
Ремонт шатуна двигателя ваз
Обновлено: 02.07.2024
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
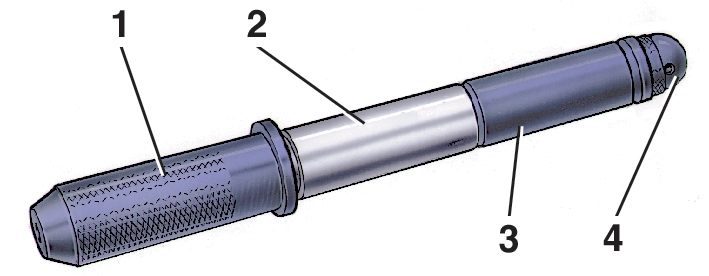
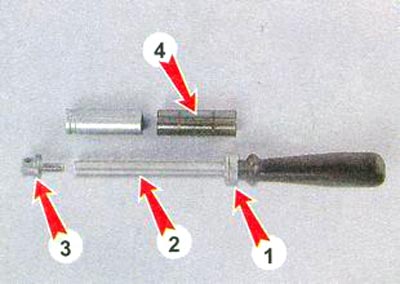
Рис. 3–31. Установка поршневого пальца на приспособление А.60325 для запрессовки его в поршень и головку шатуна: 1 — валик приспособления; 2 — поршневой палец; 3 — направляющая; 4 — упорный винт
Палец заранее приготовьте к сборке, надев его на валик 1 ( рис. 3–31) приспособления А.60325, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
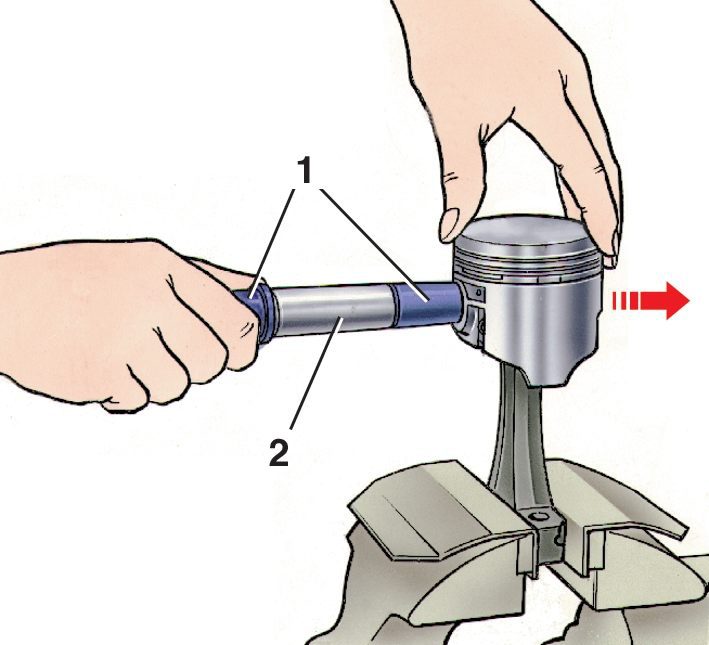
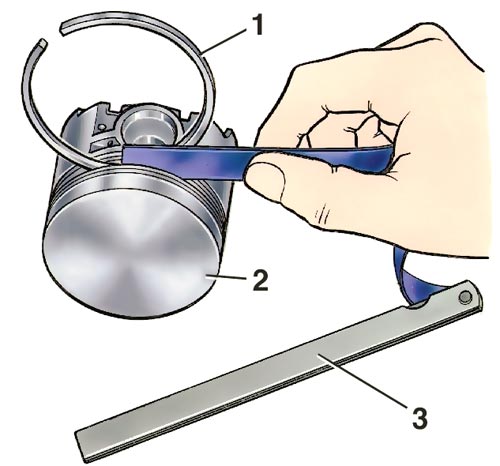
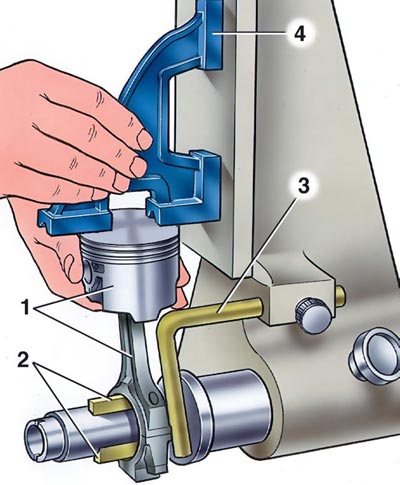
Рис. 3–32. Запрессовка поршневого пальца в верхнюю головку шатуна: 1 — приспособление A.60325; 2 — поршневой палец. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой
Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением А.60325, закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна ( рис. 3–32) так, чтобы заплечик приспособления соприкасался с поршнем.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 3–32). Таким образом палец займет правильное положение.
Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном должен соединяться так, чтобы метка "П" на поршне и отверстие на шатуне были с одной стороны.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 3–25). Если на кольце нанесена метка "Верх" или "TOP", то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
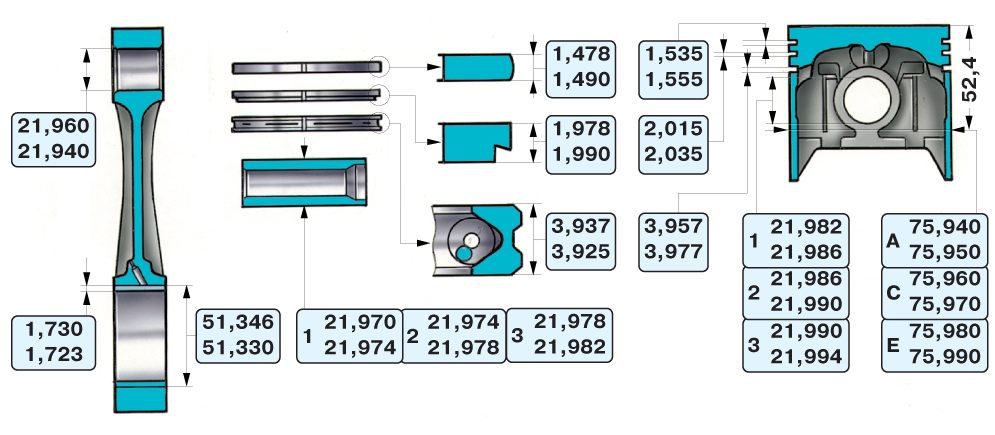
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Выпрессовка поршневого пальца
Снимать палец необходимо на прессе с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца.
Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями.
Очистка
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения.
Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей глубокие риски, или они слишком изношены, замените вкладыши новыми.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) - 0,15 мм.
ВНИМАНИЕ: Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм, а по диаметру отверстия под поршневой палец - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов A, C, E. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Проверка зазора между поршнем и пальцем
Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя - первая категория, зеленая - вторая, красная - третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.
Проверка зазоров между поршневыми канавками и кольцами
Проверка зазора между поршневыми кольцами и канавками
1 - поршневое кольцо; 2 - поршень; 3 - набор щупов
Проверка зазора между вкладышами и коленчатым валом
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом (измерив детали), или калиброванной пластмассовой проволокой. Для чего:
- тщательно очистите рабочую поверхность вкладышей и шатунной шейки и установите группу шатун–поршень на шейке коленчатого вала согласно нумерации;
- поместите отрезок калиброванной проволоки на поверхность шатунной шейки, установите крышку на шатун и затяните гайки моментом 51 Н·м (5,2 кгс·м);
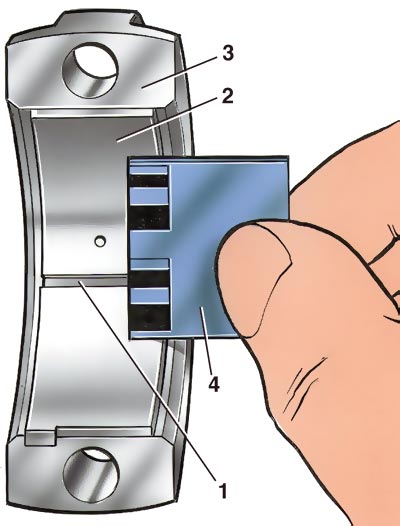
Измерение с помощью шкалы ширины калиброванной проволоки после сплющивания
1 - калиброванная проволока; 2 - вкладыш; 3 - крышка шатунного подшипника; 4 - шкала для калиброванной проволоки
- снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный (расчетный) зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины, см. табл.).
Толщина вкладышей шатунных подшипников, мм
Номинальная
Увеличенная (ремонтная)
Цифры 0,25; 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифовки.
Контроль массы поршней
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г.
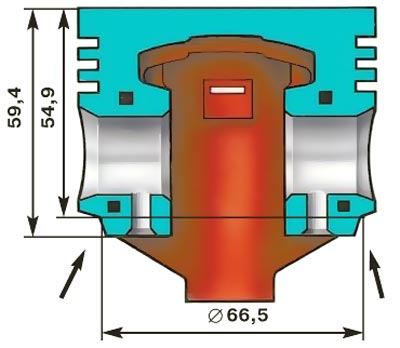
Схема удаления металла с поршня для подгонки его веса. Стрелками указаны места, на которых можно удалять металл
Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня
(59, 40 мм), а по ширине ограничивается диаметром 66,5 мм.
Сборка шатунно-поршневой группы
Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.

Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.

После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Проверка запрессовки пальца
После сборки группы шатун–палец– поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615:
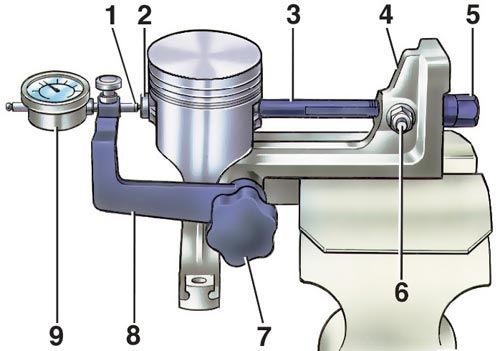
Собранный комплект поршень– палец–шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца
- зажмите основание 4 приспособления в тиски и установите на нем шатунно-поршневую группу;
- опустите кронштейн 8 индикатора, вставьте в отверстие пальца резьбовой стержень 3 и продвиньте его в отверстие бобышки до упора головки 2 стержня в торец пальца;
- на конец стержня наверните гайку 5 и затяните ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры;
- приподнимите кронштейн 8 до горизонтального положения, закрепите его рукояткой 7 и установите штифт 1 индикатора 9 на головке 2 стержня, вставленного в палец;
- установите на ноль индикатор и вставьте в паз резьбового стержня упор 6, чтобы стержень не проворачивался;
- динамометрическим ключом приложите к гайке 5 стержня момент 12,7 H.м (1,3 кгс.м), что соответствует осевой нагрузке 3,92 кH (400 кгс).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение, стрелка индикатора возвратится на ноль.
В случае проскальзывания пальца в верхней головке шатуна замените шатун новым.
Проверка параллельности осей нижней головки шатуна и поршневого кольца
Проверка параллельности осей поршневого пальца и нижней головки шатуна
1 - собранный комплект шатун–палец–поршень; 2 - выдвижные ножи; 3 - упор; 4 - калибр
Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты - углом или верхним концом).

Сегодня произвел самую ответственную часть общего ремонта двигателя, повязал поршни с шатунами.
Как все было.
Для начала был подготовлен весь необходимый комплект.

Закрепляется шатун в тиски так, чтобы замки были слева. Затем рядом ложится поршень (как лежит так и будет устанавливаться), да так чтобы стрелка на поршне была направлена вперед, т.е. от себя. И начинается процесс нагрева верхней головки шатуна.

Греть нужно до температуры примерно 240 градусов, для контроля температуры у меня был пирометр (бесконтактный термометр).
Греть я считаю нужно на медленном огне, чтобы весь металл равномерно полностью нагревался. У меня процесс нагрева составил примерно 12-15 мин. Периодически пока меряется температура лучше слегка подогревать поршень той же горелкой. Затем по достижении необходимой температуры (кстати специально выключал свет, чтобы увидеть цвет нагретого шатуна, красноты на нем я не увидел) надо очень быстро сопоставить поршень с отверстием ВГШ и быстро протолкнуть заряженную оправку с пальцем до упора.

Задержать так на несколько секунд и можно разбирать и вытаскивать оправку. Сначала поршень слегка прихватывает, потому как начинается процесс интенсивного нагрева и охлаждения, но потом его отпускает и он начинает свободно проворачиваться на пальце. И так все поршни повязаны с шатунами

Затем при внимательном рассмотрении выплыл один косяк.
Вылет пальца с одной стороны поршня оказался на 1мм больше чем с обратной стороны


После внимательного рассмотрения и выяснения причины появления данного косяка обнаружилось следующее:
на бобышках поршней с внутренней стороны со стороны шатуна обнаружились три маленьких шишки, огрехи литья или специально так сделано,


Ну так вот эти самые шишечки не давали оправке протолкнуть палец в глубь шатуна.
В качестве эксперимента я решил повторно повязать старый шатун со старым поршнем.


Как видно разница есть, но малозаметная примерно 0,5 мм
Как вывод для таких поршней лучше делать дистанционное кольцо на оправке на 0,5 — 0,8 мм толще.
Ну вот для наглядности как картина обстоит изнутри


По итогу что можно сказать. Устанавливать на двигатель буду как есть. Палец в обоих положениях контачит с поршнем в полном объеме. Вылет в 1мм лишних считаю не критичным.
Если есть какие вопросы/комментарии пожалуйста пишите.
Спасибо за внимание.
Отлит из алюминиевого сплава. Для улучшения прирабатываемости наружная поверхность поршня (рис. 5) покрыта слоем олова. Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму. Поршень имеет коническую форму: в верхней части меньший диаметр, чем в нижней. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.

По наружному диаметру поршни разбиты на пять классов через 0,01 мм, а по диаметру отверстия под поршневой палец — на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) указаны на днище поршня.
В запасные части поставляются поршни классов А, С, Е, Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Кроме того, при ремонте двигателей поршни обычно заменяются у изношенных цилиндров, поэтому к незначительно изношенному цилиндру, имевшему класс В, может подойти поршень класса С. Главное при подборе поршня — обеспечение необходимого монтажного зазора между поршнем и цилиндром.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 — с увеличением на 0,2; 0,4 и 0,6 мм; для 21011 — с увеличением на 0,4 и 0,7 мм.
Поршни двигателей 2101 и 21011 легко отличить друг от друга по внешнему виду. Помимо того, что у них разные диаметры, поршни 2101 имеют гладкое днище, а у поршней 21011 на днище имеется цилиндрическая выемка диаметром 55 мм и глубиной 1,9 мм.
4.8.5.2 Подбор поршня к цилиндру
Поршень двигателя мод. 2106
| 1, 2 и 3 – плоскости измерения профиля юбки; 4 – утрированный профиль юбки в продольном сечении (перпендикулярно оси поршневого пальца) |
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории. Предупреждение
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Размеры диаметра юбки в мм
| A | 78,930 – 78,940 |
| B | 78,940 – 78,950 |
| C | 78,950 – 78,960 |
| D | 78,960 – 78,970 |
| E | 78,970 – 78,980 |
Для подбора поршня к любому цилиндру поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Поэтому в запасные части поставляются поршни только классов А, С, Е. Этих классов достаточно для подбора поршней к любому цилиндру
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
Разность большего и меньшего диаметров юбки поршня в поперечном сечении составляет 0,4 мм.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
При сборке двигателя необходимо обращать внимание на метки на поршнях: буква П или стрелка, показывающая правильное положение поршня в цилиндре, должны быть обращены к передней части двигателя.
При текущем ремонте в частично изношенные цилиндры, как правило, устанавливают поршни того же размера (нормального или ремонтного), какой имели поршни, работавшие ранее в данном двигателе. Однако желательно подобрать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня.
Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
В запасные части поршни поставляют как номинального, так и ремонтных размеров, с увеличенным диаметром юбки.
Номера ремонтных поршней и величина увеличения диаметра юбки
| Номер поршня | Увеличение диаметра |
| 21011-1004015-21 | +0,4 мм |
| 21011-1004015-22 | +0,4 мм |
На ремонтных поршнях двигателя мод. 2106 на днище выбиты наибольший диаметр юбки поршня, округленный до 0,01 мм, и его масса.
Размер поршневого пальца ваз 2101
Поршни и шатуны.ВАЗ-2103 — DRIVE2

Выпрессовка поршневого пальца.
Подбор поршня к цилиндру.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этого достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Также и к изношенным цилиндрам классов А и В может подойти поршень класса С.
Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки А.60308 выпрессуйте палец (рис. 2-32). Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены — они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр. Сборка. Перед сборкой подберите палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия рукой (рис. 2-33) и не выпадал, если держать поршень так как показано на рис. 2-34. Выпадающий палец замените другим, следующей категории. Если палец третьей категории выпадает из отверстия поршня, то замените поршень и повторите подбор пальца.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Для этого поместите шатуны на 15 мин в электропечь, нагретую до 240°С. Палец заранее приготовьте к сборке, надев его на валик приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3, закрепляемая винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном. Для правильного соединения пальца с шатуном запрессовывайте патец как можно скорее, так как шатун быстро охлаждается и после охлаждения изменить положение пальца будет невозможно. Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла (если оно имеется) на нижней головке шатуна (см. рис. 2-31). Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна (рис. 2-36) до упора запле-чика приспособления в поршень. Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-36). Тогда палец займет правильное положение. После остывания шатуна смажьте палец моторным маслом через отверстия в бобышках поршня. Смажьте моторным маслом канавки на поршне, поршневые кольца и у
Палец поршневой ВАЗ 21213, 2101-07, 2121, 2123 (синий, зеленый, красный)
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа — шатун, поршень с кольцами , вкладыши скольшения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответсствующем техническом сотоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна . Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых). В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
Читайте также: