
Схема уплотнения гильз цилиндров камаз 740
Обновлено: 03.07.2024
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
- Непосредственно перед установкой коленчатого вала смажьте поверхность вкладышей коренных подшипников и коренные шейки вала чистым дизельным маслом.
- Установите упорные полукольца вала в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Сборка и установка газораспределительного механизма
Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.

Рис. 64. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
Установка распределительных шестерен за задний торец блока цилиндров
становка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 3.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.

Рис. 3. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
Установка цилиндро-поршневой группы в блок цилиндров.
Установка гильз цилиндров в блок.
Перед установкой гильз цилиндров в блок на фаски наносится смазка типа ЦИАТИМ. Гильзы цилиндров вставляются в блок усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец. На верхнем торце каждой гильзы со стороны, обращенной к вентилятору, наносится номер цилиндра.
Подготовка и установка поршней в гильзы цилиндров в сборе с кольцами, пальцами и шатунами.
Поршень с пальцем и шатуном, показанный на рис. 4, собирается после нагрева поршня до температуры 80…100°С. Отверстия в шатуне под пальцем и сам палец предварительно обильно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Запрессовка пальца в поршень не допускается. Выточки на поршне и пазы под усы вкладышей на шатуне располагаются в одну сторону. Поршневые пальцы от осевого перемещения надежно фиксируются стопорными кольцами.
Поршневые кольца перед постановкой на поршень должны иметь определенные размеры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм. Размеры зазоров поршневых колец и допустимые зазоры в замках указаны в табл. 1

Рис. 4. Установка поршня с шатуном в сборе в гильзу цилиндров:
а — поршень с шатуном в сборе: А — выемки для клапанов; Б — уступ (выемка) для захода усика вкладыша; б — установка поршня с шатуном и кольцами в сборе в гильзу с помощью приспособления: 1 — поршень; 2 — обойма приспособления И-801.00.001; 3 — гильза цилиндров.
Компрессионные и маслосъемные кольца устанавливаются с помощью плунжерного расширителя маслосъемных колец. Он вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180° к замку кольца. После этого устанавливаются компрессионное кольцо, покрытое молибденом, и компрессионное кольцо, покрытое хромом.
Замки смежных колец разводятся в разные стороны.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6—0,7 мм, как показано на рис. 5.
Размеры зазоров поршневых колец и допустимые зазоры в замках, мм
| Параметры | Зазор после восстановления | Допустимый зазор |
| Замок в компрессионных поршневых кольцах | 0,4—0,6 | 0,8 |
| Замок в маслосъемных поршневых кольцах | 0,30—0,45 | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12—0,17 | 0,22 |
| Торцовый зазор нижнего компрессионного кольца | 0,09—0,14 | 0,19 |
| Торцовый зазор маслосъемного кольца | 0,07—0,11 | 0,2 |
| Зазор в сопряжении поршень — гильза (при замере на расстоянии 0,119—0,162 мм от днища поршня) | 0,12—0,16 | 0,22 |

Рис. 5. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров

Рис. 6. Подбор поршня для установки его в цилиндр по расстоянию от шейки коленчатого вала до верхнего края гильзы цилиндров:
А — расстояние от шейки коленчатого вала до верхнего края гильзы цилиндров; Б — расстояние от оси пальца до плоскости выхода поршня из цилиндра; 1 — шейка коленчатого вала; 2 — гильза цилиндров; 3 — поршень
Методика производства измерений расстояния от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показана на рис. 68, а данные для подбора поршня по гильзе представлены в табл. 33. После подбора поршней на заводе-изготовителе индексы варианта поршня 10, 20, 30 и 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке цилиндро-поршневой группы необходимо подбирать поршни по гильзам таким образом, чтобы индексы у них были одинаковыми.

Рис. 7. Схема нумерации цилиндров и порядок работы двигателя
При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами между нижних головок шатунов и щеками коленчатого вала должен быть не менее 0,15 мм.
| Индекс варианта исполнения поршня | Расстояние от образующей шатунной шейки до упорного бурта гильзы цилиндров, мм | Расстояние от плоскости разъема до центра кольца, мм |
| 10 | 260,12—260,24 | 75,67—75,71 |
| 20 | 260,24—260,35 | 75,78—75,82 |
| 30 | 260,35—260,46 | 75,89—75,93 |
| 40 | 260,46—260,57 | 76,00—76,04 |
Спаренность крышек с шатунами проверяется по меткам завода-изготовителя. На крышках шатунов выбивается порядковый номер цилиндра.
Комплекты шатунов с поршнями и кольцами в сборе устанавливаются на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров двигателя показана на рис. 69.
Затяжка болтов крепления крышек шатунов производится удлинением болтов на 0,25—0,27 мм.
Сборка и установка головок цилиндров.
Стержни клапанов перед сборкой графитизируются, рабочие поверхности направляющих втулок клапанов и стержни клапанов смазываются чистым дизельным маслом. Посадка клапанов на седла должна быть герметичной. Проверка герметичности производится сухим воздухом при давлении 0,15 МПа. Допустимая утечка воздуха не должна превышать 3,6 см3/мин. Клапаны должны быть надежно зафиксированы сухарями.
Головка цилиндров перед установкой тщательно обдувается сжатым воздухом от компрессора. Стыки головки цилиндра и гильзы, головки и блока уплотняются прокладками, показанными на рис. 67, б. Кольца уплотнительного газового стыка после установки в головку обжимаются усилием 4500 Н. Выход (выступ) плоскости кольца из головки после обжатия не должен превышать 0,08 мм. Забоины и заусенцы на выступах не допускаются.

Рис. 8. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров.
Перед установкой головок цилиндров на блок цилиндров плоскости их сопряжений, а также прокладки обдуваются сжатым воздухом. Резиновые уплотнительные кольца головок цилиндров устанавливаются плоской стороной к блоку цилиндров. Каждая головка цилиндра должна свободно, без ударов, устанавливаться на штифты. Резьба болтов крепления головки цилиндров смазывается тонким слоем графитовой смазки. Затяжка 6олтое производится равномерно, в 3 приема, чтобы исключить возможные перекосы головок. Моменты затяжки должны быть при 1-м приеме 40—50 Н*м; при 2-м приеме 120—150 Н*м, при 3-м приеме — 190—210 Н*м (рис. 70).
Топливный насос высокого давления (ТНВД) устанавливается в развале блока цилиндров на специальные поверхности.

Рис. 9. Затяжка болтов головки блока:
1—2—3—4 — последовательность затяжки
Болты равномерно затягиваются в 2 приема в последовательности, указанной на рис. 71, а. Момент затяжки болтов при установке ТНВД составляет 40—80 Н*м.
Для установки ТНВД проворачивается коленчатый вал до такого положения, при котором фиксатор, расположенный на картере маховика, войдет в паз на маховике. При этом метка на заднем фланце ведущей полумуфты должна находиться сверху, что обеспечивает положение поршня первого цилиндра в конце такта сжатия. После этого устанавливается ТНВД. Для этого метки на корпусе насоса и муфте опережения впрыска совмещаются, как показано на рис. 71, б и корпус насоса закрепляется.
Вал ведомой шестерни привода топливного насоса собирается с подшипником и шестерней. В задний торец вала запрессовывается сухарь привода датчика электротахометра на глубину (7±0,2) мм. При напрессовке шестерни и подшипников на вал передача усилий через шарики не допускается. При установке собранного вала на двигатель метка на ведомой шестерне привода топливного насоса совмещается с меткой на шестерне распределительного вала, как показано на рис. 65, после чего в переднюю опору запрессовывается подшипник и устанавливается корпус заднего подшипника.
После установки топливного насоса затягиваются стяжные болты переднего фланца полумуфты ТНВД, подсоединяются масляные трубопроводы, устанавливаются форсунки, после чего подсоединяются топливопроводы низкого и высокого давления, производится окончательная регулировка впрыска топлива, устанавливается рукоятка фиксатора в мелкий паз на корпусе фиксатора для закрепления муфты на валу.
Клапанный механизм собирается и регулируется после притирки и контроля клапанов в клапанных гнездах. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первом цилиндре. Последующие положения коленчатого вала определяются его поворотом на угол, указанный в табл. 34. При каждом положении регулируются зазоры клапанов одновременно двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.

а — порядок затяжки болтов крепления ТНВД; б — установка муфты ТНВД на впрыск топлива в первый цилиндр двигателя; I, III, IV, II — последовательность затяжки болтов крепления ТНВД при установке его на двигатель; 1 — корпус ТНВД; 2 — муфта опережения впрыска топлива; 3 — диск вала привода ТНВД с гребенкой; 4 — вал привода муфты опережения впрыска топлива; 5 — крышка; 6 — метки гребенки на диске вала привода ТНВД; 7 — метка на корпусе муфты опережения впрыска; 8 — метка на корпусе ТНВД; 9, 12, 13, 15 — болты крепления ТНВД; 10 — секция подачи топлива к форсункам; 11 — направление порядка затяжки болтов крепления ТНВД; 14 — динамометрический ключ для затяжки болтов
Грузовые автомобили КамАЗ начали производить в 1969 году, для него инженеры создали 4-тактный дизельный восьмицилиндровый мотор КамАЗ-740 V8. Данный силовой агрегат имел рабочий объем в 10852 см3, а мощность его составляла 210 лошадиных сил. Затем показатели мощности пришлось расширить от 180 л.с. до 360. Эти грузовики комплектовались пневмоусилителем сцепления, 5-ступенчатой коробкой с синхронизаторами.
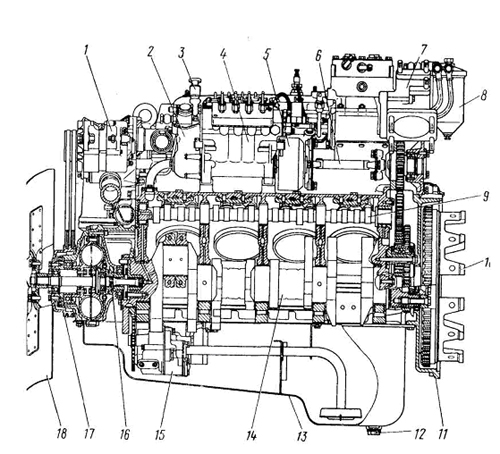
Продольный разрез двигателя КамАЗ
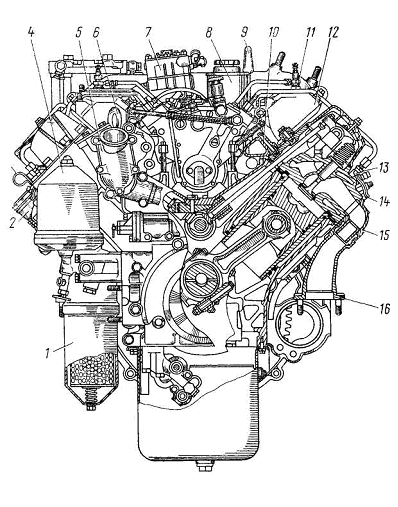
Поперечный разрез двигателя КамАЗ-740
1 - фильтр полнопоточный очистки масла; 2 - горловина маслозаливная; 3 -указатель уровня масла; 4 - фильтр центробежный масляный; 5 -коробка термостатов; 6 - рым-болт передний; 7 - компрессор; 8 -насос гидроусилителя рулевого управления; 9 - рым-болт задний; 10 - труба водяная левая; 11 - свеча факельная; 12- воздухопровод впускной левый; 13 - форсунка; 14 - скоба крепления форсунки; 15 - патрубок выпускного коллектора; 16 - коллектор выпускной
Конструктивные особенности двигателя КамАЗ-740
- поршни, отлитые из высококремнистого алюминиевого сплава, с чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки;
- гильзы цилиндров, объемно закаленные и обработанные плосковершинным хонингованием;
- поршневые кольца с хромовым и молибденовым покрытием боковых поверхностей;
- трехслойные тонкостенные сталебронзовые вкладыши коренных и шатунных подшипников;
- закрытую систему охлаждения, заполняемую низкозамерзающей охлаждающей жидкостью, с автомати ческим регулированием температурного режима,гидромуфтой привода вентилятора и термостатами;
- высокоэффективную фильтрацию масла, топлива и воздуха бумажными фильтрующими элементами;
- электрофакельное устройство подогрева воздуха, обеспечивающее надежный пуск двигателя при отрицательных температурах окружающего воздуха до минус 25 С.
Блок цилиндров отлит из легированного серого чугуна заодно с верхней частью картера. Картерная часть блока связана с крышками коренных опор поперечными болтами-стяжками, что придает прочность конструкции. Для увеличения продольной жесткости наружные стенки блока выполнены криволинейными. Бобышки болтов крепления головок цилиндров представляют собой приливы на поперечных стенках, образующих водяную рубашку блока.
Левый ряд цилиндров смещен относительно правого вперед на 29,5 мм, что вызвано установкой на одной кривошипной шейке коленчатого вала двух шатунов.
Спереди к блоку крепится крышка, закрывающая гидромуфту привода вентилятора, сзади — картер маховика, который служит крышкой механизма привода агрегатов, расположенного на заднем торце блока.
Зеркало гильзы обработано плосковершинным хонингованием для получения сетки впадин и площадок под углом к оси гильзы. Такая обработка способствует удержанию масла во впадинах и лучшей прирабатываемости гильзы.
В соединении гильза — блок цилиндров водяная полость уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо под бурт в проточку гильзы, в нижней части два кольца установлены в расточки блока.
Блок цилиндров

Представляет собой корпус агрегата, предназначается для монтажа и закрепления всех механизмов мотора. Блок цилиндров выполнен в виде монолитной литой конструкции. Деталь имеет технологические отверстия, а также каналы для смазки и охлаждения.
В верхней части этого блока располагаются гнезда под гильзы. Корпус оснащен каналами и полостями для прохода охлаждающей жидкости. В нижней части блока установлен коленвал. Картер имеет два технологических отверстия для смазки. Внутри узел имеет перегородки со специальными ребрами жесткости. В этих перегородках и стенках картера сделаны специальные расточки, которые закрываются крышками. Эти детали служат опорами для коленвала.
Гильзы служат в качестве направляющих для поршней. Вместе с головкой блока они образуют специальную полость, которая является камерой сгорания топлива. Гильзы изготавливаются из особого чугуна, а также проходят закалку электричеством.
Головка блока цилиндров двигателя КамАЗ

Каждая головка внутри имеет рубашку охлаждения, которая в свою очередь соединена с рубашкой блока. Также каждая головка имеет смазочные отверстия, клапаны для впуска и выпуска, специальное гнездо под форсунку.
Каждая головка блока КамАЗ устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Коленвал двигателя

Коленвал изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями.
Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°. К каждой шатунной шейке коленвала КамАЗ присоединяются два шатуна: один для правого и один для левого рядов цилиндров.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал Камаз имеет шесть противовесов, отштампованных заодно со щеками коленвала.
Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6. В расточку хвостовика коленвала запрессован шариковый подшипник.
Устройство смазочной системы
Двигатель оснащен смазочной системой комбинированного типа. В зависимости от того, где размещены и в каких условиях работают трущиеся детали, масло подается различными способами. Система может разбрызгивать, подавать масло под низким давлением, либо пускать ее самотеком.
Устройство подает масло под давлением к деталям, которые больше подвержены износу и работают в особенно нагруженных узлах. Этот узел состоит из основных приборов и устройств, в которых хранится смазка, устройств фильтрации и подвода, а также охлаждения масла.
Масло проходит из поддона на маслоприемник, проходит через специальный фильтр в виде сетки. Затем оно поступает к маслонасосу. Из секции нагнетания через специальный канал смазка подается в масляный фильтр, а затем на магистрали. Далее, по смазочным каналам под давлением проходит смазывание ГБЦ и блока цилиндров, а затем к другим узлам, таким как коленвал, газораспределительный механизм, компрессор и топливный насос.
В цилиндрах лишняя смазка снимается при помощи маслосъемных колец, а затем уходит через поршневые канавки далее. Так смазывается опора поршневого пальца в верхней головке.
Из основной магистрали масло подается к термосиловому датчику. Если открыт кран, который включает гидромуфту, тогда обрабатывается и муфта. Если же он находится в закрытом положении, то из фильтров центробежной очистки жидкость подается в поддон.
Если смазки недостаточно, то падает мощность, а также детали терпят повышенный износ, мотор перегревается, плавятся подшипники, а поршни могут заклинить.
Система питания
Двигатель КамАЗ оснащен узлом питания разделительного типа. Здесь разделены ТНВД и форсунки. Топливная система состоит из баков для хранения дизельного горючего, топливных фильтров, насоса низкого давления, ТНВД, а также топливопроводов.
Из топливных баков посредством насоса для подкачки горючее проходит на фильтры очистки. Затем по сети топливопродов низкого давления солярка подается на ТНВД. После ТНВД закачивает дизель под высоким давлением порциями, исходя из режимов работы мотора, через форсунки в цилиндры и камеры сгорания. Форсунки, в свою очередь, распыляют смесь. Лишняя солярка попадает снова в бак посредством перепускного клапана.
Система охлаждения
Охлаждение реализовано в виде закрытой системы с жидким охладителем и принудительной циркуляцией.
Охлаждающая жидкость циркулирует под воздействием центробежного насоса. Сначала антифриз попадает в полость левого ряда цилиндров, далее через трубку – в правую полость. Затем смесь омывает гильзы цилиндров, а затем через отверстия – полость ГБЦ.
Дальше горячий охладитель поступает в термостаты, а затем либо в радиатор, либо в водяной насос. Температурные режимы регулируются посредством термостатов и гидромуфт.
Поршни и шатуны

Шатун Камаз-740 стальной, кованый, стержень имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом.
Шатун окончательно обрабатывают в сборе с крышкой, поэтому крышки шатунов не взаимозаменяемы. В верхнюю головку шатуна Камаз-740 запрессована сталебронзовая втулка, а в нижнюю установлены сменные вкладыши.
Крышка нижней головки шатуна Камаз-740 крепится с помощью гаек, навернутых на болты, предварительно запрессованные в стержень шатуна. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.

Поршень КамАЗ отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
Поршни Камаз комплектуются тремя кольцами, двумя компрессионными и одним маслосъемным. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм.
Поршни двигателей 740.11, 740.13 и 740.14 отличаются друг от друга формой канавок под верхнее компрессионное и маслосъемное кольца. Установка поршней с двигателей Камаз740.10 и 7403.10 недопустима. Допускается установка поршней с поршневыми кольцами двигателей 740.13 и 740.14 на двигатель 740.11.
Компрессионные кольца Камаз изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой "верх" должен располагаться со стороны днища поршня.
Устройство двигателя КамАЗ Евро-1
Появилась новая поршневая группа и все элементы новесного потерпели изменения. При этом масса агрегата увеличилась с 760 до 835 кг.
Появились отличия в блоках цилиндров. Увеличилось сечение масляного канала, были перенесены установочные места некоторых узлов и механизмов. Комплектация Евро 1 пополнилась форсунками для охлаждения поршня. Теперь направляющие толкателей присоединили к блоку. Улучшилась экономичность по сравнению с базовой версией.
Устройство двигателя КамАЗ Евро-2
С стандартом Евро-2 начали производиться силовые установки серии 740.31. Здесь был использован турбонаддув с промежуточным охлаждением подаваемого воздуха. Мощность осталась прежней – 240 л.с. при объеме 10,85 литра.
Конструкция отличается от предыдущей версии наличием теплообменника и интеркуллера. Вместо гидромуфты уже используется более современная электромагнитная муфта, также установлена новая помпа и ремни.

Технические условия на сборку двигателя КамАЗ-740
Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ . Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
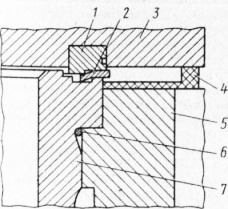
Рис. 1. Стыки головки цилиндра и гильзы, головки и блока цилиндров двигателя КамАЗ: 1 — опорное кольцо; 2 — прокладка головки цилиндра; 3—головка цилиндра; 4 — резиновая уплотнительная прокладка головки; 5 — блок цилиндров; 6 —- уплртнительное кольцо гильзы; 7— гильза
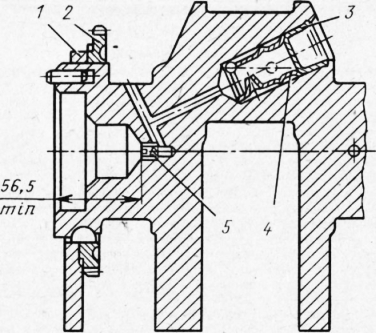
Рис. 2. Установка заглушек каналов коленчатого вала: 1 — передний противовес; 2—шестерня привода масляного насоса; 3—заглушка; 4 — втулка; 5 — ввертыш-заглушка
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Сборка и установка картера маховика. Картер собирается с корпусом переднего подшипника и манжетой заднего конца колен-’ чатого вала. Перед установкой картера блок цилиндров по периметру прокладки картера маховика допускается смазывать тонким слоем консталина УТ-2 или смазками 1-13, ЦИАТИМ -201. Затяжку болтов крепления картера маховика производить моментом 9—11 кгс-м.
Радиальное биение посадочного диаметра и осевого торца картера маховика под картер сцеплени^ относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
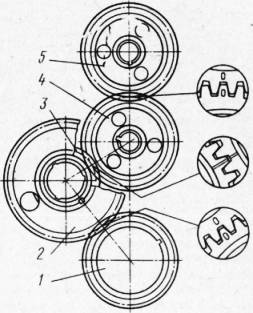
Рис. 3. Установка распределительных шестерен: 1 — шестерня ведущая; 2,3 — шестерни промежуточные; 4 — шестерня распределительного вала; 5 — шестерня привода ТНВД
Затем установить компрессионное кольцо, покрытое мплийя^и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
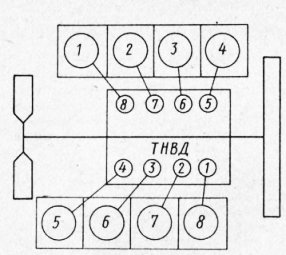
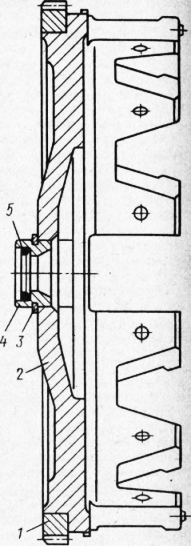
Рис. 5. Маховик в сборе двигателя КамАЗ: 1 — зубчатый венец; 2 — маховик; 3 — упорное кольцо; 4 — установочная втулка; 5 — сальник первичного вала коробки передач
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Перед установкой головки цилиндра плоскости сопряжения блока и головки, а также прокладки необходимо протереть и обдуть сжатым воздухом. Резиновые уплотнительные кольца головки цилиндров следует устанавливать плоской стороной к блоку цилиндров. Головка цилиндра должна свободно без ударов садиться на установочные штифты. Резьба болтов крепления головки цилиндра должна быть смазана тонким слоем графитной смазки. Болты затягиваются в, последовательности, указанной на рис. 81. Затяжку болтов необходимо производить не менее чем в три приема: 1-й – 4 кгс-м; 2-й — 124-15; 3-й — 19-Н21 кгс-м (предельные значения).
Система смазки двигателя КамАЗ-740. Схема с пояснениями.
В двигателях автомобилей КамАЗ применена комбинированная система смазки. В зависимости от размещения и условий работы деталей масло подается либо под давлением, либо разбрызгиванием, либо самотеком. К наиболее нагруженным деталям масло подается под давлением, к остальным — разбрызгиванием и самотеком.

Система смазки представляет собой ряд приборов и агрегатов для хранения, подвода, очистки и охлаждения масла:
- поддон картера двигателя;
- маслозаборник;
- масляный фильтр грубой очистки;
- масляный фильтр тонкой очистки;
- масляный насос;
- маслопроводы;
- масляный радиатор;
- контрольно-измерительные приборы и датчики.
Масло из поддона через маслоприемник с сетчатым фильтром поступает в секции масляного насоса. Из нагнетающей секции масло через канал подается в полнопоточный фильтр, а оттуда в главную масляную магистраль. Затем по каналам в блоке и головках цилиндров масло под давлением подается к деталям КШМ и ГРМ, ТНВД и компрессору.
К шатунным подшипникам масло подается по каналу коленчатого вала от ближайшей к ним коренной шейки. Опоры штанг и толкателей газораспределительного механизма омываются пульсирующей струей, а остальные детали — разбрызгиванием или самотеком масла.
Масло, снимаемое со стенок цилиндра маслосъемными кольцами, отводится через сверления в поршневых канавках внутрь поршня и смазывает опоры поршневого пальца в верхней головке шатуна и бобышках поршня.
Из главной смазочной магистрали масло под давлением подается к термосиловому датчику, а при открытом кране включения гидромуфты — в саму гидромуфту.
Из радиаторной секции масляного насоса масло подается к фильтру центробежной (тонкой) очистки и через открытый кран включения масляного радиатора в сам радиатор, а из него в поддон картера двигателя. Если кран включения масляного радиатора закрыт, то из центрифуги (фильтр центробежной очистки) масло поступает в поддон через сливной клапан.

1 — фильтр центробежной очистки масла; 2 — кран включения масляного радиатора; 3 — перепускной клапан центробежного фильтра; 4 — сливной клапан центробежного фильтра; 5 — перепускной клапан полнопоточного масляного фильтра; 6 — главная масляная магистраль; 7 — полнопоточный фильтр очистки масла; 8 — клапан системы смазки; 9 — нагнетающая секция масляного насоса; 10 — радиаторная секция масляного насоса; 11 — предохранительный клапан нагнетающей секции; 12 — масляный радиатор; 13 — предохранительный клапан радиаторной секции; 14 — поддон; 15 — гидромуфта привода вентилятора; 16 — термосиловой датчик; 17 — кран включения гидромуфты; 18 — топливный насос высокого давления; 19 — компрессор; 20 — сапун; 21 — указатель уровня масла; 22 — манометр.




-
10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59.60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93.
-
10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59.60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93.
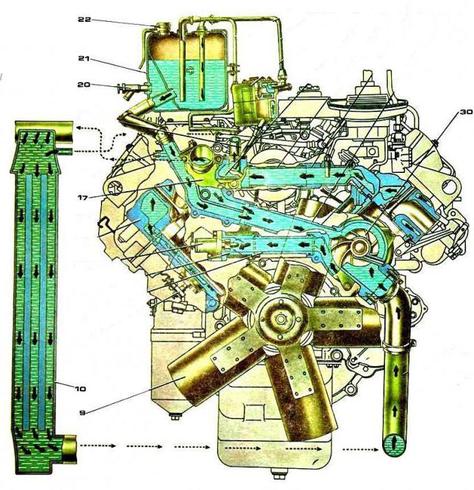
Смазочная система двигателя
СМАЗОЧНАЯ СИСТЕМА ДВИГАТЕЛЯ
Смазочная система комбинированная с “мокрым” картером. Система включает масляный насос, фильтр очистки масла, водомасляный теплообменник, картер масляный, маслоналивную горловину, трубку указателя и указатель уровня масла.
Схема смазочной системы показана на рис. Из картера 13 масляный насос 1 подает масло в фильтр очистки масла 3 и через водомасляный теплообменник 6 в главную магистраль, и далее к потребителям. В смазочную систему также включены клапан системы 2, обеспечивающий давление в главной масляной магистрали 400-550 кПа (4,0-5,5 кгс/см 2 ) при номинальной частоте вращения коленчатого вала двигателя, предохранительный клапан 14, отрегулированный на давление 931-1127 кПа (9.5-11,5 кгс/см 2 ), перепускной клапан 4, отрегулированный на срабатывание при перепаде давления на фильтре 150-220 кПа (1.5-2,2 кгс/см 2 ) и термоклапан 11 включения водомасляного теплообменника. При температуре масла ниже 95 °С, клапан открыт и основной поток масла поступает в двигатель минуя теплообменник. При температуре масла более 110 °С, термоклапан закрыт и весь поток масла проходит через теплообменник, где охлаждается водой. Тем самым обеспечивается быстрый прогрев двигателя после запуска и поддержание оптимального температурного режима в процессе эксплуатации.
Масляная система двигателя камаз
Смазочная система двигателя КАМАЗ-740
1. Изучите по плакату и на двигателе компоновку и работу смазочной системы. По плакату изучите схему смазывания двигателя.
2. Система смазки (рис. 2.25) двигателя смешанная, с мокрым картером. Масло под давлением подается к коренным и шатунным подшипникам коленчатого вала, к подшипникам распределительного вала, втулкам коромысел, топливному насосу высокого давления, компрессору. Предусмотрена пульсирующая подача масла к сферическим опорам штанг и толкателей.
Из поддона 14 масло через маслоприемник засасывается в секции 9 и 10 масляного насоса. Через канал в правой стенке блока цилиндров масло из секции 9 поступает в корпус полнопоточного фильтра 7, где оно очищается, проходя через два фильтрующих элемента. Из фильтра масло поступает в главную масляную магистраль 6, расположенную в правой стенке картера блока цилиндров. Из главной масляной магистрали масло по каналам в перегородках блока цилиндров поступает к коренным подшипникам коленчатого вала, подшипникам распределительного вала, втулкам коромысел и по каналу в штангах клапанов к толкателям. К шатунным подшипникам коленчатого вала масло подается по каналам в коленчатом валу от ближайшей коренной шейки. Масло, снимаемое со стенок цилиндра маслосъемным кольцом, через отверстия в канавке кольца отводится внутрь поршня и смазывает опоры поршневого пальца в бобышках поршня и в верхней головке шатуна.
Из канала в задней стенке блока цилиндров масло поступает по трубке для смазки подшипников компрессора 19. Из канала в передней стенке блока цилиндров производится отбор масла для
смазки подшипников топливного насоса 18 высокого давления. Из главной масляной магистрали масло под давлением подается к термосиловому датчику 16, который расположен в переднем тор-це блока цилиндров и управляет работой гидромуфты 15 привода вентилятора в зависимости от температуры охлаждающей жидкости в системе охлаждения двигателя. Остальные детали и узлы двигателя смазываются разбрызгиванием и масляным туманом.
Масло из радиаторной секции 10 поступает к фильтру 1 центробежной очистки, затем в радиатор 12, а из него сливается в поддон 14. При закрытии крана 2 масло из центрифуги сливается в поддон двигателя через сливной клапан 4.
Предохранительный клапан 12, встроенный в корпус радиаторной секции, отрегулирован на давление 8.8,5 кгс/см и перепускает масло из нагнетающей во всасывающую полость.
Предохранительный клапан 9, встроенный одновременно в корпус 6 радиаторной и корпус 2 нагнетающей секций, отрегулирован на давление 8.8,5 кгс/см и также перепускает масло из нагнетающей во всасывающую полость.
Масляный насос крепится к передней перегородке нижней плоскости блока цилиндров и приводится во вращение от шестерни коленчатого вала.
Полнопоточный фильтр (рис. 2.27) очистки масла прикреплен тремя болтами к правой стенке блока цилиндров.
При увеличении сопротивления фильтра (при низкой температуре масла или засорении фильтрующих элементов) масло поступает в главную магистраль, минуя фильтрующие элементы, через перепускной клапан. Клапан открывается, когда разность давлений до и после фильтрующих элементов достигает 2,5.3 кгс/см2.
Нагнетаемое радиаторной секцией масло по каналу в корпусе 6 подается к соплу в оси 9 ротора. Ротор 8 приводится во вращение турбиной, на лопатки которой воздействует масло, поступающее под давлением из сопла. Турбина расположена в расточке нижней части ротора.
Ротор вращается на упорном подшипнике, который устанавливается между упорной шайбой и распорной втулкой ротора, и закрепляется гайками. При выбросе масла из сопла оси 9 на лопатки турбины ротор приподнимается вверх и прижимает подшипник к упорной шайбе.
Колпак 5 ротора фиксируется штифтом в верхней части ротора и закрепляется гайкой 4. В выточке диска ротора установлено резиновое кольцо, уплотняющее колпак ротора.
Колпак 3 фильтра уплотняется в корпусе прокладкой и закрепляется на оси 9 гайкой 1. При снятии колпака 3 пластина 7 отжимается прижимами, при этом пальцы входят в отверстия диска ротора. Тем самым происходит стопорение ротора, что облегчает демонтаж колпака ротора для его очистки.
Читайте также: