
Расточка блока коренных камаз
Обновлено: 02.07.2024
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
- Непосредственно перед установкой коленчатого вала смажьте поверхность вкладышей коренных подшипников и коренные шейки вала чистым дизельным маслом.
- Установите упорные полукольца вала в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Сборка и установка газораспределительного механизма
Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.

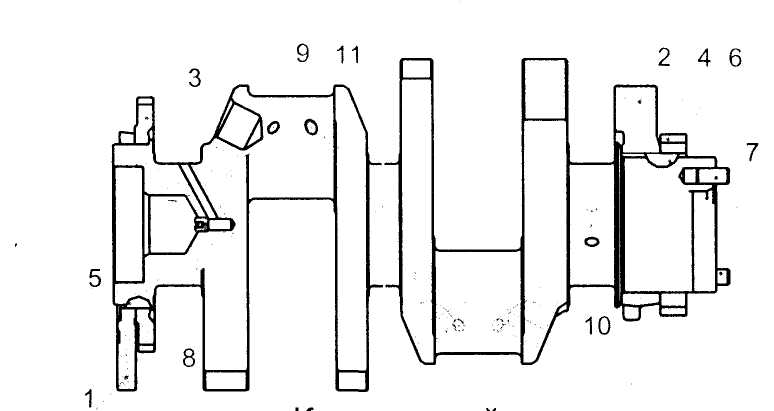
Рис. 64. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
Установка распределительных шестерен за задний торец блока цилиндров
становка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 3.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.

Рис. 3. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
Установка цилиндро-поршневой группы в блок цилиндров.
Установка гильз цилиндров в блок.
Перед установкой гильз цилиндров в блок на фаски наносится смазка типа ЦИАТИМ. Гильзы цилиндров вставляются в блок усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец. На верхнем торце каждой гильзы со стороны, обращенной к вентилятору, наносится номер цилиндра.
Подготовка и установка поршней в гильзы цилиндров в сборе с кольцами, пальцами и шатунами.
Поршень с пальцем и шатуном, показанный на рис. 4, собирается после нагрева поршня до температуры 80…100°С. Отверстия в шатуне под пальцем и сам палец предварительно обильно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Запрессовка пальца в поршень не допускается. Выточки на поршне и пазы под усы вкладышей на шатуне располагаются в одну сторону. Поршневые пальцы от осевого перемещения надежно фиксируются стопорными кольцами.
Поршневые кольца перед постановкой на поршень должны иметь определенные размеры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм. Размеры зазоров поршневых колец и допустимые зазоры в замках указаны в табл. 1

Рис. 4. Установка поршня с шатуном в сборе в гильзу цилиндров:
а — поршень с шатуном в сборе: А — выемки для клапанов; Б — уступ (выемка) для захода усика вкладыша; б — установка поршня с шатуном и кольцами в сборе в гильзу с помощью приспособления: 1 — поршень; 2 — обойма приспособления И-801.00.001; 3 — гильза цилиндров.
Компрессионные и маслосъемные кольца устанавливаются с помощью плунжерного расширителя маслосъемных колец. Он вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180° к замку кольца. После этого устанавливаются компрессионное кольцо, покрытое молибденом, и компрессионное кольцо, покрытое хромом.
Замки смежных колец разводятся в разные стороны.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6—0,7 мм, как показано на рис. 5.
Размеры зазоров поршневых колец и допустимые зазоры в замках, мм
| Параметры | Зазор после восстановления | Допустимый зазор |
| Замок в компрессионных поршневых кольцах | 0,4—0,6 | 0,8 |
| Замок в маслосъемных поршневых кольцах | 0,30—0,45 | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12—0,17 | 0,22 |
| Торцовый зазор нижнего компрессионного кольца | 0,09—0,14 | 0,19 |
| Торцовый зазор маслосъемного кольца | 0,07—0,11 | 0,2 |
| Зазор в сопряжении поршень — гильза (при замере на расстоянии 0,119—0,162 мм от днища поршня) | 0,12—0,16 | 0,22 |

Рис. 5. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров

Рис. 6. Подбор поршня для установки его в цилиндр по расстоянию от шейки коленчатого вала до верхнего края гильзы цилиндров:
А — расстояние от шейки коленчатого вала до верхнего края гильзы цилиндров; Б — расстояние от оси пальца до плоскости выхода поршня из цилиндра; 1 — шейка коленчатого вала; 2 — гильза цилиндров; 3 — поршень
Методика производства измерений расстояния от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показана на рис. 68, а данные для подбора поршня по гильзе представлены в табл. 33. После подбора поршней на заводе-изготовителе индексы варианта поршня 10, 20, 30 и 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке цилиндро-поршневой группы необходимо подбирать поршни по гильзам таким образом, чтобы индексы у них были одинаковыми.

Рис. 7. Схема нумерации цилиндров и порядок работы двигателя
При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами между нижних головок шатунов и щеками коленчатого вала должен быть не менее 0,15 мм.
| Индекс варианта исполнения поршня | Расстояние от образующей шатунной шейки до упорного бурта гильзы цилиндров, мм | Расстояние от плоскости разъема до центра кольца, мм |
| 10 | 260,12—260,24 | 75,67—75,71 |
| 20 | 260,24—260,35 | 75,78—75,82 |
| 30 | 260,35—260,46 | 75,89—75,93 |
| 40 | 260,46—260,57 | 76,00—76,04 |
Спаренность крышек с шатунами проверяется по меткам завода-изготовителя. На крышках шатунов выбивается порядковый номер цилиндра.
Комплекты шатунов с поршнями и кольцами в сборе устанавливаются на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров двигателя показана на рис. 69.
Затяжка болтов крепления крышек шатунов производится удлинением болтов на 0,25—0,27 мм.
Сборка и установка головок цилиндров.
Стержни клапанов перед сборкой графитизируются, рабочие поверхности направляющих втулок клапанов и стержни клапанов смазываются чистым дизельным маслом. Посадка клапанов на седла должна быть герметичной. Проверка герметичности производится сухим воздухом при давлении 0,15 МПа. Допустимая утечка воздуха не должна превышать 3,6 см3/мин. Клапаны должны быть надежно зафиксированы сухарями.
Головка цилиндров перед установкой тщательно обдувается сжатым воздухом от компрессора. Стыки головки цилиндра и гильзы, головки и блока уплотняются прокладками, показанными на рис. 67, б. Кольца уплотнительного газового стыка после установки в головку обжимаются усилием 4500 Н. Выход (выступ) плоскости кольца из головки после обжатия не должен превышать 0,08 мм. Забоины и заусенцы на выступах не допускаются.

Рис. 8. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров.
Перед установкой головок цилиндров на блок цилиндров плоскости их сопряжений, а также прокладки обдуваются сжатым воздухом. Резиновые уплотнительные кольца головок цилиндров устанавливаются плоской стороной к блоку цилиндров. Каждая головка цилиндра должна свободно, без ударов, устанавливаться на штифты. Резьба болтов крепления головки цилиндров смазывается тонким слоем графитовой смазки. Затяжка 6олтое производится равномерно, в 3 приема, чтобы исключить возможные перекосы головок. Моменты затяжки должны быть при 1-м приеме 40—50 Н*м; при 2-м приеме 120—150 Н*м, при 3-м приеме — 190—210 Н*м (рис. 70).
Топливный насос высокого давления (ТНВД) устанавливается в развале блока цилиндров на специальные поверхности.

Рис. 9. Затяжка болтов головки блока:
1—2—3—4 — последовательность затяжки
Болты равномерно затягиваются в 2 приема в последовательности, указанной на рис. 71, а. Момент затяжки болтов при установке ТНВД составляет 40—80 Н*м.
Для установки ТНВД проворачивается коленчатый вал до такого положения, при котором фиксатор, расположенный на картере маховика, войдет в паз на маховике. При этом метка на заднем фланце ведущей полумуфты должна находиться сверху, что обеспечивает положение поршня первого цилиндра в конце такта сжатия. После этого устанавливается ТНВД. Для этого метки на корпусе насоса и муфте опережения впрыска совмещаются, как показано на рис. 71, б и корпус насоса закрепляется.
Вал ведомой шестерни привода топливного насоса собирается с подшипником и шестерней. В задний торец вала запрессовывается сухарь привода датчика электротахометра на глубину (7±0,2) мм. При напрессовке шестерни и подшипников на вал передача усилий через шарики не допускается. При установке собранного вала на двигатель метка на ведомой шестерне привода топливного насоса совмещается с меткой на шестерне распределительного вала, как показано на рис. 65, после чего в переднюю опору запрессовывается подшипник и устанавливается корпус заднего подшипника.
После установки топливного насоса затягиваются стяжные болты переднего фланца полумуфты ТНВД, подсоединяются масляные трубопроводы, устанавливаются форсунки, после чего подсоединяются топливопроводы низкого и высокого давления, производится окончательная регулировка впрыска топлива, устанавливается рукоятка фиксатора в мелкий паз на корпусе фиксатора для закрепления муфты на валу.
Клапанный механизм собирается и регулируется после притирки и контроля клапанов в клапанных гнездах. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первом цилиндре. Последующие положения коленчатого вала определяются его поворотом на угол, указанный в табл. 34. При каждом положении регулируются зазоры клапанов одновременно двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.

а — порядок затяжки болтов крепления ТНВД; б — установка муфты ТНВД на впрыск топлива в первый цилиндр двигателя; I, III, IV, II — последовательность затяжки болтов крепления ТНВД при установке его на двигатель; 1 — корпус ТНВД; 2 — муфта опережения впрыска топлива; 3 — диск вала привода ТНВД с гребенкой; 4 — вал привода муфты опережения впрыска топлива; 5 — крышка; 6 — метки гребенки на диске вала привода ТНВД; 7 — метка на корпусе муфты опережения впрыска; 8 — метка на корпусе ТНВД; 9, 12, 13, 15 — болты крепления ТНВД; 10 — секция подачи топлива к форсункам; 11 — направление порядка затяжки болтов крепления ТНВД; 14 — динамометрический ключ для затяжки болтов
Прейскурант цен по ремонту узлов и агрегатов двигателей КАМАЗ
| № п/п | Наименование работ услуг | Производство | Цена за единицу руб. | Условия оплаты | Условия отгрузки |
|---|---|---|---|---|---|
| 1 | Разборка сборка дефектовка двигателя КАМАЗ 740 10 | Собственное производство | от 32000 | Предоплата 50% Полная оплата при осмотре | Срок изготовления 4-5 раб/дня со дня поступления предоплаты на расчетный счет |
| 2 | Ремонт головки блока цилиндров: — опрессовка; — замена направляющих втулок; — притирка/замена клапанов. | Собственное производство | 2100 | Полная оплата по окончании работ | Срок изготовления 2-4 раб/дня |
| 3 | переоборудование ЕВРО-4(COMONREAL) в ЕВРО-2 ДВС КамАЗ 740.50 | Собственное производство | от 54000 | Предоплата 50% Полная оплата при осмотре | Срок изготовления от 5 дней со дня поступления предоплаты на расчетный счет |
| 4 | Ремонт блока цилиндров: — дефектовка постелей; — замена втулок распредвала — расточка\шлифовка. | от 3000 | Полная оплата по окончании работ | Срок изготовления 2-4 раб/дня | |
| 5 | Проверка коленвала: — выявление трещин\кривизны; — расточка под размер. | от 1000 | Полная оплата по окончании работ | Срок изготовления 1-2 раб/дня |
Капитальный ремонт двигателя включает в себя:
Дефектовка всех деталей двигателя, осмотр блока и коленчатого вала на наличие трещин, ремонт блока цилиндров, который может включать в себя восстановление постелей, расточка блока,ремонт головки блока цилиндров, который может включать в себя замену сальников клапанов, замену направляющих, проведение сварочных работ. Так же при капительном ремонте двигателя могут проводиться работы по ремонту неисправной системы газораспределения, которое включает в себя восстановление постелей, ремонт и замену шестерен и распределительных валов. Работы по ремонту или замене масляного насоса, прочистка масляных каналов. Работы по замене патрубков и клапанов термостатов системы охлаждения двигателя
Капитальный ремонт двигателя можно разделить на несколько этапов, подготовительный, и этап ремонта блока цилиндров и головки блока цилиндров. Этап сборки, проверки работы двигателя и его диагностике.
ПОДГОТОВИТЕЛЬНЫЙ ЭТАП В СЕБЯ ВКЛЮЧАЕТ: снятие двигателя, разборка, чистка и мойка узлов, агрегатов и деталей; определение степени износа деталей; проверка состояния коленчатого вала и блока цилиндров двигателя , определение степени их износа; выявление трещин и повреждений в корпусах деталей; вымер всех технологических зазоров на соответствие нормативным и проведение необходимых регулировок.
КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ(ДВС) – БЛОК ЦИЛИНДРОВ: расточка под следующий ремонтный размер блока цилиндров; восстановление мест под коленвал в блоке цилиндров; прочистка каналов масляной системы; ремонт коленчатого вала, который заключается в шлифовании под ремонтные точные размеры коренных, а так же шатунных шеек.
КАПИТАЛЬНЫЙ РЕМОНТ ДВС ДВИГАТЕЛЯ – ГОЛОВКА БЛОКА ЦИЛИНДРОВ: замена клапанов; меняются седла клапанов, направляющие их втулок; фаски седел клапанов при необходимости восстанавливаются; проведение сварочных работ с последующей шлифовкой; прочистка всех каналов, масляной системы, системы охлаждения и т.д. замена старых сальников клапанов, новыми.
СБОРКА ДВИГАТЕЛЯ ДВС КАМАЗ: Для облегчения сборки двигателя, его собирают на специальном кантователе, который вращается на 360 градусов. В процессе сборки двигателя основное, на что обращают внимание, это соответствие всех зазоров нормативным, а так же правильная установка шатунов, поршней, пальцев, установка и правильная регулировка натяжения ремней и тепловых зазоров. С использованием динамометрических ключей правильно, в соответствии с техническим регламентом проводится затяжка деталей двигателя.
ОБКАТКА ДВС КАМАЗ: На заключающем этапе производится так называемая обкатка двигателя на холодную и горячую .Это позволяет притереться всем элементам для стабильной будущей работы двигателя .В дальнейшем двигатель глушиться, и происходит визуальный осмотр на предмет возможных потеков и неисправностей. В дальнейшем с помощью специальных приборов и оборудования проводится диагностика работы всех систем двигателя. По результатам диагностики проводится точная регулировка всех систем двигателя.
Наша компания сотрудничает с ведущими производителями запчастей для двигателей КамАЗ и CUMMINS. Вы можете быть уверены, что ремонт вашего мотора будет выполнен в соответствии со стандартами изготовителя точно в срок.
Господа камазисты, есть небольшой вопросик.
Осенью делал капиталку движка 740.11, меняли блок, коленвал и еще по мелочи. Делали в Челнах, при ремонте не присутствовал, вся информация со слов ремонтников. Поставили блок и коленвал в стандартных размерах. Блок точно не новый, коленвал - не знаю. Через месяц после эксплуатации потек коренной сальник. Три месяца ездил, доливая масло. За это время вылил 15 литров.
На майских загнал машину на ремонт, сальник поменяли. Короче, после ремонта вылезли две проблемы: реальная и потенциальная. Реальная в том, что камаз при трогании стал "прыгать", также и при переходе на пониженную. Думаю, что это от неправильной состыковки коробки с движком, может слесарь что напутал.
Потенциальная в том, что по словам мастера, присутствуют симптомы биения коленвала. Его логика в том, что сальник должен был побежать по какой-то причине. Посадочное место в "стакане", где он сидит, разбито. Стакан заменили, поставили новый сальник. Еще мастеру не понравился диск спепления на маховике - износа нет (диски меняли год назад, после этого пробежал 5 тыс. км.), а вот пружинки изношены.
Короче, мастер думает, что при капиталке челнинские народные умельцы поставили восстановленный коленвал, наваренный и отшлифованный до стандартных размеров. В процессе эксплуатации началось биение, которое и привело к износу диска сцепления, стакана и сальника. Мастер говорит, что если он прав, скоро сальник должен начать вновь течь. Также он на кузове ощущает вибрацию.
Ну вот, чешу репу и думаю, что да как. Если есть мысли, как подтвердить или опровергнуть догадки мастера, буду признателен.
Гильзы цилиндров КамАЗ-740 тонкостенные. Толщина их стенок 13,5 мм. Они отлиты из специального высокопрочного чугуна и, как показал анализ результатов эксплуатации, отличаются высокой износостойкостью. При поступлении двигателей в углубленный текущий и капитальный ремонты гильзы цилиндров имеют максимальный износ внутреннего диаметра не более 0,2 мм. Величина износа цилиндров двигателя КамАЗ-740 значительно меньше величин износов других дизельных и карбюраторных двигателей. Поршни отлиты из высокопрочного алюминиевого сплава. Они имеют вставку из жаропрочного чугуна под верхнее компрессионное кольцо и коллоидно-графитовое покрытие юбки. На поршне расположены одно маслосъемное и 2 компрессионных кольца. Рабочая поверхность верхнего компрессионного кольца покрыта тонким слоем хрома, нижнего — молибдена. Маслосъемное кольцо имеет коробчатое сечение. Между маслосъемным кольцом и канавкой поршня установлен витой пружинный расширитель. Рабочая поверхность маслосъемного кольца хромирована.
Камское объединение по производству большегрузных автомобилей поршни ремонтного размера не выпускает. При поступлении в капитальный ремонт поршни имеют износ канавки под верхнее компрессионное кольцо. После восстановления канавок 40—50 % поршней от общего количества пригодны для повторного использования. Поршневые кольца подлежат 100 %-й замене. В связи с тем, что Камское объединение по производству большегрузных машин не выпускает поршни ремонтного размера, при ремонте двигателей изношенные гильзы цилиндров выбраковываются, что ведет к нерациональному расходу металла. На многих ремонтных предприятиях успешно применяется восстановление изношенных гильз цилиндров двигателей КамАЗ-740 пластинированием.
Основные операции технологического процесса восстановления гильз цилиндров пластинированием следующие: подготовка гильз цилиндров под облицовку пластинами; изготовление пластин; облицовка внутренней поверхности гильз цилиндров пластинами; обработка гильз цилиндров после облицовки. Подготовка гильз цилиндров под облицовку пластинами заключается в их расточке под запрессовку свернутых пластин. Расточка гильз цилиндров производится эльборовым резцом на алмазно-расточном станке модели 278Л в специальном приспособлении. Способ восстановления гильз цилиндров стал возможен только благодаря применению для расточки гильз резцов из эльбора, так как обработка внутренней поверхности высокопрочного чугуна гильзы обычными резцами с твердосплавными пластинами ВК-3 затруднена.
Режимы резания при обработке гильз эльборовыми резцами следующие: скорость резания v — 70—90 мм/мин; подача s — 0,03 мм/об; глубина резания tp — 0,015—0,2 мм. При подаче 0,04 мм/об обеспечивается шероховатость поверхности Ra 0,16—0,32 мкм. Затраты времени на растачивание отверстий гильз цилиндров двигателя КамАЗ-740 следующие: основное технологическое время — 12,2 мин; вспомогательное время — 1,2 мин; организационно-техническое — 0,4 мин; время перерывов — 0,2 мин; штучное время — 15 мин. Сущность изготовления пластин состоит в подборе стальной ленты для резки ее на мерные пластины, выборе толщины пластин, определении натяга при запрессовке и усилия запрессовки, определении длины пластин, раскрое стальной ленты на мерные куски, резке стальной ленты на мерные пластины и шлифовании кромок пластин. Для изготовления пластин применяется холоднокатаная лента из углеродистой стали марок У8А и У10А. Геометрические размеры пластин в зависимости от технологического диаметра цилиндров после их расточки. Нижняя граница толщины пластин выбирается исходя из обеспечения максимальных свойств упругости: выход за верхнюю границу толщины затрудняет установку сменных пластин и увеличивает расход материала. Для восстановления гильз цилиндров двигателя КамАЗ рекомендуется толщина пластин 0,6 мм. Облицовка внутренней поверхности гильз цилиндров пластинами осуществляется путем свертывания пластин в цилиндр в матрице и перемещения ее из матрицы в гильзу цилиндров штоком гидравлического пресса. Ввод пластины в гильзу цилиндров производится в напряженном состоянии за счет ее упругости и натяга. Величина натяга при запрессовке в гильзу цилиндров КамАЗ-740, имеющей внутренний диаметр гильзы 120 мм, составляет 0,18—0,20 мм.
Маховик изготовлен из серого специального чугуна. Он закрепляется на заднем торце коленчатого вала и фиксируется двумя штифтами. На маховик в горячем состоянии напрессовывается зубчатый венец. Характерной особенностью маховика является наличие приливов. Дефекты маховиков устраняются следующим образом. Износ, риски, задиры, трещины глубиной до 2 мм на рабочей поверхности устраняются шлифованием на плоскошлифовальном станке. Изношенные пазы наплавляются, после чего шипы шлифуются. Зубчатый обод, имеющий обломы, трещины и износ зубьев, с маховика спрессовывается и вместо него напрессовывается новый. При обломах, трещинах маховики выбраковываются.
Шатуны двигателей КамАЗ штампованные, изготавливаются из стали и имеют двутавровое сечение. Они имеют отличительную конструкцию от шатунов других марок двигателей — верхняя головка конусная. Конусные втулки в верхнюю головку устанавливаются после охлаждения в жидком азоте до температуры —160. —180 °С (для более легкой установки). При изготовлении шатуны окончательно обрабатываются в сборе с крышками нижних головок, поэтому крышки шатунов невзаимозаменяемые. Шатун и его крышка не должны разукомплектовываться. Для предотвращения этого их клеймят на заводе-изготовителе. На крышке шатуна и на шатуне выбит порядковый номер цилиндра. Крышки шатунов крепятся болтами к нижней головке шатуна.
Характерные неисправности шатунов: трещины; обрыв шатунных болтов и стержня шатуна (70—78 % от общего количества дефектов и 30 % от общего количества дефектов двигателя); износ втулки верхней головки шатуна (100 % от общего количества поступивших в ремонт); износ вкладышей нижней головки шатуна (100 % от общего количества, поступившего в ремонт); износ торцов нижней головки шатуна; « отверстия под болт крепления крышек шатунов; « болтов крепления; изгиб и скручивание стержня шатуна.
Вкладыши подшипников коленчатого вала и нижней головки шатуна сменные, тонкостенные, трехслойные, с рабочим слоем из свинцовистой бронзы. Верхний и нижний вкладыши коренного подшипника коленчатого вала невзаимозаменяемые. В верхнем вкладыше имеются отверстие для подвода масла и канавка для его распределения. Камское объединение выпускает десять ремонтных размеров вкладышей. Это позволяет восстанавливать шейки коленчатого вала шлифованием под ремонтный размер. Обозначение вкладышей соответствующей шейки, диаметр вала и диаметр постели в блоке цилиндров и шатуне нанесены на тыльной стороне вкладыша. Размеры шеек коленчатого вала и гнезда в блоке цилиндров должны соответствовать ремонтным размерам вкладышей.
Перед установкой коленчатого вала в блок цилиндров рабочая поверхность вкладышей коренных подшипников и коренные шейки коленчатого вала смазываются чистым дизельным маслом, упорные полукольца коленчатого вала устанавливаются в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. При правильной сборке подшипников вал должен свободно проворачиваться от усилия руки, а осевой зазор в упорном подшипнике должен быть 0,050—0,215 мм. Увеличение длины задней коренной шейки компенсируется подбором полуколец ремонтного размера.
Технологический процесс восстановления коленчатых валов включает следующие операции: мойку, разборку и дефектацию коленчатого вала; проверку биения по средней шейке; правку коленчатого вала на прессе (при необходимости); установку пробок в отверстия масляных каналов вместо заглушек; шлифование коренных и шатунных шеек; контроль размеров коренных, шатунных шеек и радиуса кривошипа; полирование коренных и шатунных шеек и сборку коленчатого вала.
Разборка коленчатого вала включает следующие операции: снятие шестерни привода масляного насоса, переднего и заднего выносных противовесов; изъятие заглушек и втулок центробежной очистки масла и внутренних полостей масляных каналов коленчатого вала.
Правка коленчатого вала производится на прессе при наличии изгиба вала более 0,05 мм. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части (под штоком пресса). Контроль осуществляется с помощью индикаторного приспособления. На среднюю шейку устанавливается призма со сферическим углублением для предохранения от повреждения шейки вала, и усилием пресса вал прогибается на величину, превышающую изгиб вала в 10 раз.
Шейки коленчатого вала шлифуются на круглошлифовальных станках. Порядок шлифования следующий. В первую очередь шлифуются коренные шейки после установки коленчатого вала в центрах станка. Во вторую очередь шлифуются шатунные шейки. Для шлифования шатунных шеек коленчатый вал на станке устанавливается в центросместителях, обеспечивающих смещение оси вала на величину радиуса кривошипа, который имеет размер (604+-0,5) мм, и совмещение осей шатунных шеек с осью шпинделя станка. Шлифование начинается с первой шатунной шейки, для шлифования следующей шейки вал поворачивается на угол 90°. В процессе шлифования шеек производится контроль их размеров и радиуса кривошипа. Все коренные и шатунные шейки шлифуются под один ремонтный размер. После шлифования шейки подвергаются полировке в течение 1 мин на полировальных станках полировальной лентой ЭБ220 или пастой ГОИ № 10.
Восстановленные коленчатые валы поступают на сборку. Шестерни привода масляного насоса из-за ненадежного его крепления могут иметь следующие дефекты: обрыв шестерни, накрен на зубьях, выкрашивание зубьев. Шестерни, имеющие указанные выше дефекты, заменяются новыми.
Противовесы подвергаются осмотру на магнитном дефектоскопе и контролю жестким мерительным инструментом. Противовесы, имеющие обломы или трещины, выбраковываются; имеющие износ отверстий под шейки вала восстанавливаются осталиванием (железнением). Изношенные пазы под шпонку завариваются электродуговой сваркой и фрезеруются новые.
Заключение
За время прохождения практики изучил автомобиль КамАЗ – 4310 и его технические характеристики: параметры двигателя, принцип работы и устройства системы охлаждения, системы смазки и систему питания, узнал, как передаётся крутящий момент от двигателя на трансмиссию данного автомобиля. Освоил тип подвески и её конструктивные особенности, тормозную систему и тип рулевого механизма.

Коленвал КамАЗ 740 изготавливается из стали высокого качества, оснащается пятью коренными шейками и четырьмя шатунными аналогами. Эти детали закалены путем воздействия высокой температуры и давления. Между собой элементы соединены специальными щеками и сопряженными гантелями.

Особенности
Подвод масла осуществляется через специальные отверстия, предусмотренные в коренных шейках. Чтобы уравновесить инерционные воздействия и снизить вибрацию, установили шесть противовесов, изготовленных методом штамповки, как и щеки. Также предусмотрено два добавочных противовеса, которые напрессованы на валу. В расточенном гнезде хвостовика находится запрессованный шариковый подшипник коленвала КамАЗ 740. Угловое размещение деталей относительно коленчатого вала регулируется шпонками.
Равномерное чередование рабочих моментов коленвала КамАЗ 740 обеспечивается за счет расположения шатунных шеек под прямым углом. К каждому элементу подсоединена пара шатунов: для правого и левого цилиндрового ряда.
- Противовес передний.
- Задний аналог.
- Приводная шестеренка.
- Зубчатый элемент привода ГРМ.
- Шпонка.
- Шпонка.
- Штифт.
- Жиклер.
- Разгрузочные гнезда.
- Гнезда для подвода масла.
- Отверстия для маслопровода к шатунным шейкам.
Устройство
В полости фронтального носовика узла вкручен жиклер. Через его калибровочное гнездо поступает смазка для шлицевого вала понижения мощности на приводную часть гидравлической муфты. От перемещений по осям коленвал КамАЗ 740 защищен парой верхних полуколец и двумя нижними аналогами. Они монтируются таким образом, чтобы канавки прилегали к торцам вала.
Спереди и сзади на носках блока имеется шестерня привода маслонасоса и ведущий зубчатый элемент распредвала. На заднем торце детали предусмотрено восемь соединений с резьбой для фиксации гасителя вращательных моментов. Уплотнением коленчатого вала служит резиновая манжета, которая оснащается пыльником, располагается в картере маховика. Она изготовлена из фторкаучукового состава непосредственно в пресс-форме.

Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.
Гаситель вращательных моментов
Коленвал двигателя КамАЗ 740" оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Шатунно-поршневая группа
Шатун коленвала КамАЗ 740 10 сделан из стали методом ковки. Он оснащен стержнем с двутавром, головка вверху — неразъемного типа, снизу — сделана с прямым разъемом. Окончательная обработка шатуна производится в сборе с крышкой, которая не является взаимозаменяемой для аналогов. В верхней головке детали имеется втулка из сплава бронзы и стали, которая установлена путем прессовки. В нижней части смонтированы сменные вкладки.
Нижняя крышка фиксируется болтами с гайками, которые запрессованы в стержень. На элементы наносятся метки сопряженности в виде порядковых номеров из трех знаков. Также на крышке выбивается номерное клеймо цилиндра. Поршень отливается из алюминиевого состава, имеет вставку из чугуна для верхнего кольца компрессии. Также головка поршня оснащается камерой сгорания с центральным вытеснителем. Элемент смещен по оси в направлении от клапанных выточек на пять миллиметров. Боковая часть имеет бочкообразную конфигурацию с уменьшением размера в районе отверстий под палец поршня.
Компрессионные и маслосъемные элементы
Поршень комплектуется сальником коленвала КамАЗ 740, а также парой компрессионных колец и одним маслосъемным аналогом. Дистанция от днища до нижней торцевой части верхней канавки 17 мм. Поршневая часть моторов 740/11, 740/13 и 740/14 между собой отличается формой гнезд под кольца, поэтому не является взаимозаменяемой.
При установке середина расширителя располагается в специальном замке. Маслосъемное кольцо изготовлено коробчатой конфигурации, на моторе 740/11 имеет высоту 5 миллиметров, а на 740/13 и 740/14 — 4 мм.

Ремонтные размеры коленвала КамАЗ 740
Ниже в таблицах приведены габариты, при которых допускается восстановление частей узла:
Читайте также: