
Замена направляющих втулок клапанов нива шевроле
Обновлено: 02.07.2024
Все по теме Замена направляющих втулок клапанов Chevrolet Niva
. короче человек рассказывает о том чего не знает. лучше бы своим делом занялся. Те колпачки что справа это оригинал) а цифра это номер пресс формы. А вообще идёт сравнение колпачков VR с двух разных заводов.
да действительно, течь в масляной магистрали. Гидрикам на хватает масла на 6,57 минуте чётко видно, вот видео по этой проблеме.
добрый вечер.вы не с Киева? у меня на одной резьбе свечи 3го колодца немного масла. жора нет. что это может быть? но не много дергается на малых оборотах. например на 2 передаче если ехать 10км нажать газ подергивается набирая. или если педаль в пол хлопает
Так и не понял нахрена воздух? Что бы воздух поджимал клапан при засухаривании? Че нельзя упереть клапан в поршень? При обрыве ремня ГРМ достают же поршня до клапанов?
Здравствуйте, как вы думаете, можно отверстие на маслоприемнике расширить почти до завальцованной части. Чтоб засасываемый мусор не накапливался. Ведь в центре его нет. Просто два раза рассыпался датчик уровня масла и его засасывало в масло приёмник, а центр всегда чистый
После мойки под капотом вылезла трабла. Сперва заглючил рхх. Поменял. Всё пошло нормально.Потом начал перегорать предохранитель салонного плафона. За сегодня поменял штуки четыре. И, при глушении ДВС стрелки приборки не падают в ноль. То есть показывают холостые обороты, бензин и температуру. Обнуляется дневной пробег и часы. Чек не горит. Машина ездит как ездила. Кто в курсе проблемы? Подскажите, пожалуйста, решение.
Вы вводите людей в оману, замена сальника это не полный ремонт этого узла, там нужно менять две тефлоновых втулки, иначе через несколько тысяч течь обеспечена.
Я менял колпачки без приспособления и ставил поршень в верхнюю мёртвую точку. Пыжика в сервис не берут из-за этого приходится ремонтировать самому
Здрасти, а что может быть, если на холостых идёт вибрация и звук как будто выжимной, а нажимаю на сцепление пропадает, снова ногу отпускаю с сцепления снова звук и вибрация, подскажите что менять

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Латунные направляющие, это пакость! Не нужно их путать с бронзовыми, которые действительно ходят долго.
У моего приятеля и без направляющих втулок клапанов на шевроле куча чего чинить… А у кого нет гидра,то на . наматываем. Хоть написал бы на какое авто,тут тазаводов полно
Покажите как прочитать номер двигателя ваз 2109-099. Про направляющие втулки клапанов можно говорить бесконечно!
Мне приятель сказал и без направляющих втулок клапанов на Chevrolet куча чего полетело )) Скажите какой бмв похож на этот конструктор?
Не соглашусь что нельзя делать дрелью.конечно не на больших оборотов а на минимум настроить и аккуратно притирать у меня очень хорошо получилось когда я свой мотор капиталил >) Трудности с направляющими втулками клапанов совсем достали!
Почему ничего не сказано про торцы стержней предлагаемых клапанов? Про “дырочки” - 100% бред. Отверстия предназначены не для подачи масла в полости клапанных коробок, а наоборот для слива! Масло прекрасно подаётся через зазоры толкатели токателей. Сними крышки клапанных коробок - увидишь, что там всё в масле!
У моего приятеля с направляющими втулками клапанов на шевроле пока все в ажуре )) увидеть бы обзор Mitsubishi двигла
При всем уважении Иван,ты таким образом можешь убить сальник помпы ГУРа, не нужно открывать Америку, делается проще и без особых нагрузок на механизмы,ставишь 5ю передачу,блокируешь толстой отверткой тормозной опорный диск,чтобы не сорвало малый фиксирующий винтик диска вкручиваешь один колёсный болт и хоть откручивай,хоть закручивай болт коленвала
Про направляющие втулки клапанов и так много информации в интернете ) Добрый день..Огромное спасибо за разъяснения..В моем случае это оказались свечи..Поменял. Мотор шепчет..А в гараже предлагали инжектора менять..
Загир,на этой головке седла расклепанные.Их нужно обязательно прирезать.Делать 3 угла на фаске,чтоб рабочая фаска была узкой,около 1мм.Посмотри Травникова канал,теория ДВС.У него есть видосы о прирезке,притирке седел,и он рассказывает,чт о,зачем и почему.Так как ты сделал,делать нельзя.
Добрый день (Москва) У меня Киа Рио 2013г механика 1.6 проехал 200.000 Проблемы ; вопросы ; При повороте трогани с места есть стук которое чувствуется на руле На что обратить внимание? И напишите адрес вашего сервиса заеду к вам

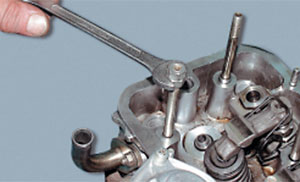
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.
Полезный совет:
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
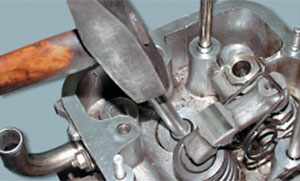
2. Переверните головку и легкими ударами молотка через оправку A.60153/R…
…выпрессуйте втулку в сторону привода клапанов.

3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.

Примечание:
Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.

4. После запрессовки разверните отверстия во втулках оправками A.90310/1 и A.90310/2:
— впускных клапанов — до диаметра 8,022-8,040 мм;
— выпускных клапанов — до диаметра 8,029-8,047 мм.
Замена направляющих втулок клапанов

Руководство по замене направляющих втулок клапанов

Вам потребуются: молоток, оправка для выпрессовки направляющих втулок (стержень подходящего диаметра).
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.

ПОЛЕЗНЫЙ СОВЕТ
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
2. Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.

3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.
ПРИМЕЧАНИЕ
Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
4. После запрессовки разверните отверстия во втулках:
— впускных клапанов — до диаметра 8,022-8,040 мм;
— выпускных клапанов — до диаметра 8,029-8,047 мм.
Замена направляющих втулок клапанов нива шевроле
Ремонт головки блока цилиндров, притирка клапанов Шевроле-Нива
3. Выверните все свечи зажигания.
4. Установите на головку блока приспособление для сжатия клапанных пружин, подложите под клапан подходящий упор (например, головку из набора инструментов), сожмите пружины и извлеките сухари из тарелки пружин.

5. Снимите приспособление, тарелку пружин, пружины, опорную шайбу внутренней и наружной пружин.
6. Выньте клапан из направляющей втулки.
7. Таким же образом снимите остальные клапаны.
8. Собирайте головку блока цилиндров в порядке, обратном разборке, используя новые или продефектованные детали. Замените все прокладки новыми.
Дефектовка деталей головки блока цилиндров
Вам потребуются: микрометр, штангенциркуль, линейка.
1. Удалите нагар из камер сгорания.
Предварительно размочите нагар керосином. Возможна механическая очистка нагара.
Соблюдайте осторожность – избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
2. Осмотрите головку. Если есть подозрение на наличие трещин в головке блока цилиндров (особенно при попадании охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность головки блока на специальном стенде (в ремонтных мастерских, располагающих соответствующим оборудованием).

5. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 45°30’±5’, а толщина цилиндрической части тарелки должна быть не менее 0,5 мм. Кроме того, у выпускного клапана должен сохраниться слой сплава, нанесенный на фаску.
6. Измерьте диаметры стержней клапанов. Диаметр стержня всех клапанов должен быть 7,985–8,000 мм.



7. Измерьте диаметр отверстия в направляющих втулках, определите расчетом зазор между стержнями клапанов и втулками. Внутренний диаметр втулок должен быть:
– для впускных клапанов 8,022–8,040 мм;
– для выпускных клапанов 8,029–8,047 мм.
Допускается определять диаметр калибром (проходной/непроходной), как показано.
Монтажный зазор для новых втулок и клапанов:
– для впускных клапанов 0,022–0,055 мм;
– для выпускных клапанов 0,029–0,062 мм.
Максимально допустимый зазор (при износе) – 0,15 мм.8. Маслосъемные колпачки замените независимо от их состояния.
8. Осмотрите рычаги клапанов. На поверхностях, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта, задиры и риски не допускаются. При наличии повреждений замените рычаги.
9. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При необходимости замените пружины.
При возможности определите упругость пружин по их деформации под нагрузкой. Согласно техническим требованиям для наружной пружины:
– высота в свободном состоянии 50 мм;
– высота под нагрузкой 283,39±14,7 Н (28,9±1,5 кгс) – 33,7 мм;
– высота под нагрузкой 452,06±22,55 Н (46,1±2,3 кгс) – 24 мм.
Для внутренней пружины:
– высота в свободном состоянии 39,2 мм;
– высота под нагрузкой 136,30±6,86 Н (13,9±0,7 кгс) – 29,7 мм;
– высота под нагрузкой 275,55±13,73 Н (28,1±1,4 кгс) – 20 мм.
10. Очистите привалочную поверхность головки от остатков прокладки и проверьте плоскостность этой поверхности. Для этого поставьте металлическую линейку ребром на поверхность головки посередине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.
11. Прокладку головки блока цилиндров всегда заменяйте новой, так как снятая с двигателя даже внешне не поврежденная прокладка может оказаться сильно обжатой и не обеспечит герметичности уплотнения.
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.

2. Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.
3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.


Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов – до половины длины отверстия, у втулок выпускных клапанов – по всей длине отверстия.
4. После запрессовки разверните отверстия во втулках:
– впускных клапанов – до диаметра 8,022–8,040 мм;
– выпускных клапанов – до диаметра 8,029–8,047 мм.
Притирка клапанов
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).

Кроме того, в продаже имеются готовые ручные держатели клапана.

При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу, показанному на рис. 4.9.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана притирочную пасту сплошным тонким слоем.

3. Наденьте на стержень клапана предварительно подобранную пружину.
4. Вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.



Графитная смазка предохранит направляющую втулку от попадания в ее отверстие абразива из притирочной пасты и облегчит вращение клапана во время притирки.

5. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
6. Притрите клапан, вращая его попеременно в обе стороны на половину оборота и периодически то прижимая его к седлу, то ослабляя усилие прижима.

7. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом на седле клапана после притирки также должен появиться матово-серый поясок шириной не менее 1,5 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Инструменты:
- Оправка A.60153/R
- Оправка A.90310/1
- Оправка A.90310/2
Ключ на 13
Молоток
Детали и расходники:
- Втулка выпускного клапана 4шт
- Втулка впускного клапана 4шт
Примечания:
Если увеличенные зазоры между направляющими втулками и стержнями клапанов не удается устранить заменой клапанов, замените направляющие втулки.
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.
Полезный совет:
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
2. Переверните головку и легкими ударами молотка через оправку A.60153/R.
. выпрессуйте втулку в сторону привода клапанов.
3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.

Примечание:
Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.

4. После запрессовки разверните отверстия во втулках оправками A.90310/1 и A.90310/2:
— впускных клапанов — до диаметра 8,022-8,040 мм;
— выпускных клапанов — до диаметра 8,029-8,047 мм.
В статье не хватает:

Вчерашний день закончился тем, что выявлена яйцеобразность направляющих клапанов…
Чтож, поехал сёдня в магаз за новыми (800р)


Выбивать направляющие сначала попробовал болтом на 8… так не делайте, он гнётся)

Затем взял выколотку по-мощнее, заточил кончик, сделав центрующий выступ. И ей без проблем, с помощью кувалдометра, выбил все направляющие

Теперь нужно одеть стопорные кольца на направляющие. Как известно, через нижний конец направляющей натягивать кольцо нельзя, т.к. оно будет оставлять борозды на поверхности направляющей, и по ней впоследствии будет гнать масло…
Короче нужна трубка с зауженным одним концом… нашел трубочный ключ хз на сколько… он чётко одной стороной одевается на направляющую, а на другой конец с некоторым усилием одевается стопорное кольцо, которое потом молотком через накидной ключ на 15 пропихиваю на направляющую)



Стало удобнее забивать через ключ на 14

Вот такой получился наборчик для одевания колец на направляющие клапанов)

А тут готовые направляющие с кольцами купаются в керосине

Теперь с помощью купленной приспособы и кувалды пробуем забить направляющую. И тут нас поджидает неудача… Отламывается верхняя часть направляющей… Металл гауно?

Отправляемся в магаз за другими направляющими… В этот раз беру германские мастер-спорт (590р)
Читайте также: