
Как расточить пильный диск на токарном станке
Обновлено: 30.06.2024
Обычно проточку тормозных дисков выполняют на токарном станке. Когда такая возможность отсутствует, или не хочется платить токарю, подобную операцию можно реализовать самому прямо на машине, используя ее возможности. Для этого не нужны какие-то специальные знания и навыки, и она практически не потребует затрат.
Понадобится
- Тормозной диск для проточки;
- наждачная бумага 32-Н (Р40) и 20-Н (Р80, Р120);
- тормозные колодки;
- карандаш или маркер;
- ножницы по металлу;
- тюбик суперклея.
Процесс проточки тормозного диска
Приподнимаем колесо, диск которого нуждается в проточке. Ставим машину на ручной тормоз, положив под остальные три колеса упоры (башмаки). Демонтируем колесо и наворачиваем гайки на болты для фиксации диска на его штатном месте. Снимаем тормозные колодки.
Наносим на обратную сторону наждачной бумаги марки 32-Н (Р40) контур фрикционной накладки тормозной колодки, взаимодействующей с диском, подлежащим проточке.
С помощью ножниц по металлу вырезаем по полученному контуру два одинаковых фрагмента в листе наждачной бумаги.
Приклеиваем вырезанные фрагменты обратной стороной к фрикционным накладкам новых тормозных колодок с помощью суперклея, соблюдая совпадение контуров вырезок из наждачки с контурами накладок.
Устанавливаем тормозные колодки с наклеенной наждачкой на штатное место, т. е. в суппорты и затягиваем колесные гайки для правильной установки тормозного диска.
Включаем третью передачу и запускаем двигатель. По звуку можно определить, что колодки неравномерно прижимаются к диску. Это признак того, что диск деформирован от перегрева.
Переходим на четвертую передачу и несильно рукой периодически нажимаем на педаль тормоза. Продолжаем это делать до тех пор, пока звук взаимодействия колодок с наклеенной наждачкой и диском не станет более или менее равномерным.
Переводим рычаг переключения передач на нейтраль и осматриваем диск. Обнаруживаем на диске небольшие задиры, поэтому заменяем на колодках грубую наждачку на более мягкую, например на 20-Н (Р80 или Р120) и повторяем процесс.
В итоге тормозная поверхность диска приобретает плоскую форму и площадь прилегания колодок становится максимальной. Эффективность торможения возвращается к требуемым нормативам.
По завершении проточки диска наждачную бумагу легко срываем с колодок, а следы клея на них быстро сотрутся при взаимодействии с диском и не скажутся на качестве торможения.
Смотрите видео
Хотел бы поделиться, а может кому и помочь с такой проблемой как расточка Центрального отверстия диска. сокр ЦО. А именно, при покупке дисков не все обращают внимания на размер цо диска, и при монтаже их на ступицу, мы с огорчением понимаем что они не подходят! Вспомнив всех чертей за короткий промежуток времени, начинаешь перебирать все возможные варианты развития событий. А их оказывается не так много а именно два: первый продать их, но вспомнив за какие деньги они Вам достались этот вариант сразу отпадает. второй - РАСТОЧИТЬ. И тут пошел процесс поиска людей, токарей, фрезеровщиков, заводов, дело доходило чуть ли не до ОБОРОНПРОМА, так как единственное место где есть станки и люди умеющии ими пользоваться. У первых трех групп мы узнаем что либо они не могут, либо ценник от 700 до 1500 т.р. за диск и будет вам да и нам счастье. После несложной арифметики понимаем, что расточка, равна, стоимости комплекта дисков. А на последнем: диск не ручка, в карман не положить, и через КПП не пройти.И понеслась. Месяц напролет читая в интернете статьи, о том, что можно, что нельзя с ними делать. я сделал вывод для себя что точить можно самому без координатного стола, и токарного станка! Поехал в магазин купил ручной фрезерный станок и фрезу по металлу. Какой- то специалист в магазине вынес мне весь мозг. о том что у меня ничего не выйдет. Так как эта фреза не для станка, а для дрели. спросив у него, почему он сделал этот вывод, он мне ответил: ну ведь на Блистере(упаковка фрезы) нарисована фреза зажатая в патрон дрели. Тут я все понял. Посмотрел на него, молча развернулся взял станок, фрезу. поехал домой. да кстати стоимость фрезы 510 рублей, а станка 2500 рублей. Приехав в гараж достаю. собираю, ставлю диск на стол чтоб удобнее было работать. Смазываем обязательно, маслом. wd, чем угодно. материал мягкий забивает фрезу на раз. В общем я был приятно удивлен- когда через 20 минут. да именно 20 минут я расточил ЦО в размер ступицы. сняв при этом около 5 мм толщины. С радостью сняв старое колесо с авто, надеваю расточенное и о чудо с зазором 1 мм оно подходит. В общем я остался доволен и станком и дисками, и работой. плюсы проведенной работы, у меня есть фрезерный станок, на работу потрачено 1,5 часа с переобувкой авто, экономя при этом время и деньги на покатушки по производствам, токарям и т.д. Всем спасибо и удачи.
Маладес, чо, но мне пришлось наоборот, проставочные кольца покупать)))
Но чота как то отверстие смещено, или просто колесо не закреплено?
Последний раз редактировалось William Wallace; 24.12.2013 в 00:12 .
Растачивание отверстий: виды, инструмент и оборудование. Методы расточки сквозных и глухих отверстий. Технология и установки для восстановления отверстий с помощью наплавки и расточки.

Растачивание отверстий — это обработка лезвийным режущим инструментом внутренних цилиндрических или конических поверхностей для придания им необходимых размера, класса чистоты, прямолинейности или заданного положения относительно оси вращения. Расточке подвергают исходные отверстия в кованых и литых деталях, а также полученные в результате сверления. Кроме того, этот метод обработки используют для восстановления цилиндрической формы рабочих поверхностей, утраченной в результате износа, деформаций или повреждений. В этом случае поверхность перед обработкой при необходимости подвергается наплавке.
Расточка имеет меньшую производительность, чем сверление, но позволяет обрабатывать цилиндрические поверхности большого диаметра (более тысячи миллиметров) с точностью в несколько десятков микрон. Для растачивания используют как универсальные, так специализированные станки токарной и фрезерной групп. В первом случае вращается заготовка, а инструмент (резец) движется линейно в соответствии с продольной и поперечной подачами. Во втором расточная головка вращается в шпинделе, а подача может назначаться как инструменту, так и детали, закрепленной на рабочем столе.

Растачивание сквозных отверстий
В зависимости от размеров отверстия (глубины и диаметра) при сквозной расточке применяют проходные резцы, оправки или борштанги, на которых устанавливают расточные головки или блоки резцов. Проходные резцы для расточки сквозных отверстий имеют ряд отличий от токарного инструмента для наружного точения: задний угол у них затачивается так, чтобы режущая часть соответствовала габариту обработки, а передняя часть державки сужена и имеет вытянутую форму. На токарных станках резец крепится или в оправке с коническим хвостовиком на заднюю бабку, или на резцедержатель суппорта в продольном направлении. На расточных станках используются резцы, которые устанавливаются в специальные оправки.
При сквозной расточке также применяют многолезвийные оправки различной конструкции, имеющие вид толстого удлиненного цилиндра, на котором располагается несколько режущих пластин. Такой инструмент намного дороже резцов, но позволяет обрабатывать гораздо большие глубины и с лучшей точностью.
Борштанги (расточные штанги) применяют для расточки с большой глубиной, повышенной точностью или нескольких соосных отверстий. Этот вид инструмента выполнен в виде длинных цилиндрических стержней повышенной точности диаметром от 30 до 200 мм и длиной от метра до трех. По всей длине борштанги на определенном расстоянии располагаются сквозные выемки (окна) для крепления режущего или измерительного инструмента. Один конец борштанги крепится в коническую оправку и устанавливается в шпиндель, а другой поддерживается люнетом или специальной опорой. Перед началом расточки оси отверстия и борштанги должны выставляться на соответствие с заданной точностью.
Растачивание глухих отверстий
При расточке глухих отверстий применяют проходные упорные резцы или оправки с наклонными режущими пластинами. В обоих случаях возникает проблема обработки дна (внутреннего торца) отверстия, т. к. на его середине остается небольшая коническая зона, не затронутая резцом. Поэтому такая расточка выполняется в следующей последовательности:
- сверление (или рассверливание отверстия) до максимально возможного диаметра;
- черновая расточка, после которой остается припуск в несколько миллиметров;
- обработка дна отверстия специальной торцевой подрезкой до необходимой чистоты;
- чистовая расточка до заданного размера.
При глухой расточке особое внимание уделяется обработке вблизи дна отверстия. Поэтому за 5 мм до достижения полной глубины подача должна снижаться, а последний участок желательно проходить в ручном режиме. Проходные резцы применяют только при небольших глубинах расточки (100÷150 мм). Во всех остальных случаях используются расточные головки различных типов.

Технология восстановления отверстий расточкой
С помощью расточки восстанавливают цилиндрические поверхности, подвергшиеся износу в процессе интенсивной эксплуатации. Такой ремонт может выполняться как в стационарных условиях на токарных и расточных станках (вертикальных и горизонтальных), так и с помощью мобильных установок в полевых условиях. Токарные станки незаменимы в тех случаях, когда необходимо восстановить точность и соосность нескольких посадочных отверстий. А расточные обычно применяют в тех случаях, когда требуется повышенная точность или деталь имеет большие габариты. Наглядным примером массового использования вертикально-расточных станков при ремонте оборудования является восстановление поверхностей цилиндров блоков двигателей внутреннего сгорания.
Мобильные установки применяют для расточки цилиндрических поверхностей непосредственно на месте эксплуатации техники. Этим способом растачивают отверстия в проушинах ковшей горной техники, поверхности вращения шахтных машин, фланцы и запорную арматуру действующих трубопроводов, посадочные места энергетического оборудования и многое другое.
Типичная мобильная установка состоит из электропривода со шпинделем и патроном, борштанги с режущим инструментом, задней и промежуточных опор. Все ее компоненты крепятся непосредственно на изделие, а жесткость, точность и соосность обеспечиваются борштангой.
Восстановление отверстий наплавкой
При восстановительной расточке цилиндрических поверхностей их диаметр значительно увеличивается, иногда на несколько миллиметров. И если при ремонте двигателей внутреннего сгорания эта проблема решается посредством использования ремонтных поршней и гильз большего размера, то для прочих видов техники черновой размер отверстия восстанавливается путем нанесения на его поверхность слоя металла. Для этих целей применяют различные виды сварки, а также напыление и лужение. После восстановления размера отверстия наплавкой оно растачивается до требуемых размеров. Эта технология является одной из самых распространенных, поэтому производители ремонтного оборудования помимо расточных и сварочных установок предлагают потребителям комплексные решения: расточно-наплавочные комплекты различных размера и мощности.

Приходилось ли кому-нибудь на практике участвовать в расточке отверстий на мобильных расточных станках? Если да, то расскажите, пожалуйста, в комментариях, как крепятся и выставляются такие устройства, а также как регулируются у них точность и соосность.
Обычно отверстия растачивают на токарных станках в тех случаях, когда требуемое качество и точность внутренних поверхностей невозможно достичь методом сверления, рассверливания или зенкерования, либо когда нет в наличии подходящего по диаметру инструмента.
Например, в заводских условиях заготовки с предварительно подготовленными отверстиями, получаемыми с помощью штамповки, литья или ковки подвергаются последующей обработке методом растачивания, так как их поверхности не соответствуют необходимым техническим требованиям.
При выполнении расточных работ на токарных станках можно получить отверстия в пределах 8 - 11 -го квалитета точности при этом качество обработки поверхности Ra 6.3 … 12.5 мкм для предварительной грубой обработки, и 0.8 … 3.2 мкм при окончательной чистовой обработке.
При использовании твердосплавных резцов для расточки цветных металлов точность размеров может достичь 7 -го, а в некоторых случаях даже 6 -го квалитета, при этом чистота отделки поверхности будет в пределах Ra 0.4 … 0.8 мкм .
Обработку отверстий на токарных станках выполняют с помощью специально предназначенных для этого расточных резцов. От того какого рода будет обрабатываться отверстие выбираются типы расточных резцов которые могут быть предназначены, как для сквозных отверстий, так и для глухих.
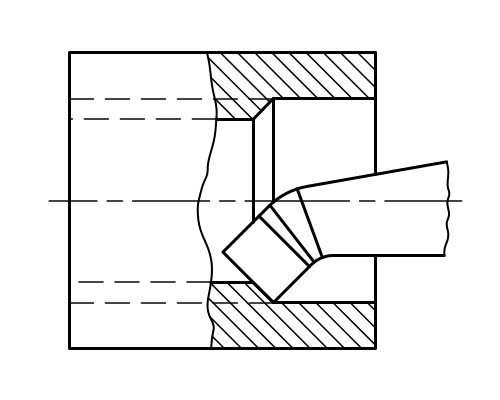
Обработка сквозного отверстия
В процессе растачивания для резца создаются более тяжёлые условия, нежели при обычном наружном обтачивании. Это связано с тем, что в зону резания затруднено поступление охлаждающей жидкости, а так же имеет место плохое удаление стружки. Стоит отметить, что расточные резцы значительно меньше в сечении по сравнению с остальными резцами, применяемыми на токарном станке. Данный инструмент к тому же имеет большой вылет и как следствие является менее жёстким, что неизбежно вызывает вибрации из-за прогиба. Как правило, для расточных резцов выбирается уменьшенная скорость резания и задаётся небольшой съём припуска с заготовки.
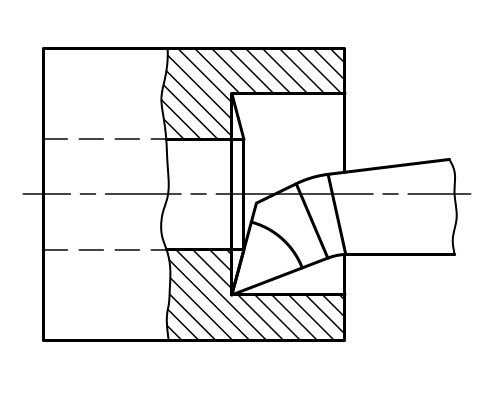
Обработка глухого отверстия
Обычно установка резца при черновом растачивании выполняется по центру оси детали либо чуть, ниже на один – полтора миллиметра, за счёт чего происходит увеличение переднего угла γ , что улучшает условия резания и снижает вероятность возникновения вибраций.
Если резец установить выше центра то его будет отжимать, в результате чего размер отверстия будет меньше требуемого. В этом случае при последующей многопроходной расточке размер отверстия можно довести до номинальной величины. Зная особенности расточных резцов, установку инструмента для чистового растачивания рекомендуется производить несколько выше цента оси вращения детали на 0,01 – 0,03 диаметра отверстия. Стоит отметить, что если расточной резец установлен, ниже центра его тоже отжимает, причём диаметр в этом случае увеличивается на величину большую от требуемой, к тому же может наблюдаться искажение формы отверстия.
Дефекты при растачивании
Производя обработку внутренних поверхностей цилиндрических отверстий, приходится сталкиваться, как правило, всё с теми же дефектами, что и при обтачивании цилиндрических поверхностей расположенных снаружи: отклонения, рассматриваемые в продольном сечении ( поверхность может принимать форму бочки, седла, конуса ); отклонение от круглой формы (овальность или огранка); несоответствие прямолинейности оси отверстия.
При зажатии в токарный патрон из-за усилия, прикладываемого его кулачками, возникают упругие, и даже пластические деформации при зажатии тонкостенных заготовок.
Читайте также: