
Установка шатунов ваз 2101
Обновлено: 05.07.2024
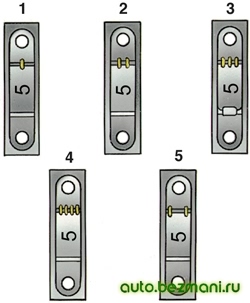
Метки на крышках коренных подшипников и условный номер блока цилиндров.
Cчет опор ведется от передней части двигателя.

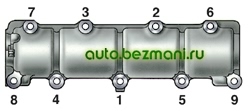
Порядок затягивания болтов головки цилиндров.
Порядок затягивания гаек корпуса подшипников распределительного вала.

Проверка совпадения установочной метки на звездочке коленчатого вала с меткой на блоке цилиндров.
Метки указаны стрелками.

Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников
1 – метка на звездочке;
2 – метка на корпусе подшипников.
1. Вымытый и очищенный блок цилиндров установите на стенде и заверните отсутствующие шпильки.
2. Уложите в гнездо среднего подшипника и в его крышку вкладыши без выточки на внутренней поверхности, а в остальные гнезда и соответствующие крышки – вкладыши с выточкой (с 1987 г. нижние вкладыши коренных подшипников устанавливаются без выточки на внутренней поверхности).
Предупреждение!
Цилиндры двигателя, а также поршни и сальники, вкладыши подшипников и упорные полукольца коленчатого вала перед установкой смажьте моторным маслом.

3. Уложите в коренные подшипники коленчатый вал и вставьте в гнезда задней опоры два упорных полукольца, подобранные по толщине.
4. Установите крышки коренных подшипников в соответствии с метками (см. рис. Метки на крышках коренных подшипников и условный номер блока цилиндров).
Предупреждение!
Крышки коренных подшипников устанавливайте в прежний блок. Для этого блок цилиндров и принадлежащие ему крышки помечены одинаковым условным номером (см. рис. Метки на крышках коренных подшипников и условный номер блока цилиндров и рис. Маркировка размерной группы цилиндров на блоке и условного номера блока цилиндров). Упорные полукольца устанавливайте выемками к упорным поверхностям коленчатого вала, причем с передней стороны задней опоры ставьте сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).

5. Наденьте на фланец коленчатого вала прокладку держателя сальника, а в гнезда держателя вложите болты крепления передней крышки картера сцепления. Наденьте держатель с сальником на оправку 41.7853.4011 и, передвинув его с оправки на фланец коленчатого вала, прикрепите к блоку цилиндров (cтрелками указаны выступы для центрирования держателя относительно фланца коленчатого вала).
6. Установите по двум центрирующим втулкам переднюю крышку 6 картера сцепления.
7. Установите маховик на коленчатый вал так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки четвертого цилиндра, заблокируйте фиксатором А.60330/R маховик и прикрепите его болтами к фланцу коленчатого вала.

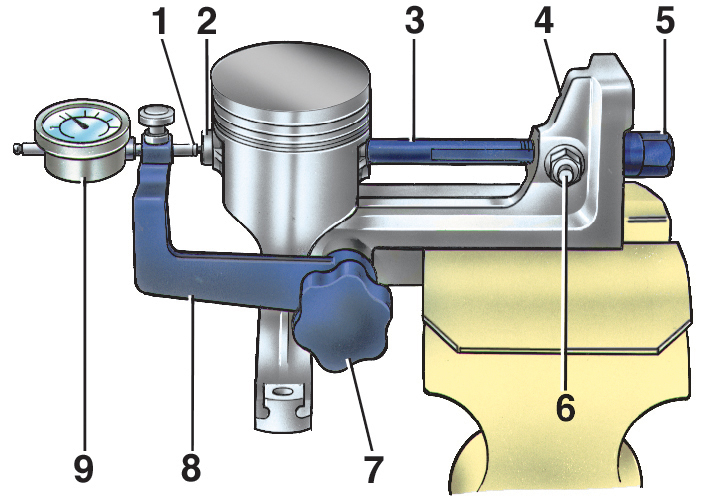
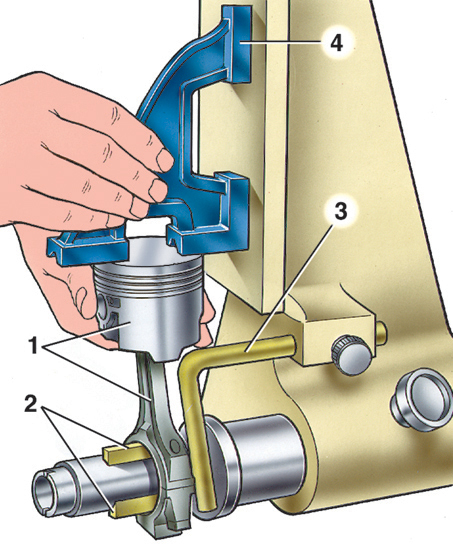
8. С помощью втулки из набора А.60604 вставьте в цилиндры поршни с шатунами. В наборе имеются втулки номинального и ремонтных размеров поршней. Поэтому необходимо подобрать втулку, пригодную для данного размера устанавливаемого поршня. Можно применять также регулируемую втулку 67.7854.9517.
9. Установите вкладыши в шатуны и крышки шатунов. Соедините шатуны с шейками коленчатого вала, установите крышки и затяните шатунные болты.
10. Установите на коленчатый вал звездочку. Установите валик привода масляного насоса и закрепите упорным фланцем.
11. Установите по двум центрирующим втулкам на блоке головку цилиндров с прокладкой, с выпускным коллектором и впускным трубопроводом.
12. Затяните в определенной последовательности (см. рис. Порядок затягивания болтов головки цилиндров) в два приема болты крепления:
– предварительно моментом 33,3– 41,16 Н·м (3,4–4,2 кгс·м) болты 1–10;
– окончательно моментом 95,94–118,38 Н·м (9,79–12,08 кгс·м) болты 1–10 и моментом 31,36–39,1 Н·м (3,2–3,99 кгс·м) болт 11.
13. Поверните маховик так, чтобы метка на звездочке коленчатого вала совпала с меткой на блоке цилиндров (cм. рис. Проверка совпадения установочной метки на звездочке коленчатого вала с меткой на блоке цилиндров).
14. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка 1 на звездочке находилась против метки 2 на корпусе подшипников (см. рис. Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников).
15. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку цилиндров и закрепите, затягивая гайки в определенной последовательности (см. рис. Порядок затягивания гаек корпуса подшипников распределительного вала).
16. Установите на головке цилиндров успокоитель цепи.
17. Установите цепь привода распределительного вала:
– наденьте цепь на звездочку распределительного вала и введите в полость привода, устанавливая звездочку так, чтобы метка на ней совпала с меткой на корпусе подшипников (см. рис. Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников). Болт звездочки не затягивайте до упора;
– установите звездочку на валик привода масляного насоса, также не затягивая окончательно болт крепления;
– установите башмак натяжителя цепи и натяжитель, не затягивая колпачковую гайку, чтобы пружина натяжителя могла прижать башмак; заверните в блок цилиндров ограничительный палец цепи;
– поверните коленчатый вал на два оборота в направлении вращения, чтобы обеспечить нужное натяжение цепи; проверьте совпадение меток на звездочках с метками на блоке цилиндров (cм. рис. Проверка совпадения установочной метки на звездочке коленчатого вала с меткой на блоке цилиндров) и на корпусе подшипников (см. рис. Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников);
– если метки совпадают, то, заблокировав маховик фиксатором А.60330/R, окончательно затяните болты звездочек, колпачковую гайку натяжителя цепи и отогните стопорные шайбы болтов звездочек;
– если метки не совпадают, то повторите операцию по установке цепи.
18. Отрегулируйте зазор между кулачками распределительного вала и рычагами привода клапанов.

19. Установите крышку привода распределительного вала с прокладкой и сальником на блоке цилиндров, не затягивая окончательно болты и гайки крепления. Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца коленчатого вала и затяните окончательно гайки и болты ее крепления (стрелками показаны выступы для центрирования крышки относительно ступицы шкива коленчатого вала).
20. Установите шкив коленчатого вала и заверните храповик.
21. Смажьте маслом уплотнительное кольцо масляного фильтра и установите фильтр, вручную привернув его к штуцеру на блоке цилиндров. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите фиксатор сливной трубки маслоотделителя.
22. Установите масляный насос и масляный картер с прокладкой.
Установите насос охлаждающей жидкости, кронштейн генератора и генератор. Наденьте ремень на шкивы и отрегулируйте его натяжение.
23. Установите на головке цилиндров подводящую трубку радиатора отопителя и выпускной патрубок. Прикрепите к насосу охлаждающей жидкости и выпускному коллектору отводящую трубку радиатора отопителя.
24. Установите датчики контрольных приборов.
25. Установите шестерню привода масляного насоса и распределителя зажигания. Установите распределитель зажигания и отрегулируйте момент зажигания. Заверните свечи зажигания, установите на них ключ 67.7812.9515 и затяните динамометрическим ключом.
26. Установите топливный насос.
27. Установите карбюратор, присоедините к нему шланги и закройте его технологической заглушкой.
28. Установите крышку головки цилиндров с прокладкой и кронштейном топливопровода.
Обмануть законы физики, химии и земного притяжения невозможно. Поэтому если ставить себе непосильные задачи, можно превратиться в пожизненного алхимика, который добывает из водопроводной воды портвейн урожая 1865 года, а с двигателя классических Жигулей снимает 200 лошадиных сил. Такого быть просто физически не может и, приступая к улучшению конструкции ВАЗ-классики, нужно отдавать себе в этом отчет. Конечно, Фиат 124 не идеальная машина, хотя бы потому, что современной она была ровно 50 лет назад. Ну не может автомобиль с полувековой конструкцией равняться по мощности и по динамике с автомобилем, выпущенным в 2009 году, пускай это даже такой анахронизм, как Приора. Тем не менее фиатовский мотор может удивить.
Как вернуть молодость двигателю ВАЗ 2101

ВАЗ 2101 тюнинг двигателя которого мы затеяли, по умолчанию не будет рвать под собой асфальт. Он может рычать, как Ниссан Z350, но не более того. И это нужно воспринимать, как данность. Даже если поставить рядом FIAT 124 1966 года и FORD Mustang того же года выпуска, то сравнивать их мощности и предназначение не стоит по умолчанию. Мы не собираемся кому-то что-то доказывать, мы просто попытаемся снять с 1300 кубового моторчика копейки максимум сил, не слишком влияя на ресурс. Автомобиль-то не для гонок, а для нормальной жизни. В свете этого, вырисовывается определенный объем работ:

- доработка головки блока цилиндров;
- переделка цилиндро-поршневой группы;
- установка более прогрессивного бесконтактного зажигания;
- доработка системы питания и впускного тракта;
- доработка электрооборудования.

Если все сделать правильно и аккуратно, то мотор 2101 вполне сможет удивить бодростью и динамикой.






Демонтаж установленного двигателя
Для того чтобы провести рассматриваемую работу требуется довольно много времени. Это связано с тем, что мотор придется разобрать по винтикам. Для выполнения работы потребуются инструменты, которые можно использовать для измерения линейных размеров с высокой точностью и многие другие инструменты. Стоит учитывать тот момент, что все детали расположены с высокой точностью относительно друг друга. Отклонение даже в несколько сотен долей миллиметра приведет к тому, что двигатель будет работать неправильно.

Следует также обратить внимание на подготовку места, в котором будет выполняться работа. Это связано с нижеприведенными моментами:
- Разборка, изменение и сборка двигателя займет достаточно много времени. Ведь конструкцию мотора придется разобрать практически по винтикам.
- Смотровая яма, лебедка и подъемник – то, без чего не обойтись при демонтаже двигателя.
- Нужно предусмотреть надежную фиксацию автомобиля, так как он должен находиться достаточно долго в неподвижном состоянии. Если предусматривается серьезная его доработка, то также нужно подготовить место с возможностью фиксации – с мотор при разборе будет вытекать масло, попадание песка и пыли не допустимо.
- Некоторые работы самостоятельно выполнить не получится. Поэтому следует заручится поддержкой помощника.
Для проведения работы понадобится:
Врезка: Важно: Количество и тип деталей, которые будут использоваться для модернизации двигателя, зависит от плана предстоящих работ. Тюнинг двигателя ВАЗ 2101 может заключаться в установке коленчатого вала от более современной модели ВАЗ 2103. При этом следует учитывать необходимость установки шатунов меньшей длины.

Все остальные детали родные. Стоит учитывать необходимость проведения достаточно большого количества токарных работ. Ели нет навыков и знакомого токаря, который сможет выполнить работу, то провести тюнинг двигателя ВАЗ 2101 будет невозможно.
Доработка цилиндро-поршневой группы

Мощность с потолка не берется, и для того, чтобы форсировать мотор придется немного доработать поршневую. Можно пойти двумя путями — методом увеличения объема или методом увеличения продуктивности двигателя за счет оборотов, легкости деталей и балансировки. А можно скомбинировать эти два метода. В принципе, если стоит задача просто малой кровью поднять мощность, то замена силового агрегата на любой от классики позволит это сделать, поскольку 2101 — самый слабый в семействе.

Здесь может возникнуть проблема с документами при переоформлении силового агрегата. Если этот вопрос неподъемный, тогда придется оставлять блок цилиндров, соответствующий техпаспорту. Но и это не беда. Дело в том, что у ВАЗ 2103 точно такой же диаметр цилиндра, как у 2101, поэтому достаточно установить коленвал от тройки, укороченные шатуны и слегка доработать поршневую. В результате даже без всякого колдовства, получим троечный двигатель с объемом почти полтора литра.

Подбор коленчатого вала

Паспортную мощность трогать не станем, поскольку прирост будет символический, но на динамике это скажется. Осталось только выбрать человеческий коленвал, а задача это не из простых. Если брать б/у, есть вероятность нарваться на вал со скрытыми дефектами — трещинами, искривлением или слишком сильным износом. А если вал был восстановлен, то можно попасть на некачественную наплавку шеек. Если нет уверенности в качестве такого коленвала, лучше искать новый. Хороший качественный коленвал не будет сиять, как хромированный.

Так готовят к продаже некачественные валы из сырой незакаленной стали. Шейки хорошего цементированного вала будут матовыми с характерным отливом, а упакован он должен быть в промасляную бумагу и смазан консистентной смазкой. И, конечно, с маркировкой 2103-1005020.

Шатуны и поршни на 2101
Проверяем размеры. Новый вал 2101 должен обеспечивать ход поршня 66 мм, а вал 2103 — 79 мм. Радиус галтелей шеек составляет около 2,8мм. На первой щеке коленвала стоит величина уменьшения шеек, коренной и шатунной, если вал ремонтного размера, онамаркируется литерами Ш и К. Также кроме вала придется купить набор вкладышей, полукольца упорные и сальники. С валом все, теперь осталось подобрать шатуны под вал 2103, их производят мелкими партиями, но найти можно без проблем.

Поршням уделяем особое внимание, особенно из развесовке. На всякий случай проверякм размеры. Поршень подбирается под ремонтный размер блока цилиндров, а зазор между юбкой и зеркалом цилиндра определяется измерением цилиндра и поршня на расстоянии 53 мм от верхней кромки и должен быть 71,94-71,99 мм. После этой процедуры проверяют поршни по весу. Стандартный поршень имеет массу 315 г. отклонение допускается в пределах 2 г, но если стремиться к идеальной балансировке, эта разница должна быть минимальной.

Если сделать даже эти незначительные изменения в конструкции двигателя, копейка оживет и станет более динамичной, а если не останавливаться на цилиндро-поршневой группе, а заняться головкой, распредвалом, системой питания и установкой нового бесконтактного зажигания, двигатель ВАЗ 2101 будет не узнать. Уважайте классику, и удачи всем в дороге!
Увеличение мощности

Итак, настало время для разборки вашей копейки. Снимаете двигатель и вытягиваете его из-под капота. Обратите внимание на то, что демонтаж мотора удобнее проводить в том случае, если крышка капота снята. Разберите полностью мотор по винтикам. После этого блок необходимо отдать токарю, который произведет расточку. Если не сильно дорожите двигателем, то можно увеличить диаметр цилиндров до максимального значения. В этом случае при следующем капитальном ремонте вам потребуется установка новых гильз.

Расточка может производиться либо в зеркало, либо в сетку. Мнений насчет каждого вида очень много. Но многие автомобилисты не сильно хвалят расточку блока в сетку, так как спустя некоторое время происходит стирание поршневых колец, а цилиндры приобретают зеркальную поверхность. Результат этого — значительное падение компрессии и мощности двигателя ВАЗ 2101.
Обязательно устанавливайте все новые элементы во время сборки мотора. Шатунные и коренные вкладыши, сальники, поршни, их пальцы, всё ставится новое. Далее немного модернизируется масляный насос. Обязательно проводится его дефектовка, нацеленная на уменьшение всех зазоров. Для этого стачивается равномерно корпус масляного насоса таким образом, чтобы расстояние от крышки до шестерен было как можно меньше. Кроме того, обязательно модернизируются поршни ВАЗ 2101.

Не нужно резать юбку, а вот избавиться от лишнего металла во внутренней части можно. Также обязательно на автомобилях ВАЗ 2101 произвести балансировку всех поршней, важно добиться того, чтобы у всех четырех был одинаковый вес. Когда соберете двигатель, настанет время поставить маховик. Его тоже нужно усовершенствовать. Для этого с внутренней стороны (с той, которая направлена в сторону блока ДВС) стачивается от трех до пяти миллиметров металл.
Это значительно облегчает маховик, уменьшается нагрузка на коленчатый вал. При этом двигатель ВАЗ 2101 становится более оборотистым. Перед установкой головки блока цилиндров необходимо произвести установку новых направляющих и сальников клапанов. Замена клапанов также желательна. Но перед их установкой обязательно проводится притирка. Для этого используется два вида паст — для тонкой и грубой притирки. Не допускайте попадания этого вещества в цилиндры, а после проведения работ обязательно смывайте его с клапанов и пастели.

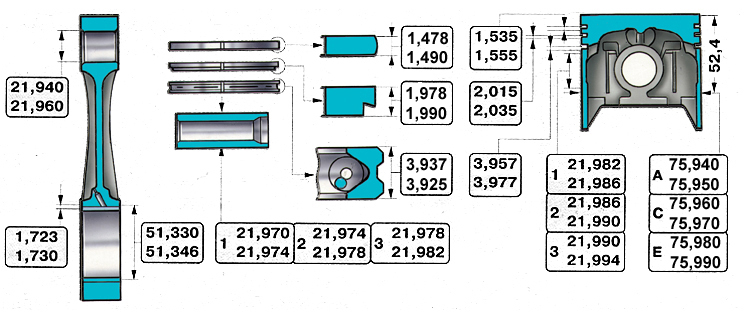
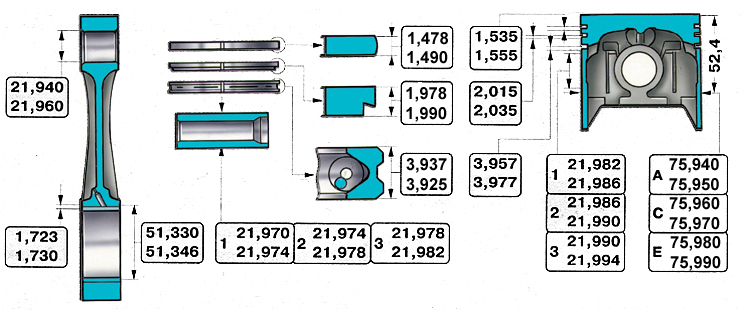
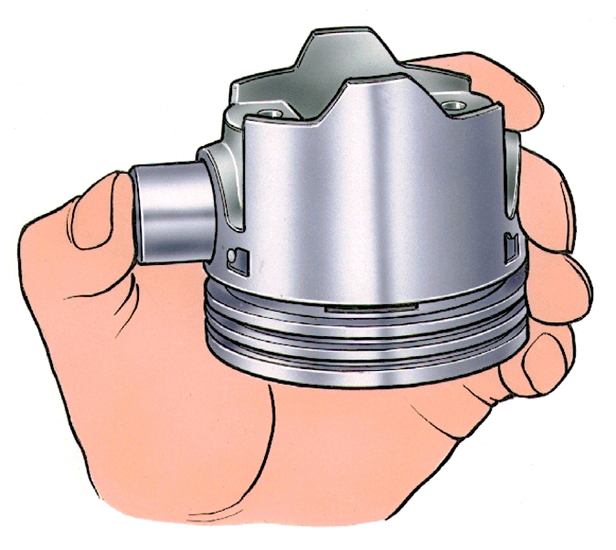
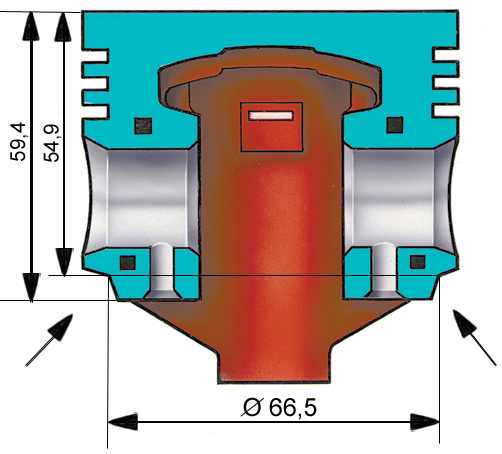
Отлит из алюминиевого сплава. Для улучшения прирабатываемости наружная поверхность поршня (рис. 5) покрыта слоем олова. Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму. Поршень имеет коническую форму: в верхней части меньший диаметр, чем в нижней. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.

По наружному диаметру поршни разбиты на пять классов через 0,01 мм, а по диаметру отверстия под поршневой палец — на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) указаны на днище поршня.
В запасные части поставляются поршни классов А, С, Е, Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Кроме того, при ремонте двигателей поршни обычно заменяются у изношенных цилиндров, поэтому к незначительно изношенному цилиндру, имевшему класс В, может подойти поршень класса С. Главное при подборе поршня — обеспечение необходимого монтажного зазора между поршнем и цилиндром.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 — с увеличением на 0,2; 0,4 и 0,6 мм; для 21011 — с увеличением на 0,4 и 0,7 мм.
Поршни двигателей 2101 и 21011 легко отличить друг от друга по внешнему виду. Помимо того, что у них разные диаметры, поршни 2101 имеют гладкое днище, а у поршней 21011 на днище имеется цилиндрическая выемка диаметром 55 мм и глубиной 1,9 мм.
4.8.5.2 Подбор поршня к цилиндру
Поршень двигателя мод. 2106
| 1, 2 и 3 – плоскости измерения профиля юбки; 4 – утрированный профиль юбки в продольном сечении (перпендикулярно оси поршневого пальца) |
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории. Предупреждение
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Размеры диаметра юбки в мм
| A | 78,930 – 78,940 |
| B | 78,940 – 78,950 |
| C | 78,950 – 78,960 |
| D | 78,960 – 78,970 |
| E | 78,970 – 78,980 |
Для подбора поршня к любому цилиндру поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Поэтому в запасные части поставляются поршни только классов А, С, Е. Этих классов достаточно для подбора поршней к любому цилиндру
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
Разность большего и меньшего диаметров юбки поршня в поперечном сечении составляет 0,4 мм.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
При сборке двигателя необходимо обращать внимание на метки на поршнях: буква П или стрелка, показывающая правильное положение поршня в цилиндре, должны быть обращены к передней части двигателя.
При текущем ремонте в частично изношенные цилиндры, как правило, устанавливают поршни того же размера (нормального или ремонтного), какой имели поршни, работавшие ранее в данном двигателе. Однако желательно подобрать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня.
Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
В запасные части поршни поставляют как номинального, так и ремонтных размеров, с увеличенным диаметром юбки.
Номера ремонтных поршней и величина увеличения диаметра юбки
| Номер поршня | Увеличение диаметра |
| 21011-1004015-21 | +0,4 мм |
| 21011-1004015-22 | +0,4 мм |
На ремонтных поршнях двигателя мод. 2106 на днище выбиты наибольший диаметр юбки поршня, округленный до 0,01 мм, и его масса.
Размер поршневого пальца ваз 2101
Поршни и шатуны.ВАЗ-2103 — DRIVE2

Выпрессовка поршневого пальца.
Подбор поршня к цилиндру.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этого достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Также и к изношенным цилиндрам классов А и В может подойти поршень класса С.
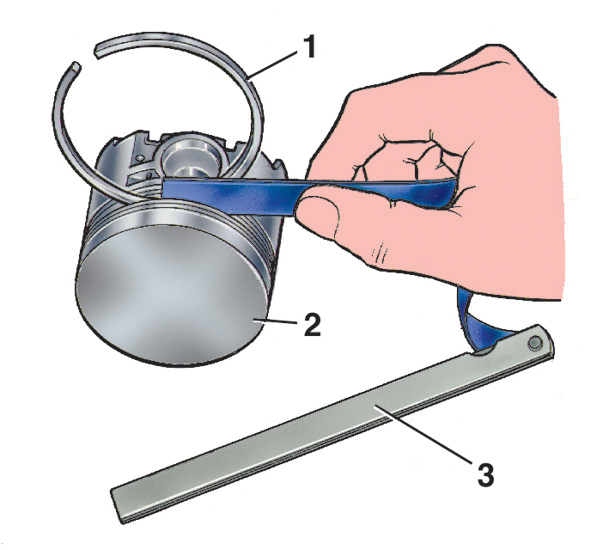
Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки А.60308 выпрессуйте палец (рис. 2-32). Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены — они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр. Сборка. Перед сборкой подберите палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия рукой (рис. 2-33) и не выпадал, если держать поршень так как показано на рис. 2-34. Выпадающий палец замените другим, следующей категории. Если палец третьей категории выпадает из отверстия поршня, то замените поршень и повторите подбор пальца.
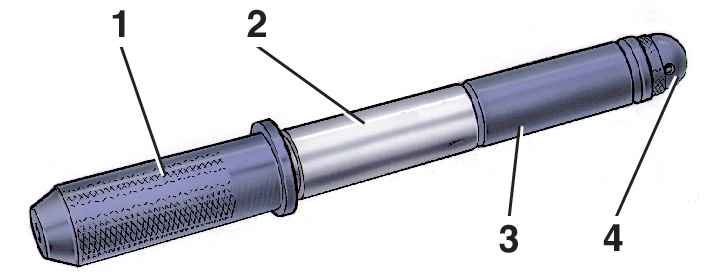
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Для этого поместите шатуны на 15 мин в электропечь, нагретую до 240°С. Палец заранее приготовьте к сборке, надев его на валик приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3, закрепляемая винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном. Для правильного соединения пальца с шатуном запрессовывайте патец как можно скорее, так как шатун быстро охлаждается и после охлаждения изменить положение пальца будет невозможно. Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла (если оно имеется) на нижней головке шатуна (см. рис. 2-31). Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна (рис. 2-36) до упора запле-чика приспособления в поршень. Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-36). Тогда палец займет правильное положение. После остывания шатуна смажьте палец моторным маслом через отверстия в бобышках поршня. Смажьте моторным маслом канавки на поршне, поршневые кольца и у
Палец поршневой ВАЗ 21213, 2101-07, 2121, 2123 (синий, зеленый, красный)
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа — шатун, поршень с кольцами , вкладыши скольшения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответсствующем техническом сотоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна . Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых). В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
3.9.1 Поршни и шатуны
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец Поршень Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необход.
3.9.2 Особенности устройства
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец Поршень Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необход.
3.9.3 Выпрессовка поршневого пальца
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Снимать палец необходимо на прессе, с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца. 2. Если снятые детали мало изношены и не повреждены, они могут быть снова испо.
3.9.4 Очистка
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения. 2. Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, ша.
3.9.5 Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Если у двигателя, бывшего в эксплу.
3.9.6 Проверка зазора между поршнем и пальцем
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня. Предупреждение По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория указывается цветной меткой на торце пальца: синяя метка – первая категория, зеленая – вторая, красная – тр.
3.9.7 Проверка зазоров между поршневыми канавками и кольцами
ПОРЯДОК ВЫПОЛНЕНИЯ Зазор по высоте 1. Зазор по высоте между канавками и кольцами проверяйте, вставляя кольцо в соответствующую канавку (1 –- поршневое кольцо, 2 – поршень, 3 – набор щупов). 2. Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0,045.
3.9.8 Проверка зазора между вкладышами шатуна и коленчатым валом
Зазор между вкладышами шатуна и коленчатым валом можно проверять расчетом, измерив детали. Номинальный расчетный зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши. При зазоре большем предельного замените на этих шейках вкладыши новым.
3.9.9 Контроль массы поршней
Схема удаления металла с поршня для подгонки его массы Стрелками указаны места, на которых можно удалять металл. По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г. Если нет комплекта поршней одной весовой группы, можно удалить часть металла н.
3.9.10 Сборка шатунно-поршневой группы
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240° С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи. 2. В печь, уже нагретую до 240° С, шатуны помещают на .
3.9.11 Проверка запрессовки пальца
Собранный комплект поршень-палец-шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца 1 – штифт индикатора в соприкосновении с концом стержня; 2 – головка стержня в соприкосновении с пальцем; 3 – резьбовой стержень с пазом; 5 – гайка стержня; 6 – уп.
3.9.12 Параллельность осей нижней головки шатуна и поршневого пальца
Проверка параллельности осей поршневого пальца и нижней головки шатуна 1 – собранный комплект шатун-палец-поршень; 2 – выдвижные ножи; 3 – упор; 4 – калибр Проверка ПОРЯДОК ВЫПОЛНЕНИЯ 1. Перед установкой собранной шатунно-поршневой группы на двигатель пров.
Читайте также: