опытным специалистам.
После установки колец их размещают таким образом, чтобы разрезы находились под углом 120 градусов друг от друга. Таким образом, уменьшается прорыв газов в картер.
Вот и все. На этом заканчивается пособие по замене поршневых колец на Ваз.
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
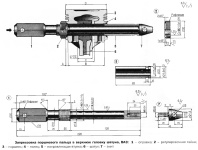
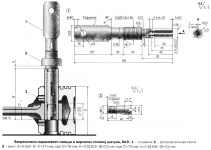
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
Оправка для запрессовки поршневого пальца.
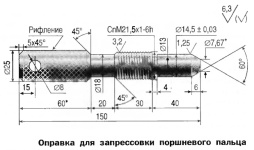
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23×400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
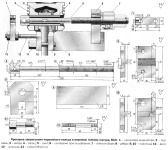
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5 ( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
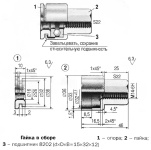
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
Шатунно-поршневая группа относится к кривошипно-шатунному механизму, который служит для преобразования возвратно поступательного движения поршней во вращательное движение коленчатого вала и передачи крутящего момента на трансмиссию.
Наибольшее давление газов в цилиндре получается в начале такта расширения у верхней мертвой точки , где оно до¬стигает примерно 30 — 40 кг/см2. Это давление в камере сго¬рания передается во все стороны с одинаковой силой.
К шатунно-поршневой группе относится поршень, поршневой палец, поршневые кольца, шатун. Для проведения ремонта нужно провести дефектовку деталей шатунно-поршневой группы.
Состав: ПЗ, Приспособление для запрессовки пальцев (СБ), Спецификация
Рассмотрим, как обеспечить доступ к поршневой группе и заменить кольца. При монтаже новых деталей существуют нормы допустимых зазоров, которые важно соблюдать. После установки обязательно проводим обкатку автомобиля. Но для начала разберёмся, что собой представляет поршневая группа и какие признаки её износа.

Признаки износа поршневой группы
В среднем замена поршневой на ВАЗ 2109 требуется каждые 150 000 км. Автовладельцу стоит обратить внимание на тревожные сигналы, что свидетельствуют о необходимости поменять кольца.
- Машина стала требовать больше горючего.
- Измерения компрессии показали величину меньше 10 атмосфер.
- Моторного масла становится меньше.
- Замена маслоотражательных колпачков не помогает устранить утечку масла.
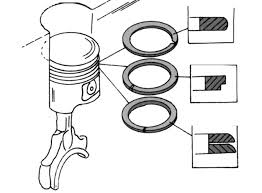
Поршневая группа ВАЗ 2109 — это комплект, состоящий из поршня, надетых на него поршневых колец, поршневого пальца и его креплений. Для колец на поверхности поршня имеются три канавки.
Два компрессионных кольца отвечают за герметичность надпоршневого пространства. Они поддерживают нормальную компрессию, а также не допускают попадания масла в камеру сгорания.
Маслосъёмное отвечает за снятие лишнего масла со стенок цилиндра, тем самым уменьшая расход ГСМ. Оставляется лишь плёнка толщиной несколько мкм внутри гильзы цилиндра для опускания поршня. Ну а палец, который вставляется поперечно внутрь поршневой полости, прикрепляет шатун к поршню.
Изымаем поршни из цилиндров
Для выполнения работ заезжаем на смотровую яму или эстакаду и готовим набор инструментов:
- гаечные ключи;
- динамометрический ключ (определяет степень затяжки болта);
- оправка для обжима колец;
- набор щупов для определения зазора.
Замена поршневых колец ВАЗ 2109 начинается с отсоединения минусовой клеммы аккумулятора. Для обеспечения доступа к коленвалу из ямы демонтируем нижнюю крышку картера. На стыке есть прокладка, её нужно будет заменить на новую. При помощи ключа на 10 открепляем маслоприёмник от коренной крышки вала и корпуса масляной помпы.
Далее открепляем приёмную трубу от кронштейна под днищем. Поскольку кронштейн также крепится и к кузову, откручиваем болты крепления. Отгибаем кончики стопорных пластин гаек, которыми крепится приёмная труба и впускной коллектор. Откручиваем эти гайки, а также гайки на хомуте, снимаем хомут. Далее раскреплению подлежат приёмная труба и труба резонатора. Снизу доступ открыт, осталось открутить гайки шатунных винтов, демонтировать крышки шатунов, чтобы шатун можно было выбить снизу.
Перемещаемся под капот. Отвернув гайку и шайбу, которыми крепится фильтр очистки воздуха, и отстегнув 4 зажима, демонтируем крышку фильтра. Достаем фильтрующий элемент и его корпус. После нужно рассоединить воздухозаборный шланг и патрубок на крышке клапанов. Для снятия крышки клапанов необходимо отвернуть гайку крепления троса привода акселератора.
Далее снимаем переднюю крышку привода ГРМ, ослабляем натяжной ролик и стягиваем ремень. Демонтировать шкив распредвала можно, поддёрнув отвёрткой. Теперь ваша цель — отогнуть заднюю крышку от головки блока, дабы ГБЦ вышла из-под конца распредвала. Для этого отвинчиваем крепления крышки и водяной помпы.
Вынимаем наконечники высоковольтного провода свечей, отсоединяем колодку проводов от трамблера. Откручиванием двух винтиков демонтируем крышку трамблёра с проводами. Чтобы трамблёр полностью снять, отсоединяем мешающий шланг от вакуум- корректора, выкручиваем гайки, демонтируем кронштейн. Затем рассоединяем шланг бензонасоса и карбюратора, снимаем бензонасос. Далее отсоединяем хомуты шлангов термостата и демонтируем этот прибор.
Для выкручивания 10 болтов ГБЦ используем шестигранник на 10. Вытянув болты и шайбы, наконец, отсоединяем ГБЦ. Уплотняющую прокладку убираем и обязательно заменяем. Очищаем верхнюю плоскость блока цилиндров от масла, грязевого налёта и следов от прокладки.
Перемещаемся в яму. И, слегка подбивая молотком, вынимаем поршень в сборе с шатуном из цилиндра. Повторяем процедуру с тремя оставшимися поршнями.
Устанавливаем новые кольца
Для удобства выполнения работ шатун зажимаем в тиски. Щипцами либо руками разводим замки, а потом снимаем 2 компрессионных кольца. Далее демонтируем маслосъёмное, а также его расширитель. Сняв изношенные элементы, очищаем посадочные канавки от нагара. При помощи набора щупов проверяем зазоры между кольцом и стенкой соответствующей канавки.
Для каждого из колец установлены нормы допустимых зазоров.
| Элементы | Зазоры |
| верхнее компрессионное | 0,04— 0, 075 мм; |
| нижнее | 0,03–0,065 мм; |
| маслосъёмное | 0,02–0,055. |
При монтаже каждого из колец сначала разводим замок, надеваем кольцо, заводим замок за поршень, и в последнюю очередь надеваем тыльной стороной круга. После монтажа нужно выставить угол 45 градусов между замком верхнего компрессионного кольца и осью поршневого пальца. Относительно этого замка замок нижнего компрессионного кольца выставляется на 180о. Последнее колечко ориентируем замком на 90о от самого верхнего замка.
Теперь монтируем поршни в гильзы строго в направлении стрелки, указывающей на коленвал. При этом внутреннюю поверхность цилиндра, сам поршень и кольца смазывают маслом. На кольца надеваются оправки, и шагом в одно кольцо поршень застукивается в цилиндр. Снизу на шатун надеваем вкладыши, перед этим насухо протерев постель шатуна, крышку для вкладыша и смазав маслом. Шатунную шейку коленвала также следует смазать. На шатун монтируем крышку и затягиваем гайки динамометрическим ключом (момент 5 кгс/м).
Затем устанавливаем новую прокладку и надеваем крышку ГБЦ. Болты на крышке затягиваются строго в определенной последовательности и не сразу на всю силу. Затяжка происходит в четыре этапа. Первый — подтягиваем до момента 20 Нм (2 кгс/м), второй — до 69,4–87,5 Нм (7,1–8,7 кгс/м). Третьим этапом поворачиваем болты по очереди на 90о. Во время четвертого захода — доворот еще на 90о.
Обязательно нужно проверить длину болтов. Если она составляет более 135,5 мм, заменяем болтики на новые. Заменив кольца, присоединяем на мотор все детали в обратной последовательности.
Когда из выхлопной трубы машины идет сизый дым, увеличивается расход топлива и масла, это говорит об износе поршневой группы и замене ее комплектующих. В статье описана замена колец на ВАЗ 2109 своими руками, а также прилагается видео.
Когда пора менять кольца?
Поршневых колец на ВАЗ 2109 три. Они представляют собой не замкнутые обода, которые находятся на внешней стенке цилиндра в специальных канавках. Эти детали служат для уплотнения камеры сгорания, регулировки расхода масла и улучшения теплопередачи через стену цилиндра. Два компрессионных не дают проникать газам из камеры сгорания в картер, а маслосъемное снимает масло со стенок цилиндра и не дает попадать ему в камеру сгорания.
Износ деталей поршневой группы происходит примерно через 150 тысяч километров пробега из-за действия газов и трения металлических деталей. Их нужно поменять, если присутствуют следующие признаки:
- падение компрессии;
- увеличенный расход топлива;
- появление сизого дыма в выхлопных газах;
- повышенный расход масла.

Закоксованный поршень со следами нагара
Пошаговая инструкция по замене
Работы по ремонту поршневой нужно выполнять на смотровой канаве, подъемнике или эстакаде.
Что понадобится?
Чтобы выполнить ремонт двигателя ВАЗ 2109 своими руками нужны следующие инструменты:
- набор ключей;
- набор головок;
- воронок;
- удлинители;
- динамометрический ключ;
- набор щупов;

Набор щупов для измерения зазоров

Новый расходный материал для поршневой ВАЗ 2109
При покупке поршневых колец для ВАЗ 2109 следует учитывать материал изготовления и их ширину. Лучше приобретать оригинальные изделия, чтобы избежать подделки.
Этапы
- В первую очередь нужно демонтировать своими руками головку блока цилиндров.
- Затем необходимо снять поддон картера мотора.
- Прокрутив коленчатый вал, устанавливаем его так, чтобы максимально выдвинулись гайки крепления шатунов.
- Открутив крепежные гайки, демонтируем крышки шатунов.
- С помощью молотка, легко постукивая, извлекаем поршень с шатуном из цилиндра.
- Разжав зазор пальцами, нужно извлечь по очереди все три изделия из канавки и демонтировать с поршня. Вместе с маслосъемным снимается его расширитель.

Пальцами расширяем зазор
В таблице приведены предельные значения зазоров между заменяемой деталью и стенками канавки.
После установки на поршень все детали нужно сориентировать. Ось установки поршневого пальца должна составлять с замком верхнего компрессионного кольца 45 градусов. Замок следующего изделия должен составлять угол 180 градусов по отношению к предыдущей. Таким образом, между замком маслосъемного и верхнего компрессионного угол будет составлять 90 градусов. Затем поршни и кольца отжимаются специальной оправкой и вставляются в цилиндры, их которых вынимались. Далее выполняем обратную сборку своими руками.
После замены поршневые кольца ВАЗ 2109 должны пройти обкатку. При этом нельзя нагружать двигатель, ездить по дорогам с затяжным подъемом, переключать скорости следует правильно.
В этом видео показан процесс установки деталей поршневой: как установить и на что обратить внимание.

Поршневые кольца
Поршневые кольца формируют уплотнение между стенкой цилиндра и поршнем. Должны обеспечивать хорошее уплотнение по всей плоскости цилиндра в широком диапазоне температур. В четырех тактных двигателях чаще применяется три кольца, из них два компрессионных и нижнее маслосъемное.
- Компрессионные кольца обеспечивают надежное уплотнение между цилиндром и поршнем для герметизации камеры сгорания.
- Отвод тепла от поршня к стенкам цилиндра.
- Маслосъемные кольца удаляют излишки масла со стенок цилиндра предотвращая его попадания в камеру сгорания. Однако удаляют не полностью, а регулируют, оставляя необходимое количество масла для компрессионных колец.
Первое компрессионное кольцо

Защищает второе кольцо от высокой температуры сгорания и уменьшает нагрузку. Имеет наибольший теплоотвод от поршня к цилиндру, примерно 50-60% отводимого тепла от поршня к цилиндру приходится на компрессионные кольца. Некоторая часть газов прорывается, второе кольцо приступает к выполнению своих функций, об этом чуть позже.
Первое компрессионное кольцо изготавливается из высокосортного чугуна, способного выдерживать высокие температуры и нагрузку при этом имея не большой коэффициент теплового расширения. Во время работы двигателя температура кольца достигает 180-210°C, в верхней мертвой точке где практически нет смазки из-за трения, достигается еще большая температура. На внешней рабочей поверхности кольца часто присутствует специальное покрытие для снижения трения. Это может быть плазменная наплавка молибдена, металлокерамики, керамики. Чаще встречается хромовое покрытие, имеющее серый матовый цвет (наносится гальваническим метолом) и своеобразную пористую структуру, позволяющую задерживать масло для большего снижения трения. Остальные поверхности имеют черный цвет в результате фосфатирования. Покрытие обеспечивает антифрикционные и антикоррозийные свойства.
Компрессионные кольца производятся не совсем круглыми, а имеют сложную форму дуги в свободном состоянии и достаточно большой концевой зазор. Когда кольцо займет свое место в поршне и будет вставлено в цилиндр, оно будет обеспечивать равномерную прижимную силу в любой точке окружности.

Второе компрессионное кольцо
Работает в более благоприятных условиях и выполняет функцию дополнительного уплотнения так же из-за специальной формы помогает маслосъемному снять излишки масла, оставляя только масленую пленку на поверхности цилиндра. Средняя температура кольца 150 — 170 °C в режиме работы. Зазор между кольцом и канавкой поршня немного ниже чем у первого 0.03-0.06 мм. Разнообразие форм колец обуславливает выполнение определенных функций. Таких как распределение нагрузки в канавке, уменьшение трения юбки поршня методом аквопланирования по маслу, удаление излишек масла.

Фаска на внутренней стороне кольца определяет в какую сторону будет изгибаться кольцо. Если фаска снизу, то кольцо после нагрева будет выворачиваться наружной поверхностью вниз, как показано на картинке. И соответственно если фаска сверху, то и выворачиваться рабочая поверхность кольца будет вверх.
Маслосъемное кольцо
Под компрессионными кольцами располагается маслосъемное кольцо, выполняющее функцию удаления излишек масла со стенок цилиндра.
Большое количество масла, проникающее через компрессионные кольца в камеру сгорания, плохо сказывается на работе двигателя. В процессе работы сгорающее масло откладывается на стенках клапанов, камере сгорания, свечах, дне поршня. Большой нагар сильно разогревается, повышается вероятность детонации. Выпускные клапана подвергаются увеличенной температурной нагрузке.
Тонкий слой масленой пленки, оставляемый маслосъемными кольцами, снижает силу трения компрессионных колец, увеличивая их долговечность. В отличии от компрессионных маслосъемные не прижимаются рабочим давлением газа к плоскости канавки в поршне и стенкам цилиндра, поэтому имеют специальные осевые и радиальные расширители.
По конструкции можно выделить два типа колец: коробчатые и наборные те и другие могут иметь различные расширители.

При движении поршня вниз маслосъемные кольца соскребают со стенок цилиндра излишки масла направляя их по дренажным отверстиям в поршне обратно в картер. Масляный клин перед кольцом помогает эффективно смазывать скользящую юбку поршня. Стенки цилиндра имеют шероховатость, так называемый хон, который позволяет задерживать тончайший слой масла, для компрессионных колец.


Большее распространение получили наборные кольца, состоящие из двух тонких стальных пластин, (часто имеющих различные покрытия для снижения терния) и тангенциального расширителя, выполняющего одновременно осевое и радиальное расширение. Используются в современных двигателях.
Особенности установки маслосъемных колец
Хочу обратить ваше внимание на установку именно маслосъемных колец. С компрессионными не должно возникнуть проблем если соблюдать простые правила, устанавливать надписями вверх (надписи, точка) и пользоваться специальным инструментом.

При установки маслосъемных могут возникнуть трудности при отсутствии надписей, или правильность установки замка расширителя. Разберемся в этом подробнее. Если надписи отсутствуют, то не имеет значения какой стороной вы поставите кольцо и какое из них будет сверху, а какое снизу (наборные).
Часто ошибки возникают при установке поршня в цилиндр, даже если используется специальных хомут для стяжки колец на поршне. Особенность состоит в следующем. При сборке маслосъемного кольца стоит обратить внимание на замок расширителя и правильность его стыковки. Для наглядности смотрим изображение ниже.

Во время сжатия колец на поршне замок расширителя маслосъемного кольца может соскочить с правильного положения и лечь в нахлест собираясь по спирали, таким образом пластины проваливаются через расширитель и это приведет к задиру стенок цилиндра, и канавок поршня. Чтобы этого избежать стягивающий хомут следует располагать таким образок как показано на изображении.
Читайте также: