
Увеличение седел клапанов ваз
Обновлено: 05.07.2024
не помню где, но помню вычитал что в стандартные седла можно поставить клапана увеличенного диаметра.
теперь возник вопрос увеличенного на сколько?
можно ли в стандартные седла поставить например клапана 39x34 . . . или возможно увеличение в гораздо меньшем диаметре - например 37x33
вообщем интересен данный вопрос
у 99GT видимо седло есть посадочное место ножки клапана. такой клапан от земли сложно оторвать будет.
ПРИ НАЛИЧИИ 5 КИЛОТОН БАКСОВ ОБЫЧНО ПОЛУЧАЕТСЯ МАЖОРМОБИЛЬ.
\* */ везде
Желающий ищет возможность,Не желающий канючит на дороговизну и просит сделать скидку.
АВТОПРОБЕГ4х4 Мы не только бухаем.
не помню где, но помню вычитал что в стандартные седла можно поставить клапана увеличенного диаметра.
теперь возник вопрос увеличенного на сколько?
можно ли в стандартные седла поставить например клапана 39x34 . . . или возможно увеличение в гораздо меньшем диаметре - например 37x33
вообщем интересен данный вопрос
думаю смысла в этом мало. стоимость доработки не оправдает себя. да и увеличенный клапан потяжелее облегченного стока будет. а при расточке седла значительно снизится их прочность и стойкость к прогару. а прибавка мощности от такой переделки врядли когото устроит.
смысл есть, на все ино в основном клапана увеличенные ставят на 1мм больше чем стандарт, седла не прогорят если нормально притерты клапана, прочность тоже никуда не снизится, т.к. работает только фаска а она 1-1.5 мм. Прибавка мощности поверь очень ощутима. Все это если нет возможности сделать переседловку ГБЦ, как раз вариант слиппера. Клапана можно переточить из каких либо других, главное на выпуск ставить выпускные клапана.
Я в своё время ГБЦ собрал на клапанах от Уфимского 412 мотора,там тарелочки побольше, 2 косяка этих клапанов-сталь какаято(бумажная), разная длинна стебля у впуск. и выпускн . клапана.И ещё один косячок , если собираемая всё это на поршнях 76 диаметра, клапанишки в стенки цилиндра начинают упираца,да и в поршень тоже , при злом вале.
ПРИ НАЛИЧИИ 5 КИЛОТОН БАКСОВ ОБЫЧНО ПОЛУЧАЕТСЯ МАЖОРМОБИЛЬ.
\* */ везде
Желающий ищет возможность,Не желающий канючит на дороговизну и просит сделать скидку.
АВТОПРОБЕГ4х4 Мы не только бухаем.
Я в своё время ГБЦ собрал на клапанах от Уфимского 412 мотора,там тарелочки побольше, 2 косяка этих клапанов-сталь какаято(бумажная), разная длинна стебля у впуск. и выпускн . клапана.И ещё один косячок , если собираемая всё это на поршнях 76 диаметра, клапанишки в стенки цилиндра начинают упираца,да и в поршень тоже , при злом вале.
какие диаметры тарелок?
Гбц снятой под рукой нету чтоб померять седло . . . как понял 39 - 34 ставить можно . . .
ПРИ НАЛИЧИИ 5 КИЛОТОН БАКСОВ ОБЫЧНО ПОЛУЧАЕТСЯ МАЖОРМОБИЛЬ.
\* */ везде
Желающий ищет возможность,Не желающий канючит на дороговизну и просит сделать скидку.
АВТОПРОБЕГ4х4 Мы не только бухаем.
хочешь сказать что смысла нету?
т.е. если делать или по нормальному с седлами под большие клопы или ни как?
отписывались бы по нормальному . . .
Какой смысл ставить большой клапан если внутренний диаметр седла остается тот же?! Полный бред! Нужно плясать от седла, насколько ты можеш его внутри увеличить, к нему уже подбирать клапан, чтоб полностью его закрывал. На стоковых облегченных клапанах можно увеличить внутренний диаметр седла на 1,5-2 мм, без ущерба прочности и ресурсу, проверенно на своих моторах. При этом эффект ничуть не меньше чем на больших клапанах и седлах.
хочешь сказать что смысла нету?
т.е. если делать или по нормальному с седлами под большие клопы или ни как?
отписывались бы по нормальному . . .
москвичёвские клапана фуфло
ПРИ НАЛИЧИИ 5 КИЛОТОН БАКСОВ ОБЫЧНО ПОЛУЧАЕТСЯ МАЖОРМОБИЛЬ.
\* */ везде
Желающий ищет возможность,Не желающий канючит на дороговизну и просит сделать скидку.
АВТОПРОБЕГ4х4 Мы не только бухаем.
Есть авто ВАЗ 21093.
Просажены седла в ГБЦ. Клапана торцанул но как то не то.
Хочу сделать все правильно.
Замена седел в сервисе стоит как рабочая б/у ГБЦ.
Да купить проще всего.
Кто то в домашних условиях делал переседловк у седел?
Как достать седло знаю.
Интересует лишь запрессовка новых седел.
Читал что греют головку, а седла охлаждают например углекислотой и загоняют остывшие седла в горячую головку.
какие то идеи извращенные у вас по ночам. башку новую купить не желаете? проще и надежнее чем ана-змом заниматься
Такие операции делают слесаря очень высокого уровня.Работа ответственная. При выпадании седла происходит деформация клапана с возможным обрывом и повреждением блока. Если есть возможность лучше приобрести другую ГБЦ.
Такие операции делают слесаря очень высокого уровня.Работа ответственная. При выпадании седла происходит деформация клапана с возможным обрывом и повреждением блока. Если есть возможность лучше приобрести другую ГБЦ.

Кирилл! Ты меня вынудил станок автору подарит.Я не жадный пусть пользуется
Станок для расточки седел клапанов и направляющих втулок модели ASV/A
Эта машина была разработана для расточки направляющих втулок и седел клапанов, совместно и раздельно, а также для замены и обработки седел в случае их замены. В машине использовано скольжение рабочей бабки на воздушной подушке в длину и поперечно, поперечная регулировка положения шпинделя относительно станины машины и универсальная арматура для крепления головок блока цилиндров
Кирилл! Ты меня вынудил станок автору подарит.Я не жадный пусть пользуется
Станок для расточки седел клапанов и направляющих втулок модели ASV/A
Эта машина была разработана для расточки направляющих втулок и седел клапанов, совместно и раздельно, а также для замены и обработки седел в случае их замены. В машине использовано скольжение рабочей бабки на воздушной подушке в длину и поперечно, поперечная регулировка положения шпинделя относительно станины машины и универсальная арматура для крепления головок блока цилиндров
Вы клапана торцанули на сколько миллиметров? После регулировки клапанов какие регулировочные шайбы поставили? Может не стоит беспокоится? Вам явно придётся ГБЦ менять, пусть уж так работает. То что клапан стал короче, не имеет не какого значения. Это на классике положение рокера меняется, и то в лучшую сторону.
Ктото менял седла клапанов дома? (с)
Я не менял, меня бы жена сънла: "Чего весь гараж домой перетащил!" ))))
все правильно ты говоришь
седла вырезай фрезой
голову грей в духовке 220-240градусов
углекислотный огнетушитель
одного может не хватить
и вперед
не боги горшки обжигают
не получится
новую всегда успеешь купить
все правильно ты говоришь
седла вырезай фрезой
голову грей в духовке 220-240градусов
углекислотный огнетушитель
одного может не хватить
и вперед
не боги горшки обжигают
не получится
новую всегда успеешь купить
Углекислотой. Во дают. Садят обычно,охладив жидким азотом. Температуа по моему -200 с лишним.
Углекислотой. Во дают. Садят обычно,охладив жидким азотом. Температуа по моему -200 с лишним.
Обычно азот найти труднее чем углекислый газ. Температура кипения углекислого газа в районе -80 градусов и это вполне достаточно для охлаждения.
Я подобную операцию выполнял в эпоху тотального дефицита, и мой совет купить новую голову, получится дешевле.
Ну а если очень хочется повозится, то предупреждаю- сразу не получится. В лучшем случае 50% с первого захода.
Запасайся сёдлами, необходимо изготовить оправки и направляющие. Головку необходимо нагревать до 200градусов , перегревать нельзя, нагревать в маслянной или солевой ванне, в духовке нельзя - покоробит. Нагретую головку на специальную опору с тепловой шубой, сёдла с оправкой охлаждать не менее 3-5 часов сухим льдом.
За один заход (нагрев головки) обычно успеваеш поставить 3-4 седла, причём сёдла уже на оправках. Охлаждать жидким азотом нельзя - может быть растрескивание. Подробно данная операция расписана в старых книжках по ремонту моторов грузовых автомобилей.
там же описано удаление старых сёдел при помощи дрели и бородка. Современные сёдла более жёсткие, сверлятся кобальтовыми или твёрдосплавными свёрлами. обычные Р6М5 не берут, даже Р18 с трудом в несколько заходов.
Я подобную операцию выполнял в эпоху тотального дефицита, и мой совет купить новую голову, получится дешевле.
Ну а если очень хочется повозится, то предупреждаю- сразу не получится. В лучшем случае 50% с первого захода.
Запасайся сёдлами, необходимо изготовить оправки и направляющие. Головку необходимо нагревать до 200градусов , перегревать нельзя, нагревать в маслянной или солевой ванне, в духовке нельзя - покоробит. Нагретую головку на специальную опору с тепловой шубой, сёдла с оправкой охлаждать не менее 3-5 часов сухим льдом.
За один заход (нагрев головки) обычно успеваеш поставить 3-4 седла, причём сёдла уже на оправках. Охлаждать жидким азотом нельзя - может быть растрескивание. Подробно данная операция расписана в старых книжках по ремонту моторов грузовых автомобилей.
там же описано удаление старых сёдел при помощи дрели и бородка. Современные сёдла более жёсткие, сверлятся кобальтовыми или твёрдосплавными свёрлами. обычные Р6М5 не берут, даже Р18 с трудом в несколько заходов.
Головки мне и сейчас приходится ремонтировать, мотоциклетные чаще. Когда варится камера сгорания седло приходится делать новое, обычно используем отбеленный чугун, на материал собираем старые жигулевские распредвалы.
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Извлечение седла

Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
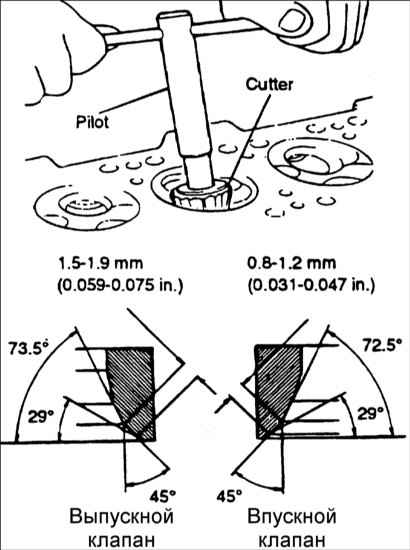
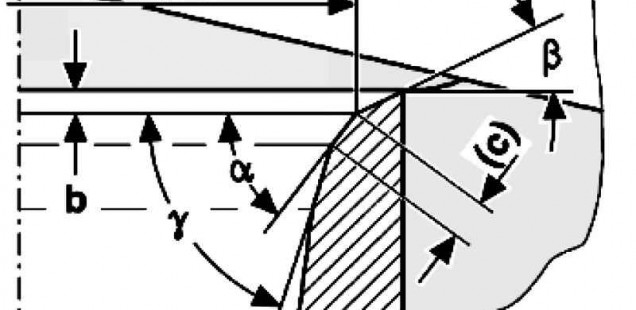
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
да какую новую, я сам хочу поставить седла и проверить будет ходить голова или нет. Отговаривать меня бесполезно. Лучше советы по установке напишите.
Тут перцы все в гараже делают. А вместо жидкого азота-углекислотный огнетушитель.
да какую новую, я сам хочу поставить седла и проверить будет ходить голова или нет. Отговаривать меня бесполезно. Лучше советы по установке напишите.
Будет - пока не выпадут. Выпавшее седло в лучшем случае гробит поршень и головку, в худшем - еще и цилиндр царапает. Так что игра как правило не стОит свеч. От-того мало кто этим и занимается.
на 14 надо делать капремонт двигателя. Я снял голову и расстроился потому что голова совсем не работала. Седла выпускных изношены в край. В 1 цилиндре поршень группы А, во 2, 3, 4 цилиндрах группы B и поршня изношены но гильзы чистые. Теперь я ремонтирую голову и оставляю блок с поршнями как есть. Потом через пару месяцев доберусь до поршней. Но если седла выпадут мне все равно. в любом случае блок на расточку под ремонтную группу С и новые поршня вкладыши, кольца и тд
на 14 надо делать капремонт двигателя. Я снял голову и расстроился потому что голова совсем не работала. Седла выпускных изношены в край. В 1 цилиндре поршень группы А, во 2, 3, 4 цилиндрах группы B и поршня изношены но гильзы чистые. Теперь я ремонтирую голову и оставляю блок с поршнями как есть. Потом через пару месяцев доберусь до поршней. Но если седла выпадут мне все равно. в любом случае блок на расточку под ремонтную группу С и новые поршня вкладыши, кольца и тд
Сколько у вас живая б/у башка стОит? Как-то на разборе идеальную, с пробегом 15 тык за 6 рублей продавали. Естественно полностью в сборе - ставь и поехал. Ни какого риска и гемора с ремонтом. Если поцарапаешь хоть один цилиндр, шлифовка на "С" не спасет. Да и сейчас она бесполезна - будешь точить под первый ремонт, а не под "С"
Сколько у вас живая б/у башка стОит? Как-то на разборе идеальную, с пробегом 15 тык за 6 рублей продавали. Естественно полностью в сборе - ставь и поехал. Ни какого риска и гемора с ремонтом. Если поцарапаешь хоть один цилиндр, шлифовка на "С" не спасет. Да и сейчас она бесполезна - будешь точить под первый ремонт, а не под "С"
у нас цены минимум в два раза дороже чем у вас, к примеру в магазине один выпускной клапан самара стоит 140 руб. так что делай выводы. А мне нужна методика реально работающая, т.к. по деньгам попадаю приличным.
у нас цены минимум в два раза дороже чем у вас, к примеру в магазине один выпускной клапан самара стоит 140 руб. так что делай выводы. А мне нужна методика реально работающая, т.к. по деньгам попадаю приличным.
методика у завода
а по ней головка нагревается до нескольки сот градусов,седло охлаждается в жидком азоте(-140 град),потом седло запрессовывается с усилием,по моему,800кг
сможешь обеспечить такие условия(чтобы потом седло не выпало)-дерзай!
углекислотный огнетушитель хорош для охлаждения пива ,для седел-байка
Парни,доброй ночи!скажите,много ли даст на 9ке 1,5.инж., расточка каналов гбц, и паук 4 2 1 с резонатором стингер.пока без прошивки.В дальнейшем планирую Нуждина 10,63 или 10,85.поставить и прошится.
Anton.M
Ветеран
Сергей 77
Новенький
stunt
Активный автомобилист
Сергей 77
Новенький
clalhyi
мутный
stunt
Активный автомобилист
Сергей 77
Новенький
Putnik32
Бывалый
Барсик
Местный . .
+! 1 приход от распила есть
я у себя тоже пилил только на карбе.
Alex Walkman
Бывалый
Барсик
Местный . .
окб 52 10.3/9.8 перекритие 1.мм . фаза 275
Alex Walkman
Бывалый
Барсик
Местный . .
можно и плохая . так даже веселей
Барсик
Местный . .

Удачным способом поднятия мощности является доработка головки блока цилиндров.
Увеличению мощности способствует увеличение наполнения цилиндров путём уменьшения сопротивления потоку впускных и выпускных газов впускного и выпускного трактов. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ, т.к. газы движутся во впускном и выпускном коллекторе с высокими скоростями, порядка 70-150 м/с и любые несостыковки, грубые шероховатости, выступания оказывают большое сопротивление тормозя движение и как следствие уменьшают наполнение цилиндра атмосферным воздухом, что негативно сказывается на наполнении цилиндра и потере мощности.
Исходя из сказанного вытекает определённый объём работ по модернизации ГБЦ :
·доработка каналов-увеличение диаметра, поперечного сечения; изменение геометрии и вывидение правильных радиусов, поверхностей, скруглений,закруглений.
·доработка сёдел клапанов-выведение необходимых фасок, убирание острых кромок, что сильно тормозит поток.
·совмещение каналов впускного и выпускного коллектора с каналами ГБЦ путём установки штифтов и самой доработки каналов коллекторов.
·шлифовка каналов для нужной шероховатости.
·доработка камеры сгорания и оптимизация степени сжатия.
Работа кропотливая и тонкая , требует спец инструмента и аккуратности. Результат проведения данной работы - увеличение мощности до 15%.
Также желательно установка распредвала с увеличенным подЪёмом клапанов и изменёнными фазами впуска и выпуска,которые корректируются разрезной шестерней распредвала (Шкив Верьера).
Замер диаметра выпускного канала, что составляет 26 мм. на ВАЗ 21083.

Доработка гбц включает в себя комплекс работ по доводке стандартных деталей, оптимизации геометрических размеров каналов, коллекторов, клапанов, стыковка каналов и тд.
Перед тем как начинать тюнинг головки блока нужно определить конечную цель, т.е. необходимую мощность двигателя, крутящий момент, и при каких оборотах должны быть доступны эти параметры, т.к. параллельно изменяется и степень сжатия, а соответственно и определиться переходить ли на 98 бензин.
Схема каналов головки блока

В основу расчётов ложится диаметр тарелки клапана, и от него просчитываются все остальные параметры каналов головки блока.
К примеру диаметр клапанов ВАЗ 2108
впуск 35 мм
выпуск 31,5 мм.
внутренний диаметр седла клапана и площадь
впуск 31 мм -755 мм2
выпуск 28 мм -616мм2
Клапан диаметр 8мм - 50 мм2
Го
Барсик
Местный . .
Клапан диаметр 8мм - 50 мм2
Горловина клапана делается в виде винной бочки как минимум большего диаметра на площадь клапана, т.е. 805 и 666 мм2, 32мм и 29,1 мм.
Каналы делаются большего диаметра чем внутренний диаметр седла клапана, в данном случае 32 и 29мм.
Место возле втулки клапана увеличивается и сама втулка стачивается на конус, при желании втулки изготавливаются из сплавов цветных металлов, таких как бронза, латунь.
Клапана облегчаются, придаётся форма ближе к букве Т, что положительно влияет на расход воздуха.Если заменить только клапана на Т-образные , мощность увеличивается на 3-4 л.с.
Начало модернизации камеры сгорания,видно следы от прокладки ГБЦ.

Прокладка качественная, а коллектор ?

Расточка шаровой фрезой, увеличение диаметра канала
http://www.stoa.com.ua/data/images/Frezgbc.JPG
Доработка камеры сгорания сводится к тому, чтобы когда клапан будет открыть стенки камеры сгорания как можно меньше экранировала, тормозили, оказывали сопротивление потоку газов, и поэтому делаются окружности вокруг сёдел, похожие на "очки". Второе основное правило, камера сгорания должна быть компактной, т.к. если она будек растянута время горения топлива увеличивается и что делает вероятней детонацию.


Ещё в форсированном моторе нужно увеличить степень сжатия для увеличения КПД двигателя, т.е. для более эффективного использования взрыва топливного заряда.Степень сжатие это отношение между максимальным и минимальнын объёмами цилиндра.К примеру объём цилиндра ВАЗ 21083 375 см3 объём камеры сгорания общий 42,1см3 ( в ГБЦ 26,6см3, в поршне 12см3, прокладка 3,5 см3) Степень сжатя равна=(Vc+Vh):Vc=(375+42,1):42,1=9,9
Известно, что увеличение степени сжатия с 7 до 10 даёт заметну прибавку мощности, чем после.А почему ? Чем меньше объём камеры в которой взрывается топливо тем получается выше будет давление на поршень.И это давление зависит не только от степени сжатия, но и от давления на фазе впуска, во впускном коллекторе, обычно оно ниже атмосферного , в турбированых двигателях наоборот значительно выше. Коефициент наполнения это отношение реального количества к геометрически возможному количеству воздуха которое могло бы поступить в цилиндр при данном атмосферном давлении и температуре. В гражданских моторах коефициент наполнения примерно равен 0,75, в спортивных 1,05-1,05 в турбированных может доходить 1,5. Отсюда и выше давление на поршень, и как следствие мощность. Доработкой ГБЦ мы пытаемся увеличить коефициент наполнения цилиндра и получить дополнительную мощность, и известно что ещё на наполнение влияет так называемый резонансный наддув- дозарядка при применении верховых распредвалов на оборотах выше средних, т.е. более 3500 об/мин.
Объём камеры сгорания в ГБЦ был 26,6 см3 после доработки и восстановления сёдел 28 см3,
после шлифовки стало 243 . Для данного мотора 1,7. Степень сжатия 10,2.

Для иллюстрации результатов приведу пару графиков внешней скоростной харрактеристики двигателя ВАЗ классика до и после доработки ГБЦ


Было 73 лс.. стало 87 лс. увеличение мощности на 19%.
Для получения большего увеличения мощности необходима модернизация впусной, выпусной, топливной систем. В отдельных случаях нужен и тюнинг системы зажигания.
Тюнинг прайс ВАЗ переднеприводные , ВАЗ классика, Запчасти ВАЗ
Доработка, тюнинг ГБЦ прайс
Желаем удачного тюнинга !
Барсик
Местный . .
1. Первое, что бросается в глаза - это неточная стыковка отверстий каналов коллекторов и ГБЦ. Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее - посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на отечественных автомобилях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно - немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор - по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор - вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно принебречь. На выпуске аналогично, только наоборот - выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
2. Заглянув во впускные/выпускные каналы ГБЦ, понимаем, что и там всё совсем плохо: ломаная местами форма узких каналов, приливы литья под направляющие втулки клапанов, сами втулки, выступающие в канал.
При помощи шаровых фрез различных размеров и форм производится обратобка каналов - увеличение проходного сечения, удаление неровностей и выступающих частей, изменение формы канала. Изгиб канала должен быть как можно более плавным с соблюдением определённых радиусов кривизны. Поверхность впускных каналов должна быть немного шероховатой, что положительно влияет на испаряемость бензина со стенок канала. Выпускной же канал можно полировать до зеркала, хотя разница в работе двигателя вряд ли будет заметна, в отличии от затраченных усилий. Сечение канала в идеале непостоянно и не является правильным кругом. Так, "правильный" впускной канал должен быть немного эллипсным в сечении и незначительно расширяться перед седлом клапана в виде "бочки", тогда как остальная часть канала, в том числе и во впускном коллекторе, должна плавно сужаться по направлению потока. Однако большинство этих ньюансов не попадает в стоимость работ в тюнинг-ателье, т.к. значительно увеличивают стоимость доработок.
При увеличении диаметра каналов нужно знать меру, т.к. можно ненароком впильться в канал рубашки охлаждения или маслоканал. ГБЦ классических моторов позволяет значительно и относительно безопасно увеличивать диаметр каналов, тогда как при увеличении каналов ГБЦ восьмиклапанных двигателей переднеприводных ВАЗов неизбежны проблемы. В частности при расточке одного из впускных каналов практически неизбежно вкрытие маслоканала (если он не вскрыт при расточке, значит канал расточен совсем незначительно или маслоканал прикрыт лишь тоненьким слоем алюминия и может быть прорван давлением масла на работающем двигателе. Это не является "косяком" доработщика канала, т.к. это конструктивная особенность ГБЦ. Маслоканал предварительно втулится стальной втулкой (не самый удобный вариант), либо втулится стальной или алюминиевой втулкой после вскрытия и/или заваривается под аргоном. Вобщем соблюдайте правило "не зная броду - не лезь в воду" и лучше доверяйте подобные операции более опытным и профессиональным людям, либо предварительно потренируйтесь на "убитых" ГБЦ.
Прежде чем приступать к расточке каналов, определите с чего начать - ГБЦ или коллектора. Если планируется значительное увеличение диаметра каналов, то начинать лучше там, где их стенки тоньше и уже по форме и положению этих каналов растачивать аналогичные в детали с более толстыми стенками. Это делается для того, чтобы снизить риск вскрытия канала при последующем совмещении ГБЦ и коллектора. На "классике", где каналы ГБЦ обладают достаточным запасом толщины, имеет смысл начинать расточку с коллектора.
Выступающие в каналы части направляющих втулок клапанов также подвергаются доработке для уменьшения создаваемых ими помех. Зачастую их укорачивают и/или заостряют - это ресурсный и вполне эффективный способ. В некоторых случаях втулки стачивают заподлицо со стенкой канала, как бы "под корень". Это наиболее выгодный с точки зрения пропускной способности канала способ, но он снижает ресурс направляющих, и без того не очень высокий на форсированных моторах.
Барсик
Местный . .
Барсик
Местный . .
Барсик
Местный . .
5. Пружины клапанов. Жёсткость щтатных пружин рассчитывается под нормальные условия работы конкретного двигателя, т.е. на работу с серийным распредвалом при относительно невысоких оборотоах, хотя и делаются с достаточным запасом прочности. Так, клапаны классических моторов начинают зависать на оборотах более 7000, двигателей семейства 21083 - несколько позже, двигатели 2112 - вообще больше страдают не от недостаточной жёсткости пружин, а от неспособности гидрокомпенсаторов адекватно работать свыше 7500-8000 об/мин. С одной стороны обороты достаточно высокие, но ведь это только для штатных распредвалов. Чем выше подъём клапана, тем большую работу должна проделать пружина при его закрытии. Это снижает порог зависания клапанов и при определённых условиях может нарушть работу ГРМ как раз на тех оборотах, куда смещается точка максимальной мощности двигателя при замене распредвала на более верховой. Способов борьбы с зависанием клапанов несколько:
- облегчение самих клапанов, о чём писалось выше;
- облегчение или замена на более лёгкие рокеров/толкателей клапанов;
- облегчение или замена на более лёгкие верхних тарелок клапанов;
- увеличение жёсткости пружин
Сейчас обсудим именно последние два пункта. Самый примитивный способ, подходящий в некоторых случаях - увеличение преднатяга штатной пружины. Достигается путём подкладывания шайб под пружину. Увеличивается усилие на пружине, но уменьшается свободный ход. Для распредвалов с большим подъёмом и более жёсткими требованиями к усилиям на пружинах такой способ уже не пригоден. Как правило с этим сталкиваются при установке спортивных распредвалов. Очень бльшой подъём кулачка требует соответствующего хода пружины, а обороты, на которых двигатель с подобным распредвалом должен развивать максимальную мощность, значительно превышают порог зависания клапанов на штатных пружинах. В этом случае пружины меняют на более жёсткие и с большим ходом сжатия. Вариантов очень много, ставятся и отечественные пружины производства Ижмаш, и гораздо более дорогие Schrick, и штатные клапанные пружины с иностранных двигателей.
Для ГБЦ двигателей 2108 широко используются следущие схемы:
- замена внутренней пружины на усиленную (Ижмаш, Opel и т.д.)
- замена обеих пружин на усиленные (Schrick в основном)
- замена обеих пружин одной усиленной (Schrick, BMW)
Для некоторых пружин требуется изготовление новых тарелок клапанных пружин.
Для ГБЦ 2112 свойственнен только один способ:
- замена штатной пружины (на 2112 она одна на клапан) на усиленную (Schrick, отлично подходят штатные пружины с мотора Opel C20XE с оригинальными тарелками)
Для ГБЦ двигателей классического семейства характерны решения, применяемые для ГБЦ 2108. При этом нередко использование тех же самых пружин и тарелок, что и на ГБЦ 2108.
Замена пружин порой необходима для увеличения максимально допустимого подъёма клапана, т.е. используются пружины с увеличенным ходом.
Следует также учитывать, что увеличение жёсткости пружин должно быть последним из средств повышения порога зависания клапанов, т.к. более жёсткие пружины увеличивают нагрузки на клапаны, тарелки, распредвал.
Говоря об облегчении тарелок клапанных пружин, мы можем делать такие же выводы, как и при облегчении клапанов, т.к. в работе они составляют вместе одну инерционную массу. Чем меньше эта масса, тем меньшее усилие клапанной пружины требуется для нормальной работы деталей ГРМ на повышенных оборотах, а во всех остальных режимах пропорционально снижаются нагрузки на распредвал и другие детали. Самый простой вариант облегчения - переточка штатных тарелок - недорогой, но не особо эффективный способ. Другой вариант, изготовление новых легкосплавных тарелок, гораздо более продуктивен. Они могут быть изготовлены из дюрали или титана. Алюминиевый сплав легче (дюралевая тарелка 2101 на 15 гр. легче штатной) и относительно недорог, но тарелка выходит недостаточно прочной - при высоких подъёмах клапана с большими усилиями на пружинах эти тарелки могут деформироваться. Титан уступает в весе (хоть и немного) и в цене, но значительно прочнее дюралевых тарелок.
6. Толкатели клапанов. В ГБЦ двигателей семейств 2108 и 2112 кинетическая связь распредвалов с клапанами осуществляется посредством толкателей: механических с регулировочными шайбами на ГБЦ 2108 и гидрокомпенсаторов на ГБЦ 2112. К счастью, большинство тюнинговых распредвалов свободно работают со штатными толкателями. Однако это не значит, что они всеприменимы. Штатные толкатели обладают некоторыми ограничениями, что делает нежелательным или невозможным их применение при работе со спортивными и некоторыми околоспортивными распредвалами. Перечислю их:
- недостаточная площадь рабочей поверхности толкателя, что необходимо для распредвалов с большими подъёмами клапанов;
- эффект "выплёвывания" регулировочных шайб краем кулачка распредвала с большим подъёмом на двигателях семейства 2108 по причине опять же недостаточной величины рабочей поверхности толкателя и шайбы.
- относительно высокая масса, в основном из-за регулировочных шайб;
- потеря эффективности и неспособность работы на высоких оборотах (гидрокомпенсаторы).
Существует решение всех этих проблем - цельные механические толкатели. Их отличительные особенности - простая лёгкая конструкция без регулировочных шайб и увеличенный диаметр. Не трудно догадаться, что для их установки следует расточить колодцы серийных толкателей до необходимого размера (например до 32 мм для 2112). Регулировка клапанов осуществляется за счёт подбора на клапаны подпятников необходимого размера. Это делает процедуру регулировки клапанов трудоёмкой и дорогостоящей (порядка 3000 руб. за 8 клапанов). В этом их основной недостаток, что наряду с ценой ограничивает их повсеместное применение.
Кстати, с залипанием гидрокомпенсаторов на ГБЦ 2112 борятся ещё одним способом (кроме общепринятого понижения вязкости моторного масла) - гидрокомпенсаторы специально "убивают", переделывая их в простые механические толкатели. Регулировка зазоров также осуществляется подпятниками. Если распредвал не требует применения толкателя увеличенного диаметра, но гидрокомпенсаторы уже не могут нормально работать при заданных оборотах, то этот вариант обоснован, т.к. значительно бюджетнее.
Читайте также: