
В какую сторону крутится коленвал камаз 740
Обновлено: 05.07.2024
Если со стороны вала — против часовой. Это будет Правое, или Прямое вращение ротора двигателя.
Подробнее написано в ГОСТ 26772-85 .
Левые движки
И лишь несколько процентов двигателей по прихоти конструкторов имеют левое вращение — как на фото. Поэтому на фото и наклеена стрелка — это нестандартный случай.
Вывод — если не знаешь, куда должен крутить двигатель — включай его на правое вращение, 90% что не ошибёшься!
Как определить направление
Если двигатель крутится, его можно выключить, и на выбеге посмотреть на крыльчатку.
Как изменить вращение
Надеюсь, все знают, как изменить направление вращения двигателя? Если нет, то лучше поздно спросить , чем никогда знать!
Кто не знает: к трехфазному двигателю подключаются три провода, не считая заземления. Достаточно любые две фазы поменять местами, и двигатель будет крутиться в другую сторону!
Землю не трогаем, нуля в трехфазных двигателях вообще нету. Менять только две фазы.
Ещё больше хочется узнать про электродвигатели и промышленную и бытовую электронику? Подписывайся, чтобы ничего не пропустить!
Статьи в тему производства:
Некоторые мои статьи на Дзене про электродвигатели и пром.оборудование:
Обращение к читателям, которым есть, что сказать: Если Вы готовы стать Автором, я могу предоставить страницы своего сайта!
Направление вращения вала двигателя
По стандарту SAE вращение вала двигателя должно происходить против часовой стрелки (CCW — counterclockwise), если смотреть на двигатель со стороны маховика (по часовой стрелке, если смотреть на двигатель спереди). Сторона двигателя, на которой установлен маховик, — это та сторона, с которой отбирается механическая мощность для привода автомобиля, или сторона отбора мощности. Сторона распределения (сторона привода агрегатов) — это противоположный торец, обычно называемый передней стороной двигателя, на котором монтируются приводы агрегатов двигателя.

Рис. На этой фотографии четырехцилиндрового рядного двигателя указаны его сторона отбора мощности и сторона распределения. Стандартным направлением вращения вала является вращение по часовой стрелке, если смотреть на двигатель спереди, т.е. с той стороны, на которой находятся ремни приводов агрегатов двигателя (со стороны распределения)
Таким образом, для заднеприводных автомобилей характерно продольное расположение двигателя, когда он обращен стороной отбора мощности назад. Двигатели с поперечным расположением также, как правило, соответствуют по направлению вращения стандарту. У двигателей автомобилей Honda и судовых двигателей направление вращения может не соответствовать стандартному.
Чтобы отрегулировать клапана на Д-740 Камаз, за маховик можно крутить только через лючок снизу? Она попарно регулируются?
Зазор в клапанном механизме должен гарантировать плотное прилегание клапана к седлу при удлинении стержня от нагревания и в случае осадки головки в седле из-за изнашивания фасок.
Регулирование зазоров проводят на холодном двигателе не ранее чем через 30 мин после его остановки, при этом подачу топлива выключают, а автомобиль затормаживают стояночным тормозом.
Зазоры одновременно регулируют на двух головках попарно в порядке работы цилиндров двигателя. Регулирование зазоров клапанов автомобиля КамАЗ
Вначале коленчатый вал поворачивают до совпадения выемки на маховике.
Вначале коленчатый вал двигателя проворачивают и устанавливают его в положение, характеризующееся поворотом его по ходу вращения на 60° относительно начала впрыскивания топлива в первом цилиндре. В этом положении клапаны регулируемых цилиндров (1 и 5) закрыты (штанги свободно проворачиваются). Для регулирования клапанов, следующих по порядку работы цилиндров, проворачивают коленчатый вал по ходу вращения каждый раз на 180°. Порядок работы цилиндров 1—5—4—2—6—3—7—8. Если снизу крутить маховик за отверстия в маховике, то сначала крутим от ВМТ в сторону расположения аккумуляторов на два отверстия в маховике. Крутим маховик по часовой стрелке, если смотреть спереди двигателя (против часовой стрелке, если смотреть сзади двигателя). И регулируем зазоры в 1 и 5-ом цилиндрах. Затем через 6 отверстий в маховике следующие два цилиндра 4 и 2ой, и т д. Так как на маховике 12 равнорасположенных отверстия для прокрутки, то 6 отверстий, как раз соответствуют 180° поворота коленчатого вала.
Регулирование зазоров клапанов автомобиля КамАЗПеред проверкой зазора следует подтянуть гайки крепления стоек коромысел и болты крепления головки; при этом, чтобы исключить возможную деформацию штанг, рекомендуется увеличить зазор, выворачивая регулировочные винты из коромысел.
Требуемый зазор устанавливаем щупом толщиной 0,30 мм для впускного и 0,40 мм для выпускного клапанов. Удерживая контргайку, поворачивают отверткой винт так, чтобы щуп с ощутимым усилием перемещался в зазоре. После этого, удерживая винт отверткой, затягивают контргайку, еще раз щупом проверяют зазор и, не вынимая его и поворачивая штангу, убеждаются, что она вращается свободно.
Двигатель КамАЗ 740: устройство и ремонт
Грузовые автомобили КамАЗ начали строить в 1969 году. Для нового поколения грузовиков инженеры создали 4-тактный дизельный восьмицилиндровый мотор КамАЗ-740 V8. Данный силовой агрегат имел рабочий объем в 10852 см3, а мощность его составляла 210 лошадиных сил. Затем показатели мощности пришлось расширить от 180 л.с. до 360. Эти грузовики комплектовались пневмоусилителем сцепления, 5-ступенчатой коробкой с синхронизаторами.
Устройство дизельного агрегата
Конструкция этих моторов, если сравнивать их с другими, работающими на дизельном топливе, имеет некоторые преимущества. Агрегат имеет сравнительно небольшие габариты, а также обладает меньшей массой в сравнении с тем же ЯМЗ 238.

Крутящий момент от мотора на основные узлы передается посредством прямозубых шестеренок. Так, на шестернях работают приводы системы газораспределения, насосов и компрессоров, а также гидроусилитель.
Данный двигатель (КамАЗ 740) обладает хорошим запуском даже при очень низкой температуре окружающей среды. Это стало возможным благодаря мощности аккумулятора, стартера и нагревателя агрегатов перед запуском.
Технические характеристики двигателя
Модель силовых установок получила название – дизель КамАЗ 740. Цилиндры располагаются в V-образной форме. Коленвал вращается в правую сторону. Цилиндры имеют размер 120 мм, глубину — 120 мм. Двигатель КамАЗ 740 с рабочим объемом в 10,85 л. отличается высокой степенью сжатия — 17. Мощность по паспорту в кВт составляет от 154 до 210. Максимальный крутящий момент — 650 кгс/м. Минимальный расход топлива равен 165 л, максимальный — 178 л. На каждом цилиндре присутствует один впускной клапан и, соответственно, один выпускной.

Рассмотрим двигатель КамАЗ 740, устройство различных узлов и систем.
Блок цилиндров
Этот узел не что иное, как деталь корпуса агрегата. Он предназначается для монтажа и закрепления всех механизмов и основных систем. Блок цилиндров выполнен в виде монолитной литой конструкции. Деталь имеет технологические отверстия, а также каналы для смазки и охлаждения.
В верхней части этого блока располагаются гнезда под гильзы. Также корпус оснащен каналами и полостями для прохода охлаждающей жидкости. Нижняя часть блока цилиндров также служит картером. Здесь же установлен коленвал. Картер имеет два технологических отверстия для смазки. Внутри узел имеет перегородки со специальными ребрами жесткости. В этих перегородках и стенках картера сделаны специальные расточки, которые закрываются крышками. Эти детали служат опорами для коленвала.
Блок оснащен опорами для распределительного вала, также здесь размещаются толкатели газораспределительного механизма.

Гильзы служат в качестве направляющих для поршней. Вместе с головкой блока они образуют специальную полость, которая является камерой сгорания топлива. Гильзы изготавливаются из особого чугуна, а также проходят закалку электричеством.
Верхняя часть плоскости представлена головками цилиндров. Каждый из них со своей собственной головкой. Эти части изготовлены из алюминия. Каждая головка внутри имеет рубашку охлаждения, которая в свою очередь соединена с рубашкой блока. Также каждая головка имеет смазочные отверстия, клапаны для впуска и выпуска, специальное гнездо под форсунку.
Устройство и работа смазочной системы
Двигатель КамАЗ 740 оснащается смазочной системой комбинированного типа. В зависимости от того, где размещены и в каких условиях работают трущиеся детали, масло подается различными способами. Система может разбрызгивать, подавать масло под низким давлением, либо пускать ее самотеком.
Устройство подает масло под давлением к деталям, которые больше подвержены износу и работают в особенно нагруженных узлах. Этот узел состоит из основных приборов и устройств, в которых хранится смазка, устройств фильтрации и подвода, а также охлаждения масла.
Масло проходит из поддона на маслоприемник, проходит через специальный фильтр в виде сетки. Затем оно поступает к маслонасосу. Из секции нагнетания через специальный канал смазка подается в масляный фильтр, а затем на магистрали. Далее, по смазочным каналам под давлением проходит смазывание ГБЦ и блока цилиндров, а затем к другим узлам, таким как коленвал, газораспределительный механизм, компрессор и топливный насос.
В цилиндрах лишняя смазка снимается при помощи маслосъемных колец, а затем уходит через поршневые канавки далее. Так смазывается опора поршневого пальца в верхней головке.
Из основной магистрали масло подается к термосиловому датчику. Если открыт кран, который включает гидромуфту, тогда обрабатывается и муфта. Если же он находится в закрытом положении, то из фильтров центробежной очистки жидкость подается в поддон.
Если смазки недостаточно, то падает мощность, а также детали терпят повышенный износ, мотор перегревается, плавятся подшипники, а поршни могут заклинить.
Система питания двигателя КамАЗ 740
На этом наш обзор не заканчивается. Мы рассмотрели сам двигатель КамАЗ 740, устройство и систему смазки. Теперь познакомимся со схемой питания.
Узлы питания предназначены для того, чтобы хранить топливо, очищать, а затем распылять его в камеры сгорания в соответствии с режимом работы силового агрегата.
Двигатель КамАЗ 740 оснащен узлом питания разделительного типа. Здесь разделены ТНВД и форсунки. Система состоит из баков для хранения дизельного горючего, топливных фильтров, насоса низкого давления, ТНВД, а также топливопроводов.
Как это работает?
Из топливных баков посредством насоса для подкачки горючее проходит на фильтры очистки. Затем по сети топливопродов низкого давления солярка подается на ТНВД. После ТНВД закачивает дизель под высоким давлением порциями, исходя из режимов работы мотора, через форсунки в цилиндры и камеры сгорания. Форсунки, в свою очередь, распыляют смесь. Лишняя солярка попадает снова в бак посредством перепускного клапана.
Система охлаждения двигателя КамАЗ 740
Охлаждение представлено в виде закрытой системы с жидким охладителем и принудительной циркуляцией.
В принципе, схема работы этой системы ничем не отличается от привычной для всех марок автомобилей. Если есть схема двигателя КамАЗ 740, то там можно посмотреть более подробно.

ОЖ циркулирует под воздействием центробежного насоса. Сначала антифриз попадает в полость левого ряда цилиндров, далее через трубку – в правую полость. Затем смесь омывает гильзы цилиндров, а затем через отверстия – полость ГБЦ.
Дальше горячий охладитель поступает в термостаты, а затем либо в радиатор, либо в водяной насос. Температурные режимы регулируются посредством термостатов и гидромуфт.
Основные неисправности двигателя
Среди владельцев этого автомобиля основными неисправностями моторов КамАЗ 740 считается резкое снижение и скачки мощности, повышение расхода смазочных материалов и топлива. Также популярная неисправность заключается в высокой дымности выхлопа. Не редкость и падение давления в смазочной системе.
Агрегат может неустойчиво работать на холостом ходу, иногда наблюдаться разные посторонние звуки в различных узлах. В основном неисправности связаны с коленчатым валом. Возможна утечка охлаждающей жидкости.

Если агрегат использовался на пределе возможностей, а чаще — если не имел должного обслуживания двигатель КамАЗ 740, ремонт неизбежен. Но после капитального ремонта машина сможет снова работать в полную силу, а возможно, даже и гораздо лучше.
О ценах
Сегодня такой агрегат все еще можно приобрести. На двигатель КамАЗ 740 цена составит, в зависимости от комплектации и мощности, от 550 000 рублей за модель с мощностью в 240 л. с. до 600 000 рублей за модель мощностью в 320 л. с. Конечно, можно приобрести и гораздо дешевле. Рынок моторов с пробегом на сегодняшний момент предлагает очень много вариантов по более низким ценам.
СБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 640,0 чел. мин
96. Установить блок цилиндров на стенд и проверить герметичность масляных каналов блока цилиндров. Нарушение герметичности не допускается.
(Стенд для проверки герметичности, кран-балка, подвеска).
97. Установить блок цилиндров на стенд для разборки-сборки двигателя в горизонтальное положение. (Стенд для разборки-сборки двигателя, кран-башка, подвеска).
98. Продуть тщательно все внутренние полости блока цилиндров сжатым воздухом. (Пистолет для обдува деталей сжатым воздухом С-417).
99. Смазать нижние 26 (Рис. 1) и верхние 25 уплотнительные кольца гильз цилиндров моторным маслом М10Г2К ГОСТ 8581-78. (Емкость, кисть).
100. Установить нижние уплотнительные кольца 26 гильз в блок цилиндров.
101. Надеть верхние уплотнительные кольца 25 на гильзы 24 цилиндров, установить гильзы в блок цилиндров и запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилиндров смазать моторным маслом М10Г2К ГОСТ 8581-78. (Приспособление для установки гильз, емкость для масла, кисть).
102. Установить блок цилиндров на стенд для проверки герметичности и проверить герметичность водяной рубашки блока цилиндров. Нарушение герметичности не допускается. (Стейд, кран-балка, подвеска).
103. Установить блок цилиндров на стенд для разборки-сборки в вертикальное положение. (Стенд, кран-балка, подвеска).
104. Установить направляющие 31 (Рис. 15) толкателей на блок цилиндров, завернуть болты крепления со стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб. Величина момента затяжки болтов 85—95 Н. м (8,5—9,5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
105. Смазать толкатели 2 маслом и установить их в направляющие 3 толкателей. Применять масло М10Г2К ГОСТ 8581—78. (Емкость, кисть).
106. Смазать опорные шейки распределительного вала 1 маслом и установить распределительный вал 1 в сборе в блок цилиндров. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
107. Установить на вал корпус 15 подшипника, завернуть болты 18 крепления с замковыми шайбами 19 корпуса подшипника распределительного вала и отогнуть усы замковых шайб 19 на грани головок болтов.
Болты крепления затянуть крутящим моментом 25 Н. м (2,5 кгс. м).
(головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
108. Отвернуть болты 40 (Рис. 1) крепления с шайбами крышек 39 и 36 коренных подшипников коленчатого вала. (Головка сменная 24 мм, ключ с п. к.).
109. Отвернуть стяжные болты 37 и 41 блока цилиндров и снять крышки 36 и 39 коренных подшипников 43 блока цилиндров и уложить их по порядку на верстак. (Верстак слесарный, головка сменная 19 мм, ключ с п. к., съемник).
110. Подобрать вкладыши коренных подшипников. Вкладыши коренных подшипников выбирать согласно таблицы 1. Обозначение вкладышей наносится на тыльной стороне вкладыша.
111. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренный подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выточки во вкладыше с выточками соответственно в постели блока и в крышке. (Салфетка).
112. Смазать вкладыши коренных подшипников маслом. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
113. Установить в блок цилиндров коленчатый вал в сборе. (Кран-балка, подвеска).
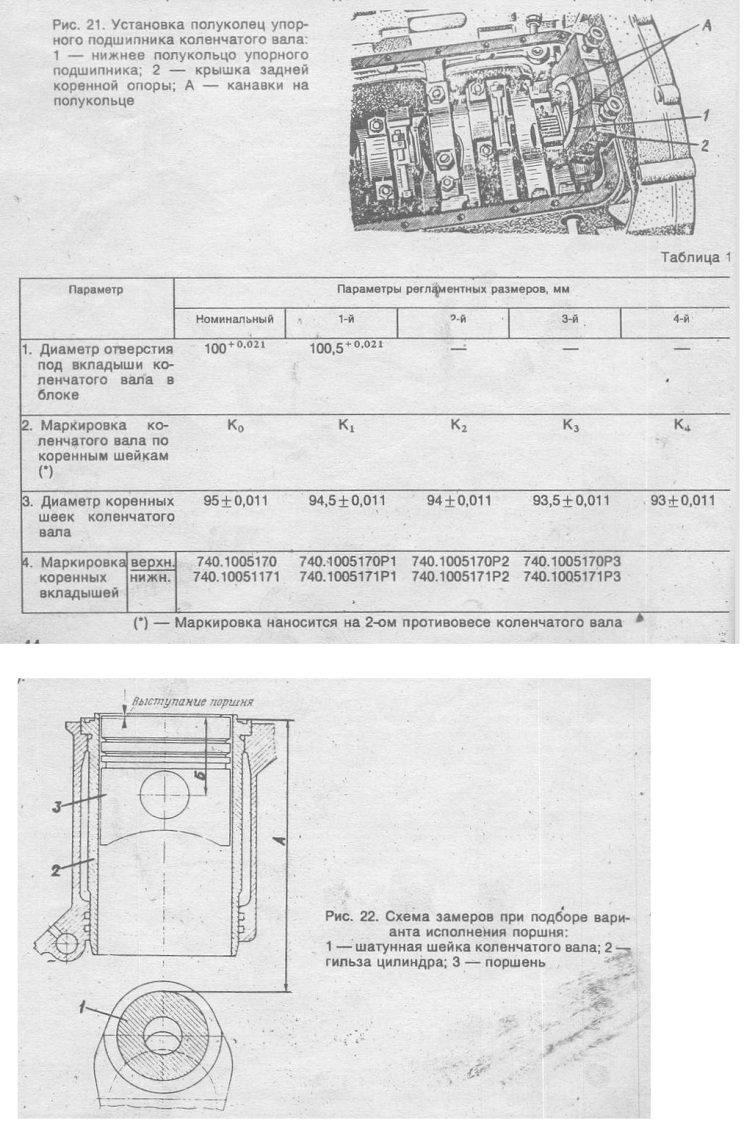
114. Установить нижние и верхние полукольца упорного подшипника коленчатого вала (Рис. 21) и проверить осевой зазор в упорном подшипнике. Канавки А на полукольцах должны прилегать к упорным торцам вала.
Нижние полукольцо устанавливать одновременно с крышкой заднего коренного подшипника. Выступы на нижних полукольцах 14 (Рис. 12) при установке крышки 15 необходимо совместить с выточками в крышке 15.
115. Установить крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока, вести начиная с переднего торца двигателя).
116. Завернуть и затянуть болты 40 крепления крышек в два приема: первый с величиной момента затяжки 96—120 Н. м (9.6—12,0 кгс. м) второй 210—235 Н. м (21,0—23,5 кгс. м). Болты заворачивать сначала со стороны Правого ряда цилиндров, а затем со стороны левого ряда цилиндров. (Головка сменная 24 ^м, удлинитель, ключ с соединительным квадратом, ключ динамометрический ПИМ-1754).
117. Замерить осевой зазор коленчатого вала. Он должен, быть в пределах 0,100—0,195 мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины. (Набор щупов № 2).
118. установить завернуть и затянуть стяжные болты 37 и 41 с шайбами блока цилиндров. Болты затягивать с величиной момента затяжки 82—92 Н. м (8,2—9,2 кгс. м). (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая мод. 131 М).
119. Проверить легкость вращения коленчатого вала. Коленчатый вал должен свободно поворачиваться от руки.
120. Установить ось 16 (Рис. 2) ведущей шестерни привода распределительного вала на блок цилиндров, завернуть болты 18 крепления с замковыми шайбами 17 оси и загнуть усы замковых шайб на грани головок болтов. Величина момента затяжки болтов 50—60 Н. м (5—6 кгс. м).
(Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
122. Проверить окружной зазор в зацеплении шестерен 2, 24, 21 и 27.
Зазор проверять не менее, чем в трех точках. Зазор должен быть 0,1—0,3 мм (Набор щупов V № 2).
123. Завернуть болт 1 крепления с замковой 25 и упорной 26 шайбами ведущей шестерни 2 привода t распределительного вала и загнуть усы замковой шайбы 25 на грани головки болта. Величина момента затяжки болта крепления 90—100 Н. м (9—10 кгс. м). (Головка сменная 19 мм, ключ с j п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
124. Повернуть коленчатой вал так, чтобы шатунная шейка 1-го цилиндра находилась в верхнем I положении. (Рычаг для поворота коленчатого вала).
125. Заменить расстояние А (Рис. 22) от образующей шатунной шейки 1 в верхнем ее положении до торца уплотнительного выступа гильзы 2 при вертикальном положении гильзы. Замеряемое расстояние — это превышение над размером 260,13 мм. (Приспособление для замера).
126. Нанести на не рабочем выступе торца гильзы номер цилиндра и индекс варианта поршня на стороне, обращенной к вентилятору в соответствии с таблицей 2. На поршне индекс выбивать на днище поршня. Старая маркировка на гильзе и на поршне должна быть удалена или забита. (Молоток, набор клейм). В запасные части для ТО и ТР поступают поршни только группы 10, которые можно устанавливать в любую группу гильз.
129. Смазать вкладыши 12 (Рис. 10) шатунных подшипников и установить их в крышки 10 шатунов и в нижние головки шатунов. Смазать маслом М10Г2К ГОСТ 8581-78. Выступы на вкладышах должны совпасть с выточками на крышке и на шатуне. (Емкость с маслом, кисть).
130. Повернуть коленвал для установки первой шатунной шейки в нижнее положение. (Рычаг).
131. Развести замки поршневых колец поршня с шатуном и кольцами в сборе первого цилиндра на 180° относительно друг друга и установить поршень с шатуном и кольцами в сборе в соответствующий цилиндр с помощью оправки. Индекс поршня должен быть одинаковым с индексом гильзы. Поршни с индексом 10 можно устанавливать в любые гильзы. При установке поршней выточки под клапаны на днище поршня сместить в сторону развала блока цилиндров. (Оправка для установки поршня, деревянный молоток).
132. Установить крышку 10 шатуна на соответствующий шатун и предварительно закрепить болтами 9 с гайками 11 с величиной момента затяжки 29—31 Н. м (2,9—3,1 кгс. м). Клейма спаренности из цифр на шатуне и на его крышке должны быть одинаковыми. Канавка на шатуне должна совпасть при установке с замковым усом на крышке шатуна. (Головка сменная 19 мм, ключ с п. к., удлинитель, рукоятка динамометрическая мод. 131 М).
133. Повторить работы 130—132 для последовательной установки поршней с шатунами и кольцами в сборе в 8, 2, 7, 3, 4, 5 и 6 цилиндры.
134. Повернуть коленчатый вал так, чтобы первая шатунная шейка оказалась в нижнем положении. Отсчет нумерации вести от передней части блока цилиндров. (Рычаг).
135. Произвести окончательную затяжку гаек шатунных болтов первой шатунной шейки. Затяжку гаек производить до удлинения шатунных болтов 0,25—0,27 мм. Гайки шатунных болтов М 13 х 1,25 изготавливаемых с июля 1985 г. затягивать с величиной момента затяжки 120—130 Н. м (12—13 кгс. м). (Головка сменная 19 мм, ключ с п. к., приспособление для контроля удлинения, рукоятка динамометрическая мод. 131 М).
136. Проверить зазор между торцами нижней головки шатуна и щеками коленчатого вала. Зазор должен быть не менее 0,15 мм. (Набор щупов № 2).
137. Повернуть блок цилиндров в горизонтальное положение. (Стенд).
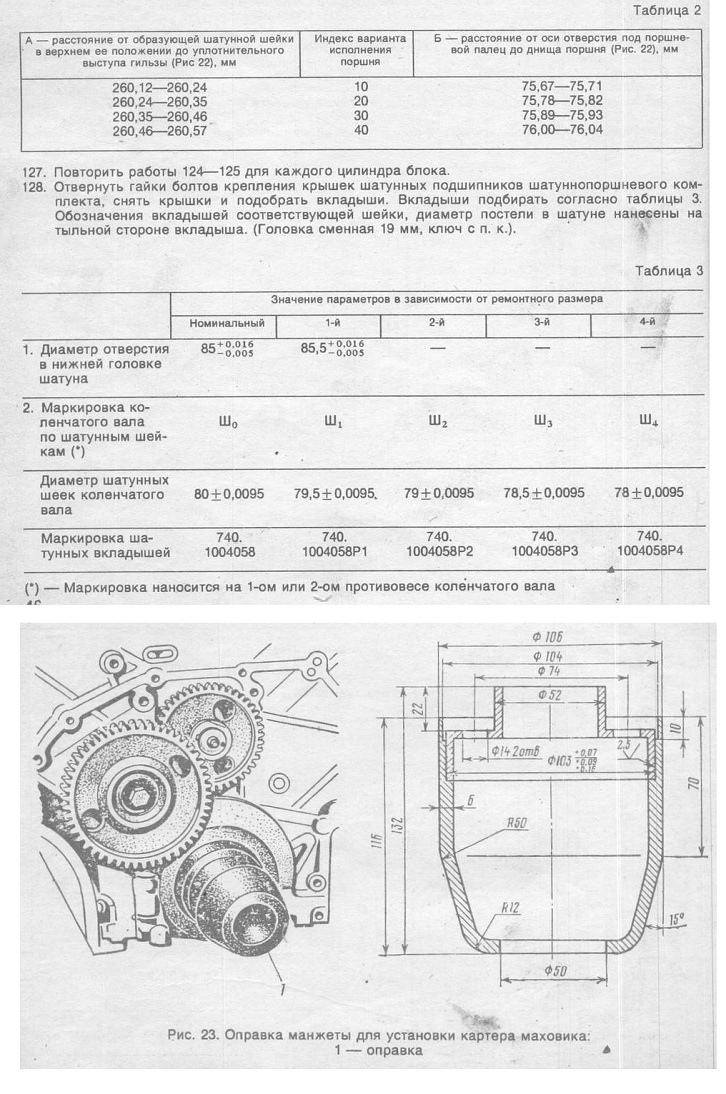
138. Смазать прокладку 1 (Рис. 9) картера маховика, установить прокладку 1, с помощью оправки (Рис. 23) картер 2 (Рис. 9) маховика на блок цилиндров, совместить отверстия в картере, прокладке и блоке, установить в совмещенные отверстия болты 7 и 9 крепления с пружинными 6 и 10 и плоскими 5 и 11 шайбами и завернуть их. Применять смазку 1—13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. Величина момента затяжки болтов крепления картера маховика 90—110 Н. м (9—11 кгс. м). (Емкость, кисть, оправка, головка сменная 17 мм и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
139. Установить на двигатель М&хрвик 8 (Рис. 7) в сборе и совместить отверстия под болты крепления маховика. Маховик устанавливать таким образом, чтобы установочный штифт на коленчатом валу вошел в отверстие в маховике. (Кран-балка, подвеска для снятия — установки маховика).
140. Установить и завернуть болты 11 крепления с замковыми пластинами 12 маховика и загнуть
края пластин на грани болтов. Величина момента затяжки болтов крепление 150—170 Н. м (15—17 кгс. м). Замковые пластины устанавливались на двигателях до № 75800 выпуска до февраля 1979 г. (Головка сменная 19 мм, ключ с п. к., ключ динамометрический мод. ПИМ-1754, молоток зубило). '
141. Проверить биение торца маховика относительно оси коленчатого вала. Величина биения должна быть не более 0,25 мм. Биение замерять на максимальном диаметре. (Приспособление с индикатором мод. ПРИ-1П).
142. Установить вал привода гидромуфты.
143. Смазать прокладку передней крышки блока. Применять смазку 1-^13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. (Емкость, кисть).
14’4. Установить прокладку 44 (Рис. 1) и гидромуфту привода вентилятора с передней крышкой блока 6 в сборе на передний торец блока цилиндров и завернуть болты 3,49 и 50 крепления с пружинными 4 и 48 и плоскими шайбами 5 и 47. Величина моментов затяжки болтов крепления М10 50—62 Н. м (5,0—6,2 кгс. м), а болтов М12 90—110 Н. м (9,0—11,0 кгс. м). (Кран-балка, подвеска, головки сменные 17 и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
145. Установить штанги толкателей в сборе первого цилиндра в толкатели штанг.
146. Установить прокладку 2 (Рис. 24) головки блока цилиндров и уплонительную прокладку 4, Материал прокладки уплотнительной: резина.
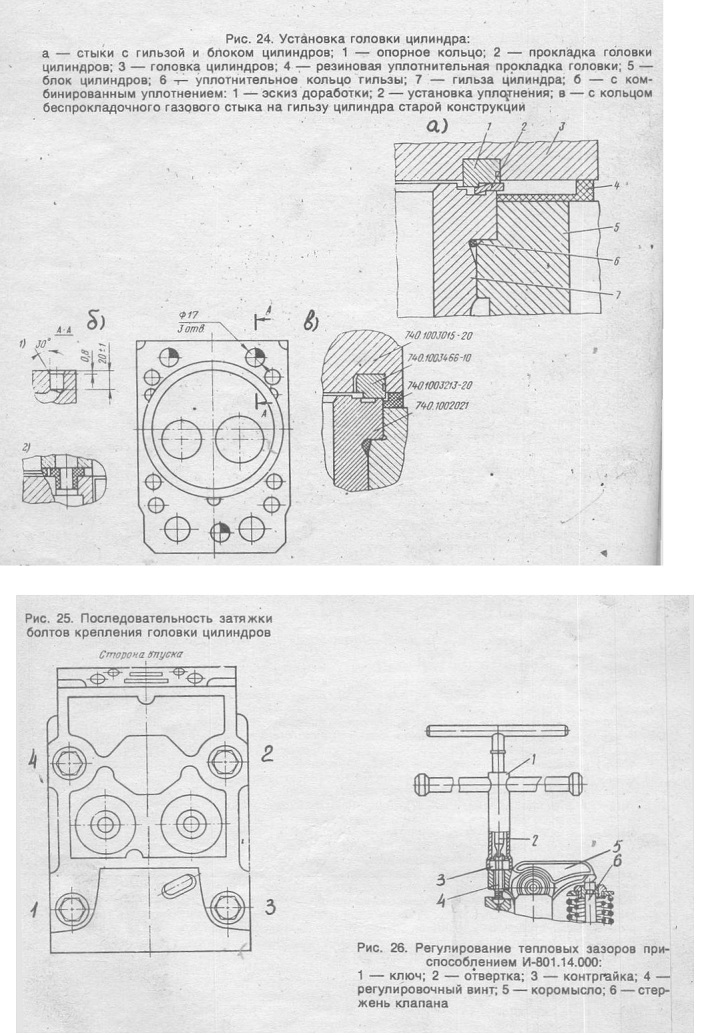
147. Установить головку 31 блока (Рис. 4) цилиндров с клапанами 1 и 20 в сборе на блок цилиндров и завернуть болты 13 крепления с шайбами.
Перед заворачиванием резьбу болтов крепления головки цилиндров смазать тонким слоем графитовой смазки. Перед установкой головки блока необходимо вывернуть на несколько оборотов регулировочные винты коромысел. Болты крепления головки блока цилиндров затягивать по схеме (Рис. 25). Величина момента затяжки болтов 40—50 Н. м (4—5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, емкость с графитной смазкой (УСсА) ГОСТ 3333-80, кисть).
148. Повторить работы 145—147 для каждого цилиндра блока цилиндров.
1.49. Затянуть окончательно болты крепления головок цилиндров в два приема. Порядок затяжки болтов крепления см. рис. 25. Величина момента затяжки болтов крепления для 1 приема 120—150 Н. м (12—15 кгс. м); для 11 приема 160—180 Н. м (16—18 кгс. м). (Головка сменная 19 мм, ключ динамометрический мод. ПИМ-1754).
152. Установить прокладку 7, корпус 6 заднего подшипника в сборе с манжетой 5 и завернуть болты 3 крепления с пружинными шайбами 4. Величина момента затяжки болтов 45—50 Н. м (4,5—5,0 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток)
153. Вывести фиксатор из паза маховика и повернуть коленчатый вал на 60° по ходу вращения, установив его тем самым в положение 1 (см. таблицу 4). Поворот маховика на угловое расстояние между двумя соседними отверстиями на выступах, соответствует повороту коленчатого вала на 30°. (Рычаг).
Углы поворота коленчатого вала при регулировке тепловых зазоров
154. Отрегулировать зазоры в клапанных механизмах первого и пятого цилиндров. Величина зазоров: для впускного клапана 0,25—0,30 мм для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м).
Регулировку тепловых зазоров производить в следующем порядке:
— проверить момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть;
— проверить щупом зазор между носками коромысел 5 (Рис. 26) и стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должен входить с усилием (передние клапаны первого ряда цилиндров — впускные, левого ряда — выпускные);
— установить приспособление для регулировки зазоров при необходимости регулировки, ослабить гайку 3 винта, установить в зазор щуп и вращая винт 4 отверткой 2, установить требуемый зазор. Придерживая винт 4 отверткой 2, затянуть гайку 3 ключом 1 и проверить величину зазоров.
(Приспособление для регулировки тепловых зазоров, набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М).
155. Повернуть коленчатый вал на 180° по ходу вращения в положение 11. (Рычаг).
156. Отрегулировать зазоры в клапанных механизмах второго и четвертого цилиндров. Величина зазора для впускного клапана 0,25—0,30 мм, для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м). (Набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М, приспособление для регулировки зазоров).
157. Повторить работы 155—156 для клапанных механизмов шестого и третьего цилиндров и седьмого и восьмого цилиндров соответственно.
158. Установить прокладку 27 (Рис. 4), крышку 12 головки первого цилиндра и завернуть болт 9 крепления с плоскими шайбами 10 и 11. Момент затяжки болта 17—22 Н. м (1,7—2,2 кгс. м). (Головкасменная 13 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
159. Повторить работу 158 для оставшихся семи крышек головок цилиндра.
160. Надеть на передний рым-болт 16 (Рис. 1) регулировочные шайбы 15 и завернуть рым-болт в блок цилиндров. Регулировочных шайб должно быть не более четырех. Болт навернуть относительно продольной оси двигателя на 15°. (Вставка специальная).
161. Повернуть двигатель картерной частью вверх. (Стенд).
162. Установить прокладку 12 (Рис. 27) переднего фланца трубки 13 клапана системы смазки, масляный насос 4 в сборе с трубками, завернуть болты 6 и 7 крепления с замковыми шайбами масляного насоса и болта 20 кронштейна всасывающей трубки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки болтов крепления 50—60 Н. м (5,0—^6,0 кгс. м). На двигателях с № 163856 произведена замена замковых шайб на пружинные 7 (крепления масляного насоса) и плоские 19 (крепление кронштейна). (Головкасменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
163. Завернуть болты 14 крепления с замковыми шайбами переднего фланца подводящей трубки 13 клапана системы смазки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки'болтов крепления 50—60 Н. м (5—6 кгс. м). На двигателях с № 163851 выпуска с 15.02.80 г. произведена замена замковых шайб пружинными. (Головка сменная 13 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
165. Проверить тщательно чистоту внутренних поверхностей двигателя, установить поддон 3 и завернуть болты 20 крепления и гайки 1 с пружинными шайбами 2 и 19. (Пневмогайковерт мод.
ИП-3113, головка сменная 13 мм).
166. Повернуть двигатель на стенде головками блока цилиндров вверх. (Стенд).

Правильный подход в принятии нестандартных решений, сделало моторы надёжными, а применение изобретателями ряда технических приёмов — узнаваемыми. К таким характеристикам относится порядок работы цилиндров КамАЗ.
На первый взгляд, показатель не значителен. Однако, детальное изучение вопроса, вносит ясность и понимание, что конструкция установки основана на том, какой порядок работы цилиндров двигателя КамАЗ. Разберёмся в характеристике детально.

Описание цилиндров КамАЗ
Последовательное чередование тактов в камерах двигателя, представляет собой порядок работы цилиндров КамАЗ 740 и других модификаций. При расчёте этого показателя уделяется внимание характеристикам, присущим блоку, а так же конструктивным особенностям детали, преобразующей усилие от шатунов в крутящий момент и детали, управляющей открытием и закрытием клапанов впуска и выпуска.
Так, силовой агрегат КамАЗ с V-образной компоновкой блока. Конструктивная особенность остова, сдвиг левого ряда поршней относительно правого на 29,5 миллиметра. Такое расположение обусловлено креплением двух шатунов на одной шейке, действие деталей направлено в противоположные стороны. Таким образом, порядок действия цилиндров КамАЗ происходит по схеме 1х5х4х2х6х3х7х8.
Конструкция коленчатого вала, упрощает изделие технологически, и одновременно увеличивает коэффициент полезного действия силовой установки. Вал укорочен, рассчитан на восемь поршней, которые крепятся к кривошипам, крепящимся на 4-х шейках. Слаженность механизма распределения газов, клапанов и кривошипов увеличивает потенциал мотора.
Внутренние процессы
Функционирование установки КамАЗ связано с протекающими в камере процессами. Действия происходят в определённой строгой последовательности с периодическим повторением в каждом цилиндре. Сумма процессов — рабочий цикл, состоящий из периодов распределения газов.
Двигатель КамАЗ 740:

За одну последовательность рабочих процессов в цилиндре выполняется один поджог горючего. Период задержки, от одной вспышки до другой, влияет на плавность хода силового агрегата. Чем меньше промежуток, тем меньше колебания при работе мотора. Плавность зависит и от того, сколько цилиндров в КамАЗе. В нашем варианте речь идёт о восьми камерах. Это рациональное число, поскольку большое количество камер ведёт к большему промежутку между вспышками и резкой работе мотора. В то же время, недостаточное количество камер не даёт необходимой мощности.
Расположение цилиндров Камаз
Правильное понимание принципа работы силовой установки зависит от того, какая нумерация цилиндров КамАЗ. Эта процедура утверждена Европейским регламентом. Согласно договорённостям, производитель обязан маркировать камеры выпускаемой продукции, начиная с правой передней. Зная, где находится первый цилиндр на КамАЗе, его называют главным, регулируются клапана.
Расположение цилиндров КамАЗ 740 схема:

Форсунки, подающие заряд смеси в объём камеры, маркируются в паре с обслуживаемым цилиндром. Основной распылитель крепится к основному цилиндру. Маркировка КамАЗ 740 проводится в следующем порядке: правая линия камер — с первой по четвёртую; левая линия камер – с пятой по восьмую. Отсчёт в рядах ведётся от передней части машины. Эта информация пригодится при настройке мотора, в случае, если произведена замена топливной помпы. Регулировка впрыска рабочей смеси в камеру без этой информации невозможна. Кроме того, показатель влияет на настройку механизма распределения газов.
Регулировка клапанов Камаз
Проводимая процедура важна, поскольку от её своевременного проведения зависит качество и эффективность выполняемых мотором функций. Дабы не навредить изделию, последовательность манипуляций строго соответствует инструкции к продукту. Прочитать про регулировку клапанов можете на нашем сайте.
Подготовка автомобиля
Машина, над которой проводятся манипуляции, размещается на ровной поверхности. Водительская кабина откидывается и фиксируется. Демонтируется верхняя часть механизма распределения газов, отключается помпа.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
- Непосредственно перед установкой коленчатого вала смажьте поверхность вкладышей коренных подшипников и коренные шейки вала чистым дизельным маслом.
- Установите упорные полукольца вала в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Сборка и установка газораспределительного механизма
Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.

Рис. 64. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
Установка распределительных шестерен за задний торец блока цилиндров
становка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 3.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.

Рис. 3. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
Установка цилиндро-поршневой группы в блок цилиндров.
Установка гильз цилиндров в блок.
Перед установкой гильз цилиндров в блок на фаски наносится смазка типа ЦИАТИМ. Гильзы цилиндров вставляются в блок усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец. На верхнем торце каждой гильзы со стороны, обращенной к вентилятору, наносится номер цилиндра.
Подготовка и установка поршней в гильзы цилиндров в сборе с кольцами, пальцами и шатунами.
Поршень с пальцем и шатуном, показанный на рис. 4, собирается после нагрева поршня до температуры 80…100°С. Отверстия в шатуне под пальцем и сам палец предварительно обильно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Запрессовка пальца в поршень не допускается. Выточки на поршне и пазы под усы вкладышей на шатуне располагаются в одну сторону. Поршневые пальцы от осевого перемещения надежно фиксируются стопорными кольцами.
Поршневые кольца перед постановкой на поршень должны иметь определенные размеры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм. Размеры зазоров поршневых колец и допустимые зазоры в замках указаны в табл. 1

Рис. 4. Установка поршня с шатуном в сборе в гильзу цилиндров:
а — поршень с шатуном в сборе: А — выемки для клапанов; Б — уступ (выемка) для захода усика вкладыша; б — установка поршня с шатуном и кольцами в сборе в гильзу с помощью приспособления: 1 — поршень; 2 — обойма приспособления И-801.00.001; 3 — гильза цилиндров.
Компрессионные и маслосъемные кольца устанавливаются с помощью плунжерного расширителя маслосъемных колец. Он вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180° к замку кольца. После этого устанавливаются компрессионное кольцо, покрытое молибденом, и компрессионное кольцо, покрытое хромом.
Замки смежных колец разводятся в разные стороны.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6—0,7 мм, как показано на рис. 5.
Размеры зазоров поршневых колец и допустимые зазоры в замках, мм
| Параметры | Зазор после восстановления | Допустимый зазор |
| Замок в компрессионных поршневых кольцах | 0,4—0,6 | 0,8 |
| Замок в маслосъемных поршневых кольцах | 0,30—0,45 | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12—0,17 | 0,22 |
| Торцовый зазор нижнего компрессионного кольца | 0,09—0,14 | 0,19 |
| Торцовый зазор маслосъемного кольца | 0,07—0,11 | 0,2 |
| Зазор в сопряжении поршень — гильза (при замере на расстоянии 0,119—0,162 мм от днища поршня) | 0,12—0,16 | 0,22 |

Рис. 5. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров

Рис. 6. Подбор поршня для установки его в цилиндр по расстоянию от шейки коленчатого вала до верхнего края гильзы цилиндров:
А — расстояние от шейки коленчатого вала до верхнего края гильзы цилиндров; Б — расстояние от оси пальца до плоскости выхода поршня из цилиндра; 1 — шейка коленчатого вала; 2 — гильза цилиндров; 3 — поршень
Методика производства измерений расстояния от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показана на рис. 68, а данные для подбора поршня по гильзе представлены в табл. 33. После подбора поршней на заводе-изготовителе индексы варианта поршня 10, 20, 30 и 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке цилиндро-поршневой группы необходимо подбирать поршни по гильзам таким образом, чтобы индексы у них были одинаковыми.

Рис. 7. Схема нумерации цилиндров и порядок работы двигателя
При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами между нижних головок шатунов и щеками коленчатого вала должен быть не менее 0,15 мм.
| Индекс варианта исполнения поршня | Расстояние от образующей шатунной шейки до упорного бурта гильзы цилиндров, мм | Расстояние от плоскости разъема до центра кольца, мм |
| 10 | 260,12—260,24 | 75,67—75,71 |
| 20 | 260,24—260,35 | 75,78—75,82 |
| 30 | 260,35—260,46 | 75,89—75,93 |
| 40 | 260,46—260,57 | 76,00—76,04 |
Спаренность крышек с шатунами проверяется по меткам завода-изготовителя. На крышках шатунов выбивается порядковый номер цилиндра.
Комплекты шатунов с поршнями и кольцами в сборе устанавливаются на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров двигателя показана на рис. 69.
Затяжка болтов крепления крышек шатунов производится удлинением болтов на 0,25—0,27 мм.
Сборка и установка головок цилиндров.
Стержни клапанов перед сборкой графитизируются, рабочие поверхности направляющих втулок клапанов и стержни клапанов смазываются чистым дизельным маслом. Посадка клапанов на седла должна быть герметичной. Проверка герметичности производится сухим воздухом при давлении 0,15 МПа. Допустимая утечка воздуха не должна превышать 3,6 см3/мин. Клапаны должны быть надежно зафиксированы сухарями.
Головка цилиндров перед установкой тщательно обдувается сжатым воздухом от компрессора. Стыки головки цилиндра и гильзы, головки и блока уплотняются прокладками, показанными на рис. 67, б. Кольца уплотнительного газового стыка после установки в головку обжимаются усилием 4500 Н. Выход (выступ) плоскости кольца из головки после обжатия не должен превышать 0,08 мм. Забоины и заусенцы на выступах не допускаются.

Рис. 8. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров.
Перед установкой головок цилиндров на блок цилиндров плоскости их сопряжений, а также прокладки обдуваются сжатым воздухом. Резиновые уплотнительные кольца головок цилиндров устанавливаются плоской стороной к блоку цилиндров. Каждая головка цилиндра должна свободно, без ударов, устанавливаться на штифты. Резьба болтов крепления головки цилиндров смазывается тонким слоем графитовой смазки. Затяжка 6олтое производится равномерно, в 3 приема, чтобы исключить возможные перекосы головок. Моменты затяжки должны быть при 1-м приеме 40—50 Н*м; при 2-м приеме 120—150 Н*м, при 3-м приеме — 190—210 Н*м (рис. 70).
Топливный насос высокого давления (ТНВД) устанавливается в развале блока цилиндров на специальные поверхности.

Рис. 9. Затяжка болтов головки блока:
1—2—3—4 — последовательность затяжки
Болты равномерно затягиваются в 2 приема в последовательности, указанной на рис. 71, а. Момент затяжки болтов при установке ТНВД составляет 40—80 Н*м.
Для установки ТНВД проворачивается коленчатый вал до такого положения, при котором фиксатор, расположенный на картере маховика, войдет в паз на маховике. При этом метка на заднем фланце ведущей полумуфты должна находиться сверху, что обеспечивает положение поршня первого цилиндра в конце такта сжатия. После этого устанавливается ТНВД. Для этого метки на корпусе насоса и муфте опережения впрыска совмещаются, как показано на рис. 71, б и корпус насоса закрепляется.
Вал ведомой шестерни привода топливного насоса собирается с подшипником и шестерней. В задний торец вала запрессовывается сухарь привода датчика электротахометра на глубину (7±0,2) мм. При напрессовке шестерни и подшипников на вал передача усилий через шарики не допускается. При установке собранного вала на двигатель метка на ведомой шестерне привода топливного насоса совмещается с меткой на шестерне распределительного вала, как показано на рис. 65, после чего в переднюю опору запрессовывается подшипник и устанавливается корпус заднего подшипника.
После установки топливного насоса затягиваются стяжные болты переднего фланца полумуфты ТНВД, подсоединяются масляные трубопроводы, устанавливаются форсунки, после чего подсоединяются топливопроводы низкого и высокого давления, производится окончательная регулировка впрыска топлива, устанавливается рукоятка фиксатора в мелкий паз на корпусе фиксатора для закрепления муфты на валу.
Клапанный механизм собирается и регулируется после притирки и контроля клапанов в клапанных гнездах. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первом цилиндре. Последующие положения коленчатого вала определяются его поворотом на угол, указанный в табл. 34. При каждом положении регулируются зазоры клапанов одновременно двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.

а — порядок затяжки болтов крепления ТНВД; б — установка муфты ТНВД на впрыск топлива в первый цилиндр двигателя; I, III, IV, II — последовательность затяжки болтов крепления ТНВД при установке его на двигатель; 1 — корпус ТНВД; 2 — муфта опережения впрыска топлива; 3 — диск вала привода ТНВД с гребенкой; 4 — вал привода муфты опережения впрыска топлива; 5 — крышка; 6 — метки гребенки на диске вала привода ТНВД; 7 — метка на корпусе муфты опережения впрыска; 8 — метка на корпусе ТНВД; 9, 12, 13, 15 — болты крепления ТНВД; 10 — секция подачи топлива к форсункам; 11 — направление порядка затяжки болтов крепления ТНВД; 14 — динамометрический ключ для затяжки болтов
Читайте также: