
Ремонт седел клапанов ваз 2114
Обновлено: 03.07.2024
Двигатель – железное сердце автомобиля, требующее постоянного внимания, обслуживания. Своевременная замена масла, сальников, деталей, отработавших свой ресурс, регулировка зазоров, позволят продлить срок эксплуатации. Тема статьи – рассмотрение симптомов выхода из строя, замена клапанов автомашины ваз 2114 с восьми клапанным мотором. Поэтому если вам предстоит замена клапанов ваз 2114 8 клапанов своими руками рекомендую ознакомиться с этой статьей.
Диагностика неисправности
Перед началом работы логично убедиться в целесообразности данного мероприятия, инициируемого следующими причинами:
- Пришло время выполнения периодической проверки, регулировки, замены деталей, узлов. Определяется пробегом (15000 – 30000 км), условиями эксплуатации автомобиля.
- Появление характерных симптомов повреждения, возникновение поломок.
Основными признаками, сигнализирующими водителю о насущности обратить внимание на клапана, являются:
Подобные симптомы характерны для разных видов нарушений функционирования авто. Двигатель – не авторучка. Беспричинная разборка, сборка – длительное, хлопотное мероприятие. Предварительно следует убедиться в его необходимости.
Определение неработающего цилиндра
При возникновении нестабильного поведения двигателя необходимо попытаться локализовать причину, продвигаясь от простых проверок к сложным диагностическим методам обследования. Следует предварительно убедиться в исправности стартера, полном заряде аккумуляторной батареи.
- Завести мотор, оставить на холостых оборотах.
- Поднять капот.
- Снять колпачок свечи первого цилиндра. Мотор заглох – цилиндр исправен, изменения не произошли – требуется вмешательство. Таким образом пройтись по остальным цилиндрам.
- На забракованных цилиндрах поменять свечи, высоковольтные провода. Повторить тестирование. Неизменность ситуации указывает на поиск поломки внутри двигателя.
Наличие искры, топлива
- Проверить поступление искры. На двигателе, оборудованном инжектором, отключить разъем подачи питания форсунок. Поочередно выкручивать свечи, прислонять корпусом на массу автомашины, запускать стартер, смотреть, соблюдая меры предосторожности. Удобнее совершать данные действия вдвоем (один находится под капотом, другой – в салоне).
- Убедиться в поступлении топлива. На холодном моторе подключить форсунки, отключить разъем управления модулем зажигания. Вывернуть свечи. Стартером прокручивать двигатель в течение семи – десяти секунд. Резьба свечных посадочных мест залита топливом – норма. Сухие отверстия – проблемы с подачей горючего. Возникают вопросы к топливной системе, электронному блоку управления.
Компрессионный метод испытаний
Поиск виновника продолжается путем измерения давления в цилиндрах при максимальном сжатии. Компрессометр вставляется вместо свечи. Поршень устанавливается в верхнюю мертвую точку (специальная метка шестерни распределительного вала совмещается с отметкой на головке блока). Создается избыточное давление в верхней части цилиндра. Нормальное значение по прибору должно находиться в пределах 11 – 13кг/см3. Допустимое значение указывает завод – изготовитель в технической документации на автомобиль. Заниженная компрессия – отсутствие герметичности камеры сгорания.
- Кольца на поршне стерлись.
- Клапана неплотно прилегают.
- Разрушена прокладка головки блока цилиндров.
- Трещины блока, ГБЦ.
Залить на поршень немного чистого моторного масла (20 – 30мл), используемого для данного двигателя. Повторить измерение. Показатель улучшился – предстоит ремонт, замена поршневой группы. Положение не изменилось – вероятно, прогорели клапана. Не исключается замена клапанов, колец одновременно. Пора делать вскрытие двигателя.
Определить цилиндр с наименьшей компрессией возможно от руки. Поочередно оставляя свечу в испытуемой камере сгорания, остальные извлекая, прокручивать рукой коленчатый вал. Вариант применения минимального усилия укажет на подозрительный объект. Способ безопасный, простой.
Подготовительные работы перед заменой клапанов
Изучение инструкций, просмотр видео в Интернет, посещение тематических форумов, приобретение понимания порядка действий.
Подбор инструментов, запасных частей, материалов, измерительных приборов, приспособлений.
Для работы понадобятся:
- Наборы гаечных ключей различных типов (рожковые, накидные, головки, вороток с трещоткой).
- Отвертки плоская, крестообразная.
- Молоток, металлическая трубка длиной 15 см. внутренним диаметром 15 мм.
- Домкрат (случай отсутствия смотровой ямы).
- Компрессометр.
- Набор клапанных регулировочных шайб.
- Набор щупов для измерения зазоров.
- Приспособление для отжима клапана.
- Длинный пинцет.
- Электрическая дрель с возможностью регулировки оборотов, реверсом.
- Комплект новых впускных, выпускных клапанов.
- Седла, сальники, направляющие, колпачки маслосъемные.
- Съемник сальников.
- Штангенциркуль (микрометр).
- Моторное масло.
- Паста (порошок, разводится маслом) для притирки клапанов.
- Ветошь.
Пошаговый алгоритм замены клапанов на ваз 2114
Тепловые зазоры регулируются путем подбора металлических мерных шайб, устанавливаемых в верхней части над клапаном. Отклонение от нормы не должно превышать 0.05мм. Размеры зазоров измеряются щупами, выставляются соответственно указанным в документации на машину.

Видео по замене и притирке клапанов на автомобилях ВАЗ
Видеоматериал расскажет, как заменить клапана на ВАЗ-2114, а также поведает о некоторых тонкостях и нюансах процесса.
Процесс замены клапанов

Перед тем, как приступить непосредственно к процессу замены клапанов, стоит отметить, что автомобилист должен владеть конструктивными знаниями и умениями по ремонту главного силового агрегата.
Так, процесс потребует демонтажа многих элементов, связанных с головкой блока цилиндров.
Необходимый инструмент
Итак, прежде чем, что-то делать необходимо, собрать некоторый инструментарий. Что же потребуется автомобилисту: новые впускные и выпускные клапана, направляющие втулки, седла клапанов, маслосъёмные колпачки, набор ключей и головок, отвертки, приспособление для рассухаривания клапанов, съёмник сальников клапанов, время и руки растущие с того места.
Алгоритм
Итак, когда все собрали, можно приступить непосредственно к пошаговому процессу замены:

Демонтируем кожух ГРМ

Демонтируем ремень ГРМ
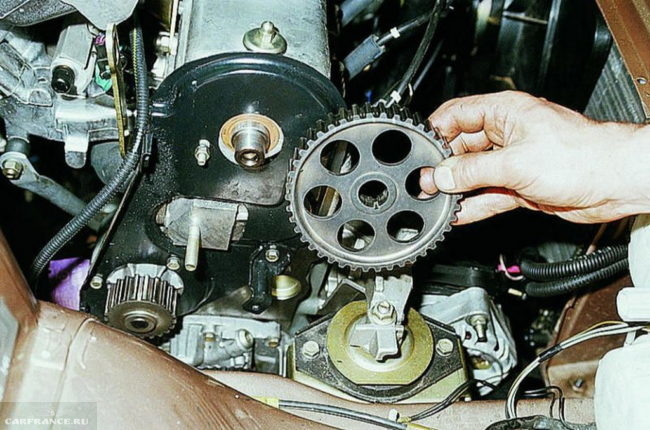
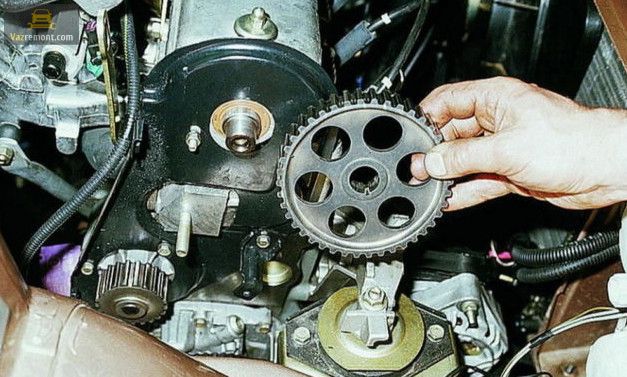
Снимаем шестерню распредвала

Снимаем крышу клапанов ВАЗ-2114

Проводим демонтаж толкателей

Демонтаж сальника клапана

Процесс рассухаривания клапанов

Процесс демонтажа пружин

Процесс притирки клапана

Установка новых клапанов в ГБЦ
Выбор запасных частей
К выбору клапанов стоит отнестись серьёзно, поскольку от качества изделия будет зависеть нормальная работоспособность главного силового агрегата. Как известно, существуют клапана впускные и выпускные, и они имеют разные каталожные номера, поэтому рассматривать их необходимо по отдельности.
Кроме оригинальных изделий существует ряд аналогов, которые рекомендованы к установке на ВАЗ-2114.
Оригинал
Комплект впускных клапанов
Комплект выпускных клапанов ВАЗ
Аналоги
Кроме оригинальных деталей, на автомобильном рынке запасных частей можно приобрести достаточно много альтернативных вариантов клапанов, как впускных, так и выпускных. Итак, рассмотрим, какие производители, и по какой ценовой политике предлагают запасные части. Рассматривать каждый вид клапана будем по отдельности.
Впускные клапана
AMP PLAD005-S-0-D – крупный и проверенный польский производитель запасных частей к автомобильным двигателям. Стоимость клапанов составляет 250 рублей за штуку.
Freccia R4387/SNT – итальянский производитель клапанов. Средняя стоимость изделия составляет 300 рублей.
Master-sport 08IN-SET/4/-MS – отечественный известный производитель. Стоимость одного клапана составляет 550 рублей.
Выпускные клапана
В отличие от впускных, аналогов выпускных клапанов больше, поскольку они более востребованы на автомобильном рынке запасных частей. Итак, рассмотрим, что предлагают разные производители:
- Kolbenschmidt 17092 – немецкий производитель запасных частей. Стоимость клапана составляет 200 рублей.
- Osvat 0504 – клапана итальянского производства, по 300 рублей за штуку.
- AMP PLAD004-A-0-D – польские клапана, которые можно приобрести за 300 рублей/штуку.
- Master-sport 08EX-SET/4/-MS – отечественный альтернативный производитель. Цена клапана составляет 550 рублей.
- Ae V91180 – еще один итальянский производитель, который предлагает запасные части по 650 рублей.
Выводы
Стоит ещё раз отметить, что к выбору клапанов стоит отнестись серьезно, поскольку от качества будет зависеть нормальная работа двигателя.
Многие владельцы ВАЗовских автомобилей (и 14-я здесь не исключение) с течением времени встречаются с такой проблемой, как износ или прогорание клапанов. Столкнувшись с ней, можно пойти двумя путями — обратиться в сервис либо выполнить ремонт своими руками. Именно о том, как выполняется замена клапанов ваз 2114, а также о том, что для этого понадобится — мы и поговорим в сегодняшней статье.

Причины выхода из строя клапанов
Основными причинами, в результате которых клапаны ломаются или быстро прогорают, являются:
- регулярное использование топлива низкого качества;
- установка в ГБЦ свечей зажигания с неправильным калильным числом;
- частая езда на предельно допустимых оборотах движка;
- использование в качестве топлива пропановой смеси без соответствующей перепрошивки электронного блока управления;
- эксплуатация авто с регулярной детонацией двигателя.

Что потребуется для замены
Если в ходе проверки состояния ГРМ выяснилось, что замена клапана ваз 2114 все-таки необходима, то для проведения самой операции понадобятся:
- комплект новых клапанов (выпускные и впускные);
- седла клапанов;
- направляющие втулки;
- набор отверток;
- набор головок и ключей;
- маслосъемные колпачки;
- рассухариватель клапанов;
- съемник сальников.

В некоторых случаях также может потребоваться покупка и установка новых крепежных элементов (если обнаружится, что они повреждены).
Замена клапанов
Также, перед началом ремонта нужно дождаться, пока двигатель автомобиля остынет (в том случае, если он недавно работал).
После этого следует:
-
Открутить крепеж и демонтировать кожух газораспределительного механизма.






На этом процедуру по демонтажу старых клапанов можно считать завершенной, после чего следует приступить к установке новых.

Делается это следующим образом:
- Установить новые направляющие втулки (рекомендуется использовать бронзовые).
- Заменить седла клапанов на новые.
- Выполнить притирку новых клапанов к седлу.
- Установить новые клапана на их посадочное место.
- Установить на место головку блока цилиндров.
- Выполнить окончательную сборку ГБЦ и газораспределительного механизма в том же порядке, в каком велась разборка, но в обратной последовательности.
Проверить качество притирки клапанов можно при помощи керосина или другой жидкости с хорошим коэффициентом проникаемости. Если залить ее в камеру установленного клапана, то по подтекам легко можно будет увидеть даже малейшие протечки, говорящие об отсутствии герметичности. Если же следов жидкости с обратной стороны головки клапана видно не будет, значит притирка проведена правильно.
Какие клапана выбрать
Из хороших аналогов можно отметить такие впускные клапана, как:
- AMP PLAD005-S-0-D, производства Польши. Имеют качество, сопоставимое с оригиналом, но стоят дешевле;
- Freccia R4387/SNT, производства Италии. Стоимость и срок службы близки к родным клапанам;
- Master-sport 08IN-SET/4/-MS, производства России. Имеют более высокое качество изготовления и увеличенный срок службы, но стоят почти в 2 раза дороже оригинала.

Что же касается выпускных клапанов, то выбор их на рынке больше, поскольку спрос на них выше (ввиду более быстрого износа). Среди хороших вариантов, имеющих близкое к оригиналу качество и примерно одинаковую стоимость, можно отметить:
- Osvat 0504 (Италия);
- Ae V91180 (Италия);
- Kolbenschmidt 17092 (Германия);
- AMP PLAD004-A-0-D (Польша);
- Master-sport 08EX-SET/4/-MS (Россия).

В заключение стоит отметить, что замена клапанов своими руками — процедура, которая под силу любому опытному водителю. Самое главное, о чем не стоит забывать — это о необходимости точного соблюдения алгоритмов действий во время процессов разборки и сборки двигателя, которые были описаны в настоящей статье.
Полезное видео
Дополнительную полезную информацию можно почерпнуть из видео ниже:
При большом пробеге происходит износ седел, фасок тарелок, стержней и торцов клапанов, рабочих поверхностей толкателей, регулировочных шайб, направляющих втулок клапанов клапанного механизма двигателей ВАЗ, кулачков, шеек и подшипников распредвала, рычагов и регулировочных болтов, пружин и маслоотражательных колпачков.
Ремонт клапанного механизма двигателей ВАЗ, дефектовка, методы ремонта, запрессовка и развертка втулки клапана, зенкерование и шлифовка седел и клапанов, притирка клапанов к седлам.
Шум под крышкой головки блока указывает на износ многих деталей. У рычагов клапанов проверяют состояние рабочих поверхностей, соприкасающихся с торцом стержня клапана и со сферическим концом регулировочного болта. Если на них имеются задиры и риски, рычаги следует заменить. Если замечены дефекты на втулке регулировочного болта или на самом болте, их необходимо заменить.
При дефектовке клапанного механизма двигателей ВАЗ проверяют:
— Размеры клапанов и втулок.
— Зазоры между ними.
— Биение клапанов во втулках.
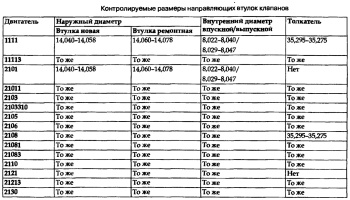
Контролируемые размеры направляющих втулок клапанов клапанного механизма двигателей ВАЗ.
Контролируемые размеры клапанов клапанного механизма двигателей ВАЗ.

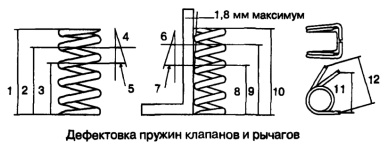
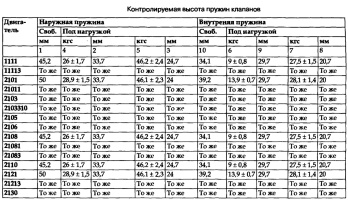
При дефектовке также проверяют состояние и упругость пружин. Их параметры должны соответствовать приведенным в таблице ниже. Размер 11 пружины рычага должен быть равен 35 мм, а размер 12 пружины под нагрузкой 5,2-7,5 кгс — 43 мм.
Дефектовка пружин клапанов и рычагов клапанного механизма двигателей ВАЗ.
Регулировочные шайбы не должны иметь ступенек от износа, натира металла.
Износ регулировочных шайб клапанного механизма двигателей ВАЗ.

Контролируемая высота пружин клапанов клапанного механизма двигателей ВАЗ.
Следует очистить клапаны от нагара железной щеткой. Износ седел, рычагов, кулачков вала, клапанов заметен при осмотре. Кроме того, необходимо убедиться в отсутствии деформации стержней клапанов. Допустимая кривизна — не более 0,015 мм.
Нужно убедиться в отсутствии трещин на головке клапана. Выработка торца стержня должна быть не более 0,4-0,5 мм. При наличии ступеньки на стержне в районе контакта с маслоотражательным колпачком клапан необходимо заменить. Следует также проверить состояние рабочей фаски тарелки клапана. Износ стержня клапана — разница диаметров верхней и нижней частей, замеренных микрометром в разных положениях, чтобы учесть возможную овальность, не должен превышать 0,03 мм.
Для определения степени износа направляющих втулок и стержней на головке, лежащей камерами сгорания вверх, слегка приподнимают клапан за тарелку и покачивают его в разных направлениях. Если люфт ощутим, проверяют микрометром диаметр стержня клапана. Если стержень не изношен, значит, изношена втулка. Когда же стержень не отвечает требованиям, повторяют испытание с новым клапаном.
ВАЗ рекомендует проверять люфт индикатором. Если зазоры между стержнями старых клапанов и старыми направляющими втулками выше предельно допустимого (0,15 мм), клапаны заменяют новыми. Но часто этого недостаточно и необходимо заменять или восстанавливать втулки.
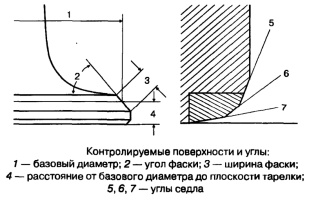
Контролируемые поверхности и углы клапанов клапанного механизма двигателей ВАЗ.
Традиционный метод ремонта клапанного механизма двигателей ВАЗ.
Направляющие втулки заменяют, если зазор в соединении со стержнем клапана более 0,15 мм не устраняется установкой нового клапана. А восстановление втулок невозможно из-за их непригодности или отсутствия современных инструментов.
На заводе чугунные втулки запрессовывают в алюминиевый корпус с натягом от 0,06 до 0,11 мм. Предварительно охлаждая их в жидком азоте до минус 196 градусов, а корпус подогревая до 160-170 градусов, чтобы избежать мккротрещин. Все это невозможно в условиях автосервисов. Для выпрессовки старых втулок лучше применять винтовые прессы. Так меньше риск повреждения гнезда. Головку блока перед выпрессовкой следует нагреть примерно до 150 градусов.
Перед запрессовкой новых втулок нужно промерить гнезда и втулки. Чтобы убедиться, что натяг будет соответствовать норме. При завышенном натяге можно повредить гнездо. А при слабом придется растачивать гнездо и ставить ремонтные втулки. Или применять современные химические фиксирующие составы.
Новую направляющую втулку с надетым на нее стопорным кольцом запрессовывают оправкой до упора этого кольца в плоскость головки цилиндра. После запрессовки втулок обработка отверстий производится разверткой со стороны верхнего конца втулки. Более долговечными и точными являются алмазные развертки.
Запрессовка и развертка втулки клапана клапанного механизма двигателей ВАЗ.
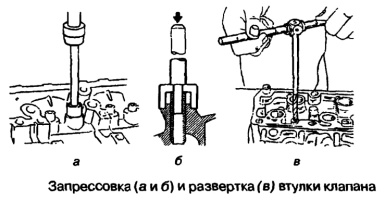
Перед заменой направляющих втулок впускного и выпускного клапанов первого и четвертого цилиндров необходимо отвернуть две шпильки крепления корпуса подшипников распределительного вала. После запрессовки нужно развернуть отверстия в направляющих втулках развертками. А затем прошлифовать седла клапанов.
Если менялись или восстанавливались направляющие втулки клапанов, то шлифовку седел ведут после завершения работы с втулками. Чтобы направляющие стержни центрировались по новой поверхности втулок и обеспечивали соосность фасок с отверстиями втулок. Для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана отверстия во втулках обрабатываются после запрессовки втулок в головку цилиндров.
Для устранения мелких дефектов фаску тарелки клапана шлифуют на обычных круглошлифовальных станках с углом фаски 45°25′-45°35′. После шлифовки расстояние от базового диаметра фаски до плоскости тарелки не должно быть менее указанного в таблице контролируемых размеров клапанов.
У выпускного клапана не должен быть сошлифован слой твердого сплава, наплавленный на фаску. Биение рабочей фаски клапана относительно стержня должно составлять не более 0,02 мм.
Зенкерование и шлифовка седел и клапанов клапанного механизма двигателей ВАЗ.

Головку блока нужно установить на подставку. Очистить от нагара фаски седел клапанов соответствующими зенкерами. Зенкеры надеть на шпиндель и центрировать направляющим стержнем, который вставляется в направляющие втулки клапанов. На направляющий стержень необходимо надеть пружину. Установить на шпиндель конический круг для седел выпускных клапанов или круг для седел впускных клапанов. Закрепить шпиндель в шлифовальной машинке и прошлифовать седло.
Ширину рабочей фаски седел выпускных клапанов необходимо шлифовать до нужных размеров зенкером под углом 20 градусов и зенкером, которым устраняется наклеп на внутреннем диаметре. Зенкеры следует применять с тем же шпинделем и стержнем. Сначала нужно шлифовать внутреннюю фаску до размера 0,33 мм, а затем фаску 20 градусов — до ширины рабочей фаски 1,9-2,0 мм.
Притирка клапанов к седлам.
Перед установкой клапанов (и старых и новых) необходимо притереть их к седлам. Для этого следует надеть на стержень притираемого клапана легкую отжимную пружинку подходящих размеров и нанести на его фаску тонкий слой притирочной пасты зернистостью не более 20-50 мкм. Алмазные пасты желательно не применять. Так как алмазная крошка иногда внедряется в седло и остается в нем, ускоряя его износ.
Далее нужно вставить клапан с пружиной в направляющую втулку. Надеть на его стержень приспособление или подобрать резиновую трубку так, чтобы она плотно надевалась одним концом на стержень клапана, а другим — на жало крестовой отвертки или на круглый напильник с ручкой. С помощью этого приспособления необходимо вращать клапан попеременно в обе стороны, слегка прижимая его к седлу.
Вести притирку клапанов клапанного механизма двигателей ВАЗ следует аккуратно, стараясь не снимать много металла, чтобы оставить возможность для последующих ремонтов. При появлении притертого пояска на деталях нужно разбавить пасту маслом. А когда притираемые поверхности станут совершенно гладкими, вести притирку на одном масле до получения матово-серого цвета рабочих поверхностей фаски клапана и его седла и блестящего цельного пояска.
Если нет разрывов слоя краски, нанесенной на седло и фаску тарелки клапана, при их контакте или если керосин, залитый в камеру сгорания при свободно вставленных в свои седла притертых впускном и выпускном клапанах, в течение 10 секунд не просачивается, значит, притирка сделана хорошо. После притирки нужно тщательно промыть обработанные детали и камеры сгорания от следов притирочной пасты.
Новый метод ремонта клапанного механизма двигателей ВАЗ.
В последние годы применяется методика восстановления изношенной внутренней поверхности направляющих втулок без их выпрессовки специальным ручным инструментом (например, фирмы Neway) с роликовыми резцами для пластической деформации металла до 0,5 мм, компенсирующей износ внутренней поверхности втулки, и последующей разверткой до нужного размера.
Резцы также формируют во втулке спиральный желобок для масла. Улучшающий условия смазки стержня клапана. Зазор 0,03-0,05 мм между стержнем клапана и втулкой и этот желобок работают как лабиринтный сальник. Обеспечивая смазку и отталкивая излишнее количество масла, помогая маслоотражательным колпачкам и уменьшая угар масла.
При традиционном методе обработки седел клапанов направляющая шарошки или зенкера свободно вращается во втулке клапана. При новом методе, предложенном фирмой Neway, фреза надевается на неподвижную ось, которая плотно фиксируется в ранее восстановленной втулке самоустанавливающейся цанговой направляющей. Фреза сидит на оси с зазором всего 0,5 мкм, обеспечивая минимальный допуск обработки.
Обработка втулок и седел клапанов инструментами Neway.
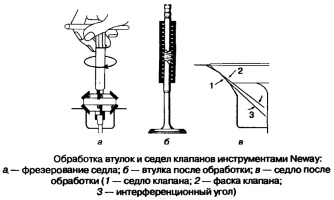
Каждая из трех предусмотренных технологией фасок на седле клапана получается за 3-4 оборота ручного инструмента. Фреза за счет уникальной заточки и формы режущих кромок формирует на поверхности седла клапана специальный микрорельеф, благодаря которому приработка клапана и седла на двигателе происходит быстро, а надобность в притирке отпадает.
Восстановление рабочих фасок клапанов выполняют специальным ручным инструментом Gizmatic-2 той же фирмы. Клапан неподвижно фиксируют в специальной оправке, зажатой в слесарные тиски. После нескольких вращений фрезы с осевой подачей микролифтом получается идеальная концентрическая поверхность фаски клапана. На ней также формируется специальный микрорельеф, как и при обработке седла.
При работе инструментами Neway притирка клапанов клапанного механизма двигателей ВАЗ не нужна совсем. После обработки клапанов и седел их идеальное сопряжение происходит по узкому пояску. И обеспечивается не только формируемым микрорельефом поверхностей деталей, но и интерференционным углом между фасками. Достигается это небольшим (менее 1 градуса) расхождением углов обработки рабочих поверхностей седла и клапана.
В первые же секунды работы двигателя поясок сопряжения увеличивается за счет смятия выступов созданного микрорельефа на фасках, а затем происходит и полное уплотнение поверхности по всей ширине фаски. Комплект инструментов фирмы Neway покупать не обязательно. Нужно только узнать, в какой мастерской он имеется, и отдать туда головку блока для обработки втулок и седел, а также клапанов.
Читайте также: