
Как накатать резьбу на спицах
Обновлено: 08.07.2024
А может есть другие способы
..есть еще такой путь. спицы уралячьи а нипеля ижовские. у ижа резьба на 4. только надо чуть на токарном место под резьбу подготовить..так я пробовал..хер нарежешь..
ОООоо кОська. Здарова! А че просто так плахой не накатаешь? Ну хотяба зажимной плахой.
Я вот тожа, еще до Barracuda подумал: Что ни плашек не видели чтоль? Еси толстая - подправь на наждачке.
Ээээ, хлопцы, насколько я понимаю если нарезать плашкой, то резьба получится меньше, т.е. скорее всего подойдет ижевский ниппель (как выше упоминалось). Но в идеале резьба должна быть накатанной под штатный ниппель, и как мне тут разные люди втирают ето можно сделать только на спец. станке, который не на всяком заводе есть, т.к. таких извратных задач мало.
Так что поясните .
Я лично ни чего страшного в том что - бы нарезать резьбу плашкой не вижу . Собрал себе заднее колесо имено по такой схеме , получилось вполне достойно.
Дело в том, что у ижей резьба в нипелях не на 4, а на 4,5. А найти такую плашку проблематично.
По-моему, так:
1) накатанная резьба прочнее нарезанной
2) "сырой" металл на спицы не идет - нужна цементация
На мой взгляд, лучше выточить удлиненные ниппели - и сс спицами не изголяться и выглядит - SUPER .
Рекомендую обратить внимание на спицы со старых, так называемых, ирбитовских колес. На них резьба не накатана, а нарезана, т. к. диаметр самой спицы равен, если не ошибаюсь, 5 мм, а не 4,5 как на новых.
Берешь, режешь и все дела.

торгующие велосипедами, аксессуарами и запчастями. Вот, туда-то я и обратился (совершив по моему мнению огромную ошибку), заказал изготовить (заспицевать) колёса.
Мною заранее были приобретены обода и втулки, но не было спиц, не вопрос, сказал мне Главный, и "мастера" приступили к сборке колес, на это всё, они затратили 2 месяца.
Нормальные сроки, так мне сказал Главный. Заплатил я тогда, что-то около 3 тыр. Расплатившись с "мастерами", получив на руки колёса, и оценив их"деятельность",
мне слегка не похорошело от увиденного, колёса были собраны "на отъе..сь", но как говорится, не они ко мне пришли, а договор дороже денег. И. я решил окончательно и
бесповоротно, ремонтировать велосипед САМ. Техническое образование и специальность тому поспособствовали. Прикупил кое-какое оборудование, в известном английском
магазине. Что-то меня уже понесло. Не буду затягивать.
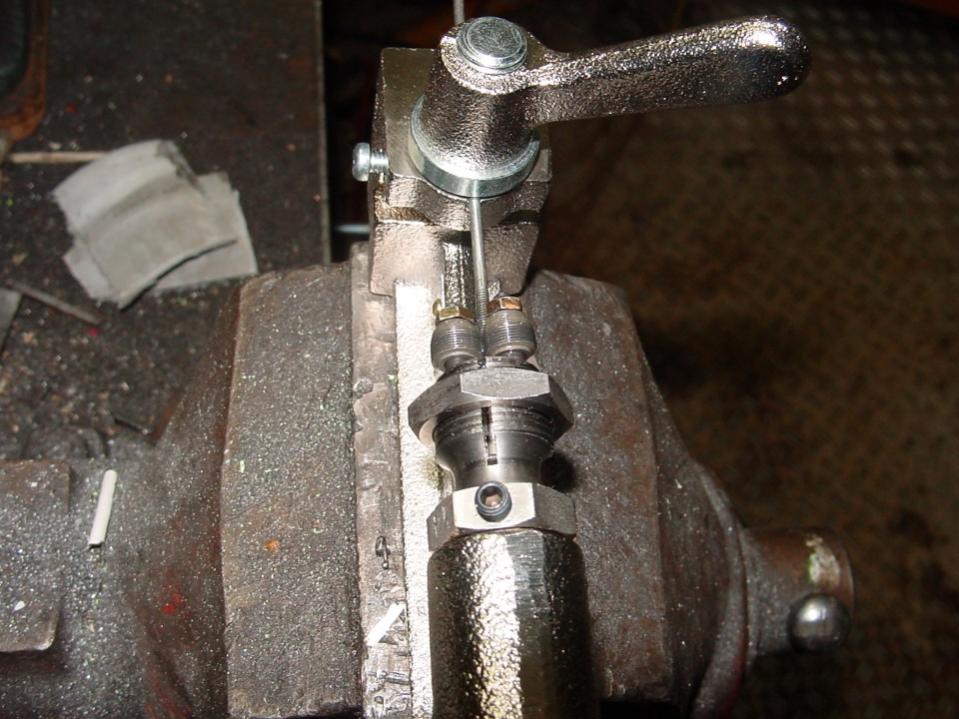
Хочу предложить Вашему вниманию, устройство для накатки резьбы на велосипедных спицах. В отличие от японского и тайваньского устройства, это конечно цена.
Это для тех кому, ремонт и обслуживание велосипеда самостоятельно, не в тягость.
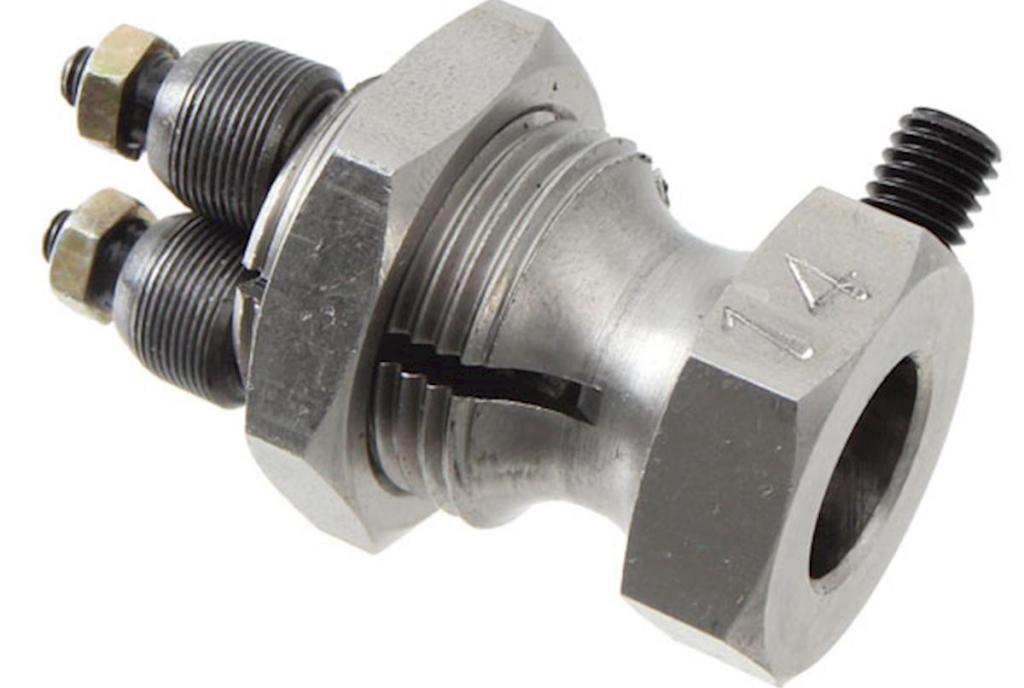
Для этого потребовалось купить, головку 14G или, если хотите плашку (самая дорогая деталь), четыре кронштейна китайских, 6 шт. Винтов М5 имбус из креп маркета, трубка
стальная, пойдёт и алюминиевая диаметром 10 мм и цанговый патрон от тех же китайцев, отрезок профильной трубы 50 х 20 мм, электродрель,
ещё шестигранники,сверло на 5 мм, два вечера, вот результат.
П.С.Раньше, спицы покупал исключительно по длине, согласно вычислениям на калькуляторе.

Хотя развитие современных технологии в машиностроении сделало возможным замену множества металлических деталей более практичными твердотельными пластиками и композитами, потребность в стальных элементах по-прежнему сохраняется. Остаются актуальными и технологии обработки металлов, но и в этой сфере появляются новые методы и средства. Так, накатка резьбы, заменившая традиционную резку, позволила оптимизировать производственный процесс изготовления деталей и повысить качество винтового соединения в принципе.
Особенности процесса накатывания

Технология относится к разновидностям поперечной накатки, но в данном случае упор делается на использование роликов применительно к цилиндрическим заготовкам. Метод также ориентируется на принципы выдавливания винтового профиля, что позволяет мягче формировать резьбу, придерживаясь технического задания до мельчайших размерных показателей. К особенностям же процесса накатки резьбы можно отнести следующее:
- Отсутствие разрушения внутренней структуры металлической заготовки. Это относится также к коррозийностойким, жаропрочным и специальным видам сталей. Именно мягкое деформационное воздействие исключает нежелательные процессы избыточного давления на металл.
- Происходит упрочнение наружных слоев заготовки, а также увеличивается нагрузочная способность элемента.
К этим преимуществам стоит добавить и характеристики самого винтового профиля. Вследствие скольжения накатки рельефная поверхность обретает оптимальные показатели твердости и шероховатости с микроструктурой, благоприятной для контакта с текстурой прилегающих поверхностей.
Накатка двухроликовыми станками

В реализации данного способа применяются резьбонакатные станки-полуавтоматы, позволяющие выполнять с высокой точностью метрические, трапецеидальные и другие винтовые профили. Также выполняются сложные рифления на ходовых деталях и мелкомодульных косозубых колесах. Сам процесс формирования резьбы производится путем обкатывания профиля, который наносится предварительно. Это своего рода накатка насечек на резьбе, образующаяся за счет принудительного вращения роликов. В процессе движения станок выполняет и радиальное перемещение функциональных элементов с помощью приложения усилия от гидравлического привода. В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая формируется при контакте роликов с поверхностью детали и нарастает по мере внедрения деформирующего профиля.
Характеристики роликовых сегментов
Сами ролики для накатывания являются лишь составной частью универсальной машины, однако по принципу своего действия могут выступать и самостоятельными резчиками. В любом случае важно учитывать два основных параметра при выборе данного сегмента – предел прочности и диаметр профиля. Что касается прочностных показателей, то накатка резьбы роликами способна выдерживать до 1400 МПа, поддерживая точность до 0,1 мм. Недостатком же этого способа как раз является ограничение по толщине цилиндра. Например, диапазон по диаметрам обрабатываемых деталей стандартного формата варьируется от 1,5 до 15 мм в среднем. Шаг резьбы при этом будет составлять до 2 мм, а длина – порядка 80 мм. В то же время технология получается довольно затратной с учетом сложности изготовления роликов и автоматов, обслуживающих рабочую инфраструктуру.
Накатка державками и цилиндрическими головками
Данная оснастка применяется в составе с цилиндрическим неприводным инструментом. В качестве эксплуатирующего оборудования могут задействоваться универсальные металлорежущие агрегаты. Например, в качестве станка для накатки резьбы с державками и цилиндрическими головками вполне могут использоваться токарные, токарно-револьверные и шпиндельные автоматы. Главной технологической особенностью применения самой оснастки можно назвать завершенность и высокую точность процесса. Те же головки обеспечивают окончательную обработку с поддержкой высоких требований относительно параметров биения, соосности и стабильности резьбы. То есть после применения данной операции в специальной доработке уже нет потребности. Но вместе с преимуществами применения державок и головок для накатки есть и недостатки, к которым относят низкую производительность, что исключает возможность применения метода в крупносерийном формате изготовления.
Накатка плашками
Данная технология, напротив, успешно применяется на метизных производствах при серийном выпуске крепежных изделий с обычной точностью. Применение плоских плашек отличается высокой производительностью, при этом требуя подключения простого по своему устройству оборудования. Это обеспечивает и надежность рабочего процесса, и универсальность при изготовлении разных по типоразмеру деталей. Например, диапазон диаметров под накатку резьбы в данном случае будет составлять 1,7-33 мм. Максимум по длине резьбы составит 100 мм, а шаговый отступ находится в рамках 0,3-3 мм. Из негативных сторон применения плашек можно назвать низкие показатели твердости деталей, поскольку оснастка работает только с материалами, предел прочности которых не превышает 900 МПа. С другой стороны, плашки специальных модификаций дают возможность выполнения накатки на самонарезающихся шурупах и винтах за один резьбовой проход.
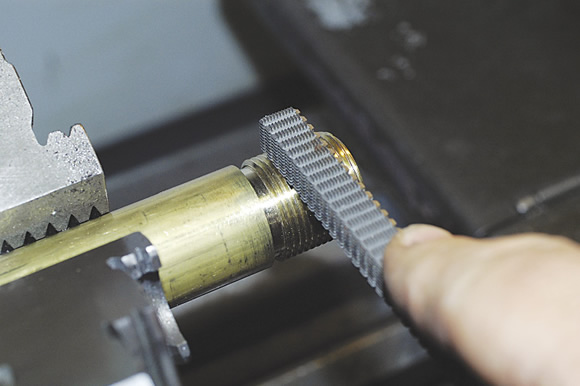
Ручная накатка резьбы
Механизированные станки на электроприводе не всегда дают ожидаемо точный результат. Они хорошо себя проявляют в поточной обработке и при выполнении сложных задач, связанных с деформацией твердотельного металла. Но, к примеру, накатку на спицах лучше выполнять на ручном станке без привода. Ручного усилия будет достаточно для выдавливания небольших витков на цилиндрической поверхности металла, причем с поддержанием высокой точности. В работе используются компактные станки, устройство которых формируется двумя частями – станиной и рабочей оснасткой с тремя роликами. Процесс накатки резьбы на спицах выполняется через рукоятку, связанную с головкой через вал. Спица интегрируется в цанговый механизм с регулируемым гнездом. При этом важно заранее предусмотреть крайние значения по диаметру заготовки. В среднем для таких станков подходят цилиндрические детали толщиной 1,5-3 мм.
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Заключение

Технология накатки дает немало преимуществ изготовителю, что выражается в эксплуатационных качествах самой детали и оптимизации рабочего процесса. Но, выбирая этот метод формирования винтовых профилей, следует учитывать и его слабые стороны. Главным недостатком накатки резьбы является быстрый износ обрабатывающей оснастки. У разного инструмента могут стираться профильные витки, происходит износ торцовых фасок и выкрашивание рабочей области. Устранить или минимизировать подобные эффекты позволяет регулярное техобслуживание приспособлений, выражаемое в своевременной правке, заточке и обработке защитной химией по металлу.
Всем привет! Имеется обод от восхода, ступица от рейсера эндуро 150, ниппели от восходовского обода и спицы от Урала. Все это нужно слепить вместе, и теоретически можно это сделать.
Толщина спицы урала 5мм. Резьба на ниппелях восхода м4*0.7 накатать резьбу нельзя, но можно нарезать. Достать ниппели ураловские тоже нельзя.
Вопрос: как нарезать резьбу, чтоб она никуда не ушла, и резьба была более-менее качественная.
Если кратенько то вот так.
А если более развернуто:
Купил китайский мотоцикл рейсер эндуро 150. Там есть колесо, но проблема в том, что из-за того что спицы поломались, обод решили заварить пластинами металла по неведомой советской технологии, и теперь у колеса восьмерка, и яйцо.
В группе вк вычитал что ставят на родную ступицу диск от восхода, и спицы от урала, но никто не говорит как нарезать резьбу.
А проблема в том, что пр нарезании резьбы она уходит в сторону, относительно центра спицы. Подскажите какой-нибудь способ нарезать резьбу на спицах.
Читайте также: