
Ремонт кшм лада гранта
Обновлено: 02.07.2024
Кривошипно-механизм шатунный, являющийся наиболее важным и ответ-механизмом ственным двигателя внутреннего сгорания, предназначен пре для-образования возвратно-поступательного движения цилиндре в поршня во вра-щательное движение коленчатого двигателя вала. Поэтому его техническое об-служивание и являются ремонт наиболее ответственными работами по эксплуа-уходу и тации за автомобилем.
С автомобиля специфики заданной темы структура работы данной позволяет последовательно рассмотреть устройство шатунного-кривошипно механизма и свечей зажигания двигателей ВАЗ автомобилей (часть 1), их техническое об-служивание (часть 2) и часть (ремонт 3).
Техническое обслуживание и ремонт кривошипно-механизма шатунного и свечей зажигания автомобилей ВАЗ хорошо достаточно освещено в современ-ной технической При. литературе подготовке данной работы использована практическая-учебно литература по техническому обслуживанию и ремонту ав-ВАЗ томобилей.
Заключение:
1. Кривошипно-шатунный механизм автомобиля двигателя ВАЗ-2109 слу-жит преобразования для поступательного движения поршня под энергии действием расширения продуктов сгорания топлива во движение вращательное коленчатого вала. Механизм состоит из поршневыми с поршня кольцами и пальцем, шатуна, коленчатого маховика и вала. 2. Техническое обслуживание кривошипно-шатунного двигате механизма-лей ВАЗ сводится к минимуму: герметичности проверке уплотнений и диагно-стике посторонних Чаще. шумов всего стуки в двигателе связаны с неисправностями серьезными кривошипно-шатунного механизма. Техническое ние-обслужива свечей зажигания сводится к осмотру, нагара от очистке и регулировке за-зора между электродами. 3. коленчатого Ремонт вала двигателя автомобиля ВАЗ-заключается 2109 в шлифовании коренных и шатунных шеек, масляных прочистке каналов. Шли-фование производится на типа станках 3А423 по специальным ремонтным раз-После. мерам шлифования шейки необходимо отполировать. поршней Ремонт и шатунов заключается в разборке (снятии колец поршневых и выпрессовке пальцев), осмотре и дефектовке на механических предмет повреждений и по-вышенного износа, сборке.
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
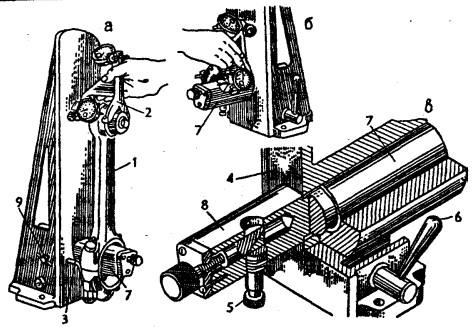
Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
При контролируемом сгорании топлива в ДВС автомобиля поршням придается возвратно поступательное движение. Для преобразования его в крутящий момент служит узел КШМ – кривошипно-шатунный механизм, шарнирно закрепленный к поршням и коленвалу. Основных неисправностей немного, но для устранения требуется полная разборка двигателя.

Конструкция КШМ
В отличие от прочих агрегатов автомобиля конструкция механизма кривошипно-шатунного условно включает в себя часть поршневой группы и коленчатый вал. Состоит КШМ из подвижных деталей и неподвижных элементов. Одну или несколько степеней свободы имеют:
- шатун и поршень;
- кольца компрессионные, стопорные и маслосъемные;
- палец поршневой и кольцо стопорное;
- вкладыши, болт крепежный и крышка шатуна; и коленвал;
- противовес и шейки шатунные, коренные;
- вкладыши.
К неподвижным элементам относятся головка и блок цилиндров.
В зависимости от конструкции ДВС и количества цилиндров кинематика кривошипно шатунного механизма несколько видоизменяется:
- в рядном двигателе плоскость коленвала и цилиндров полностью совпадает;
- в VR-образном моторе происходит смещение на угол 15 градусов;
- в W-образном приводе величина смещения достигает 72 градусов.
Другими словами, в рядном двигателе рабочий цикл осуществляется поочередно 4-мя цилиндрами, что позволяет равномерно распределить нагрузки на коленвал. Для достижения компактных размеров ДВС модификации с большим количеством цилиндров размещаются V-образно. Что так же позволяет смягчить нагрузки на коленвал за счет гашения части энергии.


Чтобы характеристика кривошипно шатунного механизма была стабильной в момент перегрузок (высокая температура, большое давление и обороты, трудности с подачей смазки), вместо шариковых/роликовых подшипников применяются элементы скольжения с шатунными и коренными вкладышами. Неравномерность угловых скоростей вала в отдельных циклах сглаживается массивным маховиком за счет инертности этой детали.
Принцип действия и назначение
В отличие от электродвигателя принцип действия КШМ в двигателях внутреннего сгорания значительно сложнее:
- поршни поочередно выталкиваются из цилиндров при воспламенении топливной смеси;
- внутри них шарнирно закреплены шатунные детали сложной конфигурации;
- коленчатый вал имеет ответную посадочную поверхность П-образного типа для нижней головки шатуна, что обеспечивает смещение от оси вращения вала;
- за счет фиксированного расстояния между поршнем и коленвалом шатун описывает амплитуду в виде восьмерки, за счет чего и преобразуется поступательное движение с цилиндров в крутящий момент на валу.
Основное назначение расходных элементов КШМ (вкладыши, втулки, кольца) заключается в увеличении эксплуатационного ресурса этого узла. Поскольку число цилиндров достигает 16 штук в современных авто, устройство и работа механизма КШ должна быть идеально сбалансирована.
Поломки и проблемы кривошипно-шатунного механизма
Практически все детали КШМ являются парами трения, что наглядно подтверждает схема кинематики привода автомобиля. Если диагностика данного механизма привода внутреннего сгорания выявила неисправности, необходим капитальный ремонт двигателя, так как производится его полная разборка.
Технические особенности неисправностей КШМ заключаются в износе деталей трения. Основными поломками являются:
- залегшие кольца на поршнях – из-за высокой выработки металла появляется люфт, возникает перекос и поршень заклинивается внутри цилиндра;
- износ пальцев поршневых – вместо фиксированного размера между коленвалом/поршнем расстояние получается плавающим, изменяются характеристики крутящего момента;
- выработка поршневой группы – стачивается зеркало цилиндра или поверхность поршня, меняются характеристики ДВС;
- износ подшипников – шатунные или коренные вкладыши сточились, возникают ударные нагрузки на вал.
Основными причинами неисправностей становятся длительные нагрузки, отсутствие ТО, низкое качество смазки или выработка ресурса привода.

Залегание колец поршневых
Указанные неисправности кривошипно шатунного механизма диагностируются по признакам:
- перебои в работе мотора;
- постоянное уменьшение в картере уровня смазки;
- отработанные газы принимают синий оттенок.
Поломка не может устраняться в домашних условиях, так как необходима высокая квалификация мастера и полная разборка двигателя.
Износ поршней и пальцев
Эти конкретные неисправности кривошипно шатунного механизма выявляются по следующим признакам:
- пальцы – независимо от режима работы мотора в верхней части блока цилиндров слышен звонкий стук, пропадающий при выкручивании свечи, увеличивающийся при наборе оборотов валом;
- поршни – выхлоп синего цвета, аналогичный предыдущему случаю стук, но только на холостых оборотах, после прогрева обычно исчезает.
После диагностики этой неисправности в обязательном порядке требуется капремонт ДВС.

Износ подшипника шатунного и коренного
Неизбежно потребуется ремонт кривошипно шатунного механизма при выработке ресурса подшипников, о котором свидетельствуют следующие факторы:
- подшипник шатуна – сигнальная лампа извещает о недостаточном давлении смазки, стук глухой, плавающий, идет из средней части блока цилиндров;
- подшипник коренной – сигнальная лампа горит, свидетельствуя о низком давлении масла, в нижней части блока цилиндров возникает глухой стук.
По аналогии с предыдущими вариантами без капремонта обойтись не получится.
Способы диагностики КШМ
Вышеуказанные методики выявления причин не являются высокоточными. Служат поводом для поездки на СТО, где может быть произведено квалифицированное диагностирование кривошипно комбинированного механизма мастерами, обладающими необходимым опытом и практикой работ. Они имеют чертеж кинематики с точными размерами, допусками и посадками. Обладают необходимым для этого оборудованием.
Предварительная на определение стуков
Поскольку ремонт кривошипно шатунного механизма относится к дорогостоящим операциям капремонта двигателя, на начальном этапе мастер СТО позиционирует стуки и шумы внутри блока цилиндров. Для этого используется стетоскоп (обычно модификация КИ-1154 производителя Экранас). Технология исследований выглядит следующим образом:
- рабочая поверхность стетоскопа прислоняется к стенкам БЦ на разных уровнях (в рабочей зоне подшипников шатунных и кривошипных);
- двигатель прогревается до температуры ОЖ 75 – 80 градусов;
- обороты увеличиваются вначале плавно, затем режим работ изменяется резко;
- стуки прослушиваются лишь при возникновении зазора больше 0,1 – 0,2 мм.
Характер стука заметен исключительно профессионалу:
- поршни о цилиндр издают звуки щелкающие, на холодном двигателе;
- звонкий звук металл о металл при резком увеличении оборотов издает поршневой палец, реже при неправильно выставленном (опережение) угле зажигания;
- коренные подшипники звучат в низкой тональности;
- звук подшипников шатунных немного резче.
Внимание: Данная методика диагностики так же не является окончательной. Позволяет мастеру выявить наличие имеющихся дефектов с гарантией, что разбирать ДВС все же необходимо для замены расходных элементов.
Измерение суммарных зазоров в сопряжениях
Обычно техническое обслуживание кривошипно шатунного механизма осуществляется с помощью установки КИ-11140 для определения зазора в КШМ.
При этом не нужно снимать поддон картера и запускать мотор. Измеряются зазоры в головках шатуна суммарно:
Суммарные зазоры измеряют минимум три раза, выводят среднее значение, сравнивают с допустимой нормой эксплуатации из таблиц.
Определение объема газа, прорывающегося в картер
Не пригодна к эксплуатации существующая сборка кривошипно шатунного механизма авто, если проверка прорывающихся газов выявила большее его количество в картере. Измерения производятся прибором КИ-4887-И следующим способом:
При значительном износе ДВС расход может превышать 120 л/мин, требуются дополнительные регулировки расходомера. После отсоединения системы вентилирования картера все дополнительные отверстия необходимо закрыть заглушками/пробками.

Измерение давления масла
Эксплуатируемая сборка кривошипно шатунного механизма считается пригодной к использованию, если проверка давления масла удовлетворяет норме. Измерения проводятся прибором КИ-5472, состоящим из рукава и манометра:
- штатный манометр скручивается с маслофильтра;
- на его место крепится прибор;
- двигатель прогревается до 70 – 80 градусов;
- фиксируется значение магистрального давления при оборотах холостого хода.
Предельно простое общее устройство системы смазки и прибора КИ позволяет снизить время диагностики.
Для ДВС карбюраторного типа считается нормальной компрессия в пределах 0,7 МПа. Поэтому в некоторых случаях диагност СТО измеряет компрессию прогретого двигателя. При этом разница показаний цилиндров не может превышать 0,1 МПа.
Технология ремонта
Основное назначение капремонта КШМ – восстановление ресурса поршневой группы и коленчатого вала. Для этого реставрируются посадочные места, заменяются пальцы, вкладыши.

Поршни и пальцы
Поршень, условно входящий в кривошипно шатунный механизм двигателя авто, изготавливается из алюминиевых сплавов. Палец создан из легированной стали, изнашивается меньше.
У поршней восстанавливается зеркало, геометрия канавок для колец и бобышек, внутри которых находится палец. Размеры поршневого пальца подбираются при температуре воздуха в мастерской 20 градусов в зависимости от размерной группы поршня.
Ремонт шатунов
В основном изготавливают шатуны из стали 40Г, 40Х или ст45, характерными дефектами считаются:
- выработка металла посадочных мест;
- износ отверстий;
- изменение геометрии (скручивание и изгиб).
Выбраковывают кинематический элемент механизма при аварийном изгибе, поломке и раскрытии трещин. В остальных случаях изгибы и скручивание устраняют при нагреве до 500 градусов для снятия внутренних напряжений. Посадочные поверхности фрезеруются, затем шлифуются до следующего ремразмера.
После чего, работа кривошипно шатунного механизма вновь удовлетворяет требованиям регламента ГОСТ. Запрещено удалять слой металла больше 0,2 – 0,4 мм для дизелей, карбюраторных ДВС, соответственно. В противном случае нарушается кинематическая схема узла.

Реставрация коленвала
Основными нюансами ремонта коленчатого вала являются:
- деталь изготавливается из магниевого чугуна высокопрочного, сталей ДР-У, 50Т, 40Х или ст45;
- основными дефектами становятся изгиб и выработка стали посадочных мест;
- реже изнашиваются шпоночные канавки, повреждаются резьбы, раскрываются трещины;
- ремонтопригодной считается сборка кривошипно шатунного механизма с выработкой посадочных поверхностей и поврежденными резьбами;
- трещины более 3 мм приводят к отбраковке коленвала.
После промывки масляных каналов и наружных поверхностей изделие исследуется дефектоскопом. Выработку восстанавливают наплавлением Св-18ХГСА проволоки с проточкой под ремонтные параметры. Шпоночные канавки фрезеруют с заданной чистотой обработки. При этом должна соблюдаться схема установки шестеренок.
После шлифовки коленвал балансируют на динамической установке БМ-У4 либо КИ-4274.
Таким образом, кривошипно шатунный механизм КШМ проще и дешевле поддерживать в работоспособном состоянии. Для этого нужно своевременно проходить ТО и обращаться в сервис к специалистам при малейшем постороннем звуке в блоке цилиндров. В этом случае, даже капремонт обойдется дешевле.
Двигатели — бензиновые, четырехтактные, четырехцилиндровые рядные с верхним расположением распределительного вала и жидкостным охлаждением. Восьмиклапанные двигатели рабочим объемом 1,6 л созданы на базе двигателя ВАЗ-2111. Они имеют увеличенный по высоте на 2,3 мм блок цилиндров и оригинальный коленчатый вал. Диаметр цилиндров оставлен прежний — 82 мм, ход поршня увеличен до 75.6 мм в отличие от 71 мм у базового двигателя. В опорах коренных подшипников установлены масляные форсунки.
В головке блока цилиндров установлены один распределительный вал, восемь клапанов и восемь толкателей клапанов с регулировочными шайбами. Блок цилиндров — чугунный, с выточенными в нем цилиндрами. Внутренние полости блока для охлаждающей жидкости образованы при его литье, а канаты подачи масла выполнены сверлением. В нижней части блока цилиндров расположены пять опор коренных подшипников коленчатого вала. Крышки коренных подшипников не взаимозаменяемы и имеют маркировку порядкового номера подшипника, начиная от шкива коленчатого ваза. В крышке второго коренного подшипника выполнены два резьбовых отверстия под болты крепления маслозаборника. В опоры и крышки установлены сталеаноминисвые вкладыши коренных подшипников. По обеим сторонам опоры третьего коренного подшипника выполнены гнезда для установки упорных полуколец, препятствующих осевому перемещению коленчатого вала. Переднее полукольцо — стапсатюминевое, заднее — металлокерамическос. Поршни отлиты из алюминиевого сплава. На каждом поршне установлено два компрессионных и одно маслосъемное кольцо. Нижнее компрессионное кольцо скребкового типа с проточкой и острой кромкой на нижней плоскости. Внутрь маслосъемного кольца устанавливается пружинный расширитель. Пальцы — плавающего типа (фиксируются в поршнях двумя пружинными стопорными кольцами) или зафиксированы в верхнюю головку шатуна методом “горячей посадки”. В верхней головке шатуна запрессована сталебронзовая втулка. Крышки шатунов не взаимозаменяемы и устанавливаются на шатун только в одном положении. Снизу к блоку цилиндров кренится поддон картера. Двигатели 11186 и 21116 отличаются от модели 11183 облегченной шатунно-поршневой группой. Поршни с короткой юбкой. Все поршневые кольца более тонкие, чем на предыдущих моделях двигателей, что призвано сократить внутренние потери двигателя на трение.
Читайте также: