
Установка поршней иж юпитер иж
Обновлено: 06.07.2024
Сколько мощи можно снять с половинки ИЖ Ю-5. +резонатор+ лепестковый клапан+ продувка, и шоб ресурс часов 100остался. коленвал проточить , для облегчения?
Можно и 20 л.с снять , но все упирается в коленвал и поршень. В колено можно поставить сепараторный шатун от Минска ( по размерам один в один) но сами блины дохлые и жесткости у вала нет никакой. Вал и так легкий куда его и зачем еще облегчать, вам важна динамика разгона? Его надо баллансировать, вибрация от него большая очень. Поршень с толстыми чугунными кольцами не пригоден для большой мощности. Пытался найти импортный аналог. Есть такой поршень на старенькой Кавасаки, но она настолько старенькая, что не могу я найти где и у кого его можно купить. Размер 62 был только на этой моделе, все остальное начинается с 64 и т.д.
Брал Китайские поршни и могу сказать, что они намного лучше нашего откровенно левого г..на, жаль только что Китайцы повторили такие же толстые кольца и без хрома. Они наивные все копируют как в оригинале пологаясь на производителя.
работаю над процессом, но вопрос колец остается открытым. сегодня смотрел импортные кольца от мотоциклов 62 нет таких. Есть от 64 до 66,5 через 0,25 . Цена двух стальных хромированных колечек 1450р. Это только кольца.Поршневой палец стоит в районе 400р и изготовление поршня минимум 1500р, это получится комплект о 3500р. Интересен ли будет такой вариант, стоит ли заморачиваться?
Получаем мотор 3500+ зажигание, картер, карб, резонатор, дороже БУРЖУЙСКИХ . НАРОД ждет дешевый мотор 300-600 $ , шоб легкий и редуктор шестерёнчатый и винт с регулируемым углом.
300-600 баксов он может стоить при серийном производстве более 20 000 штук в год
Но это не реально, у нас столько пилотов не найдутся по всему миру
Дай бог чтоб хотя бы себестоимость в 600 евро уложиться при самостоятельном изготовлении (если использовать уже готовые ЦПГ, коленвалы и т.д. от скутеров и др. техники)
Можно и 20 л.с снять , но все упирается в коленвал и поршень. В колено можно поставить сепараторный шатун от Минска ( по размерам один в один) но сами блины дохлые и жесткости у вала нет никакой. Вал и так легкий куда его и зачем еще облегчать, вам важна динамика разгона? Его надо баллансировать, вибрация от него большая очень. Поршень с толстыми чугунными кольцами не пригоден для большой мощности. Пытался найти импортный аналог. Есть такой поршень на старенькой Кавасаки, но она настолько старенькая, что не могу я найти где и у кого его можно купить. Размер 62 был только на этой
Расскажите пожалуйста, ЧЕМ принципиально отличается коленчатый вал Юпитера от КВ высокофорсированных скутеров и мотоциклов такого же класса.
1.Применяют другие материалы, другая технолоия, масла , -что конкретно сделано на для достижения приемлемого ресурса для дорожных мото. ?
2. Как сильно уменьшится ресурс того же КВ от Юпитера , если форсируя увеличим обороты 1.5 раз (следовательно и мощность, если сохраним прежний коэфф. наполнения цилиндров топливной смесью на повышенных оборотах ; ну там карбюратор побольше. полировка и доработка каналов.. лепестковые клапана. настроенный глушитель. (не увеличивая степень сжатия)).
Бояться перегрева не будем, двиг рассчитан на охлаждение и на меньшей скорости , в тени коляски
НА сколько раз меньше, почему.. Аргументы ?
По какой причине ? Что, кольцо нормально работавший при 6200о.мин при 9000о.мин перестанет уплотнять, начнет пропускать 30% газов ? ? Или другая причина ?
Я читал -Бекман "Гоночные мотоциклы" - кольцо, как правило ОДНО, нужен для уплотнения на малых оборотах и отвода тепла от головки поршня . к цилиндру. На высоких оборотах перестает играть свою роль, , а газы и так не успевают просочиться через узкую щель за короткое время. Вспомним декомпрессионные сверления в цилиндрах..или лабиринтное уплотнение между картерами ЯВА 350 ( без резиновых сальников)
Если все таки толстые кольца не работают-- Почему ? ?
Вы профессионал в этих вопросах подскажите пожалуйста, как и на сколько можно увеличить мощности отечественных моторов, и какой ожидается ресурс на парамрторе , при соблюдений всех правил и ТО.
И сотни начинающих будут вам благодарны.
А ВЫ можете предложить на отеч. рынок легкий и недорогой для наС, и выгодный ВАМ СотнЮ. двигателей (Разной комплектации). на базе ЦПГ и КВ известного вам скутеров или серийных мото, Литье для картера и станки у вас есть. Европа рядом. а там ой как много цилиндров и КВ.
Опыт Белорусов. Италия "ИМХО" работает так. Никому невыгодно делать кокиль для сотни двигателей..Меня бы устроил легкий мотор 15-20сил с ресурсом 200- 300час.
Заранее благодарен = Ильвер
Перед тем как вытащить свой ИЖ Юпитер из гаража после длительного зимнего простоя, стоит уделить время для ревизии его основных деталей, в число которых входит двигатель и непосредственно поршневая часть.
Поршневая на Иж Юпитер 5
После проведения инвентаризации запасных частей и при поиске замены вышедших из строя деталей на современном моторынке вам наверняка попадутся на глаза новые поршни на Иж Юпитер диаметром от 62мм до 63мм (ремонтный шаг поршней и колец составляет 0,25мм)
Стоит разобраться подробнее, что же такого особенного в этих новых поршнях.
Ассортимент поршней для Юпитера
Новая поршневая на иж юпитер 5 имеет несколько преимущественных особенностей. Главное преимущество в том, что эти модели поршней не изменяют своих размеров при нагревании.
Поршни изготовлены из специального материала и проходят термическую обработку, что позволяет им не изменять своего размера даже при достаточно высокой температуре.
Когда двигатель становится слишком горячим, его поршни могут нагреваться, высокая температура приводит к увеличению диаметра поршней и, таким образом, цилиндр для них становится слишком маленьким.
Можно купить поршневую на иж юпитер 5 от европейских производителей, в основном из Польши.
Они доступны для большинства советских мотоциклов:
- Днипро,
- Урал,
- К-750,
- Jawa,
- ИЖ Юпитер,
- ИЖ Планета и пр.
Есть также ряд китайских аналогов, однако они существенно уступают в качестве оригинальным советским или польским поршням.
Следует внимательно смотреть на аналоги, потому что они не дадут никаких преимуществ, которые вы можете получить от оригинальных поршней из Европы.
Преимущества использования современных поршней юпитер
Первое преимущество очевидно — вы можете забыть о захвате тепла.
Это особенно важно для тех, кто живет в теплом климате и использует свой мотоцикл в жаркие летние дни.
Многие автомобили и мотоциклы отлично работают в летнее время.
Другое преимущество современных поршней заключается в том, что они позволяют создавать очень маленькие зазоры между поршнями и цилиндрами. При тюнинге заводского двигателя мотоцикла возможно сделать эти зазоры 0,02 мм. Причем у вас не будет никаких проблем с этим, даже несмотря на очень интенсивную езду на велосипеде в жаркие летние дни.
Третье преимущество, по крайней мере для двигателей, где установлена поршневая иж юпитер 5, состоит в том, что поршни доступны как для стандартных, так и для автомобильных колец. Можно купить поршни и для автомобильных колец.
Это позволит использовать автомобильные кольца высокого класса. Они намного эффективнее и надежнее стандартных колец для ИЖ Юпитер. Эти кольца также спасут масло от сжигания в камерах сгорания.
Современная сборка поршневой иж юпитер 5 увеличивает компрессию, позволяя использовать бензин с более высоким октановым числом и улучшая характеристики двигателя.
Подводя итог по преимуществам использования поршней, можно сказать, что установка современных деталей сделает ваш двигатель более надежным, защитит его от перегрева, сократит потребление масла и улучшит характеристики двигателя.
Как купить качественные поршни юпитер
Хорошие поршни производятся в Европе. Если вы живете там или у вас есть друзья/ родственники, вы можете узнать, где именно детали произведены, и купить их у производителя.
Также можно купить поршневую на юпитер 5 у местного официального дилера таких запчастей. Как правило, на российском рынке также доступна поршневая на иж юпитер 5, цена на нее примерно 40 долларов США.
Как правильно установить поршни в цилиндрах юпитер 5
Существует два способа установки поршней: простой и правильный. Большинство владельцев мотоциклов предпочитают легкий путь, но если вы хотите получить максимум от своего двигателя, рекомендуется приложить некоторые знания.
Многие владельцы мотоциклов и сами прекрасно знают, как устанавливать новые поршни. Новая поршневая иж юпитер 5, купить которую, как уже говорилось, возможно онлайн, будет устанавливаться так же, как и старая. Потому можно воспользоваться инструкцией по эксплуатации вашей модели мотоцикла.
Для тех, кто делает замену поршневой системы впервые, стоит запомнить одно важное правило.
Очень важно поддерживать правильный баланс в любом двигателе, особенно в плоском сдвоенном. Многие люди просто взвешивают поршни и все, в то время как важно взвешивать не только поршни, но и пальцы и шатуны. Общая идея состоит в том, чтобы все эти детали имели одинаковый вес. Таким образом, двигатель будет сбалансирован, то есть он будет работать более плавно. Это особенно важно, если вы планируете использовать его на высоких оборотах.
Как выбрать износостойкие поршни на юпитер 5
Отказы двигателя мотоцикла часто случаются из-за неисправностей поршневой системы:
- прогорают кольца и днище;
- образуются зазоры боковой поверхности юбки;
- поршень изнашивается.
Поэтому важно, чтобы поршень был изготовлен из высокопрочного материала, способного выдерживать нагрев до 300 °C и не расширяться при этом.
Долговечность детали зависит также от соблюдения ее геометрии. Компенсация неравномерного нагрева разных участков поршней по высоте осуществляется за счет особенной формы — конусной или бочкообразной юбки. Компенсировать деформации от действия сложного набора сил возможно за счет овального поперечного сечения юбки.
Поршни для серийных аппаратов часто изготавливают с помощью литья в кокили (специальные формы). Заготовки, полученные таким образом, проходят несколько стадий обработки: сначала термическую, а затем — обработку на станках.
Такая технология существенно дешевле и доступнее, чем, к примеру, изотермическая штамповка, которую применяют для изготовления спортивных и тюнинговых деталей.
Важно учитывать, что требования к поршням могут существенно отличаться в зависимости от сферы использования. Например, в спортивных мотоциклах часто используются максимально облегченные поршни, которые рассчитаны всего на одну гонку, однако на предельной нагрузке.
Для владельцев привычного аппарата, такого как ИЖ Юпитер, нужна долговечная деталь, даже если ее установка повлечет за собой некоторую потерю мощности мотора.
На поршнях отечественных производителей может отсутствовать маркировка завода-изготовителя, на зарубежных она обязательна, таково требование ГОСТ. Допускается отсутствие маркировки только на поршнях 50-кубовой техники
Что касается внешнего вида детали, когда вам понадобилась поршневая на юпитер 5, цена на которую вам менее важна, чем качество, важно обращать внимание на следующие моменты:
- чистота литья;
- качество обработки поверхностей;
- отсутствие шероховатости поверхности донышка (предпочтительно, чтобы поверхность была полированной);
- отсутствие следов резки в канавках под поршневые кольца;
- отсутствие заусениц в отверстиях под поршневой палец;
- негрубые переходы от донышка поршня к боковым поверхностям;
- точность просверленных сливных отверстий.
Учтите, что на юбке поршня не должно быть никаких пятен — это признак недостаточно равномерной механической обработки. Также если канавка будет шире сидящего в ней кольца, оно быстро деформируется, начнет задирать зеркало цилиндра и, как следствие, будет интенсивно изнашиваться.
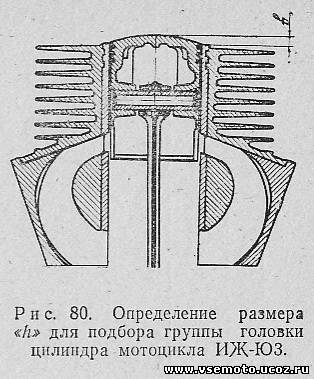
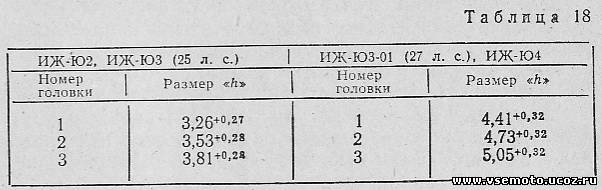
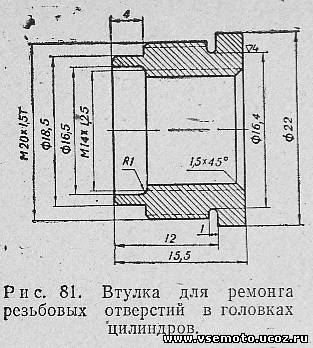
Для выявления дефектов осмотреть состояние резьбы в отверстиях головок под свечи. При повреждении резьбы головку заменить или отремонтировать. В последнем случае рассверлить отверстие до диаметра 18,43 мм и нарезать резьбу М20Х1,5; изготовить бронзовую втулку согласно рисунку 81, завернуть втулку в головку до упора и, сделав разметку, подогнать нижний торец под сферу головки, ввернуть втулку и развальцевать ее на внутренней поверхности головки.
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
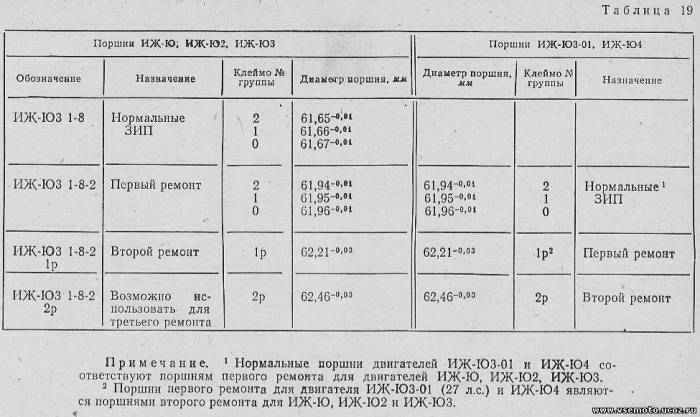
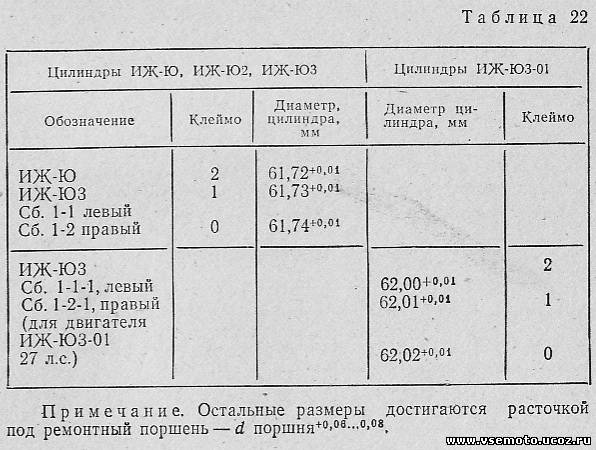
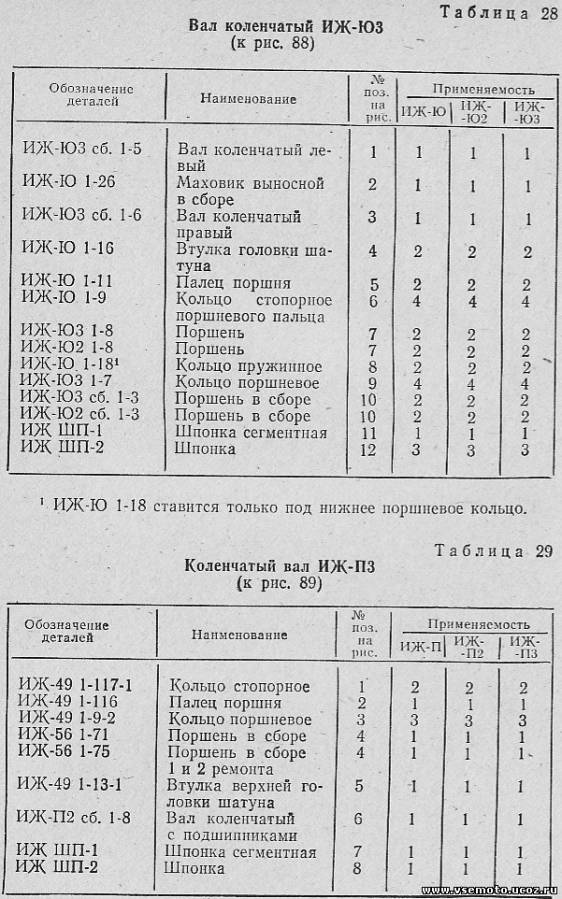
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
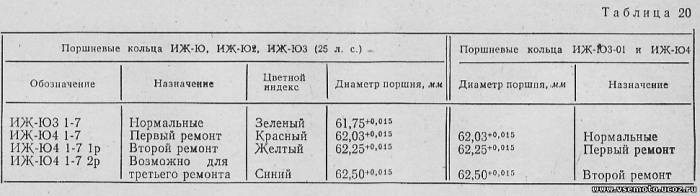
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
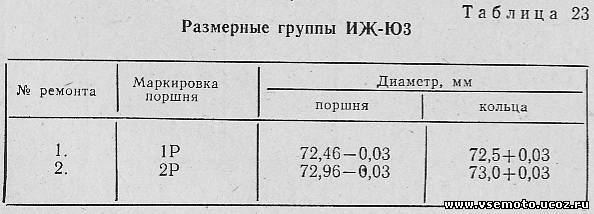
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
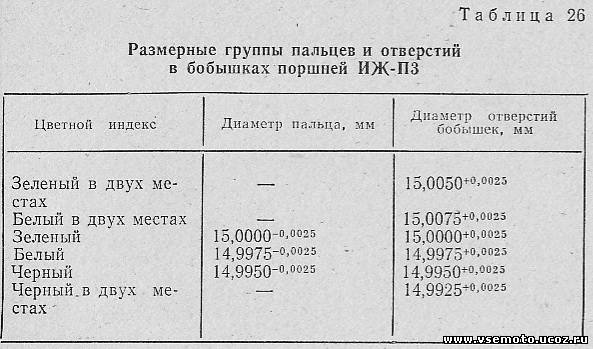
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
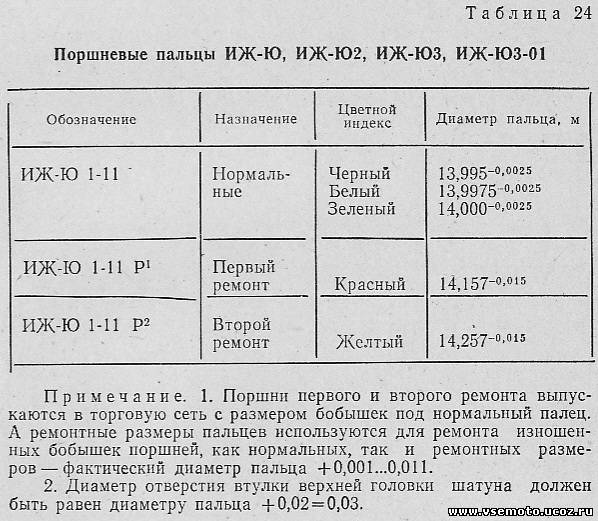
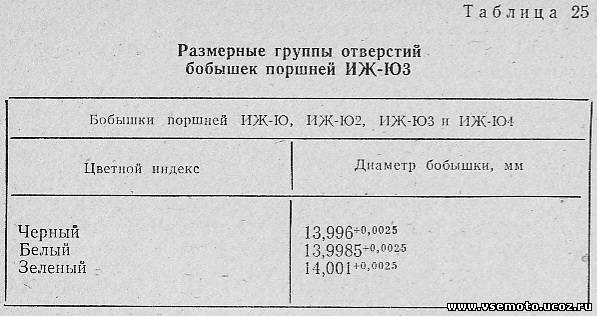
Цвет метки поршневого пальца должен соответствовать цвету метки поршня. Маркировку пальцев делают на внутреннем диаметре вблизи торца, поршней - на бобышках внутри поршня.
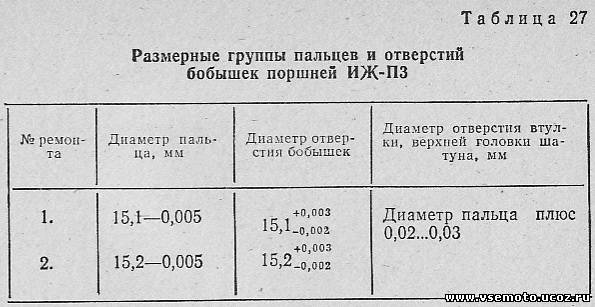
В случае износа отверстий бобышек и втулки верхней головки шатуна можно установить ремонтный палец, развернув отверстие под его размер. В торговлю поставляются пальцы 1-го и 2-го ремонтных размеров (табл. 24, 27).
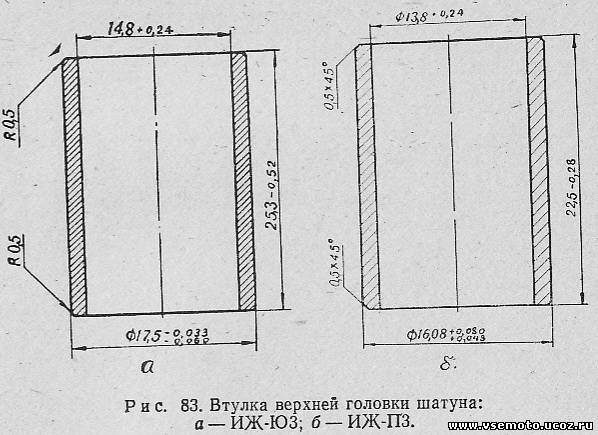
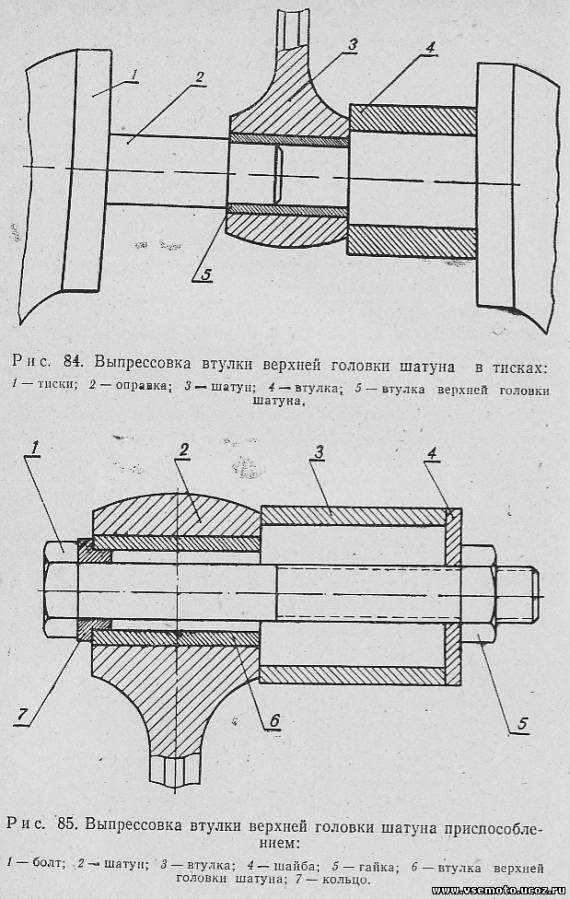
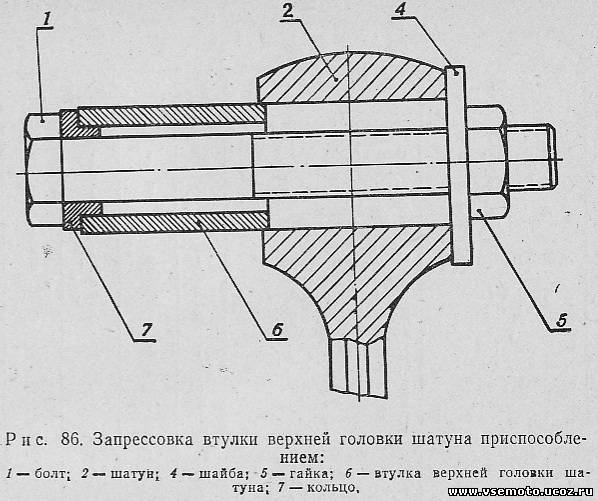
Маркируют ремонтные пальцы ИЖ-ПЗ красной эмалью по всей площади торца: 1-й ремонт - с одного торца, 2-й ремонт - с двух торцов. При износе втулки верхней головки шатуна заменить ее ремонтной или изготовленной по эскизу (рис. 83) втулкой. Материал- бронза БР.ОЦС 4-4-2,5. Выпрессовку и запрессовку втулок делают специальными приспособлениями (рис. 84, 85, 8б). После запрессовки следует обработать втулку раздвижной разверткой по размеру, указанному в таблицах 24, 27.
ПОРШНЕВЫЕ КОЛЬЦА. Новые поршневые кольца устанавливаются при замене (ремонте) поршней и цилиндров или в случае, когда поршень и цилиндр имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндр на расстоянии 10 - 30 мм от верхнего торца на ИЖ-ЮЗ, превышает 2,5 мм, на ИЖ-ПЗ - 3 мм.
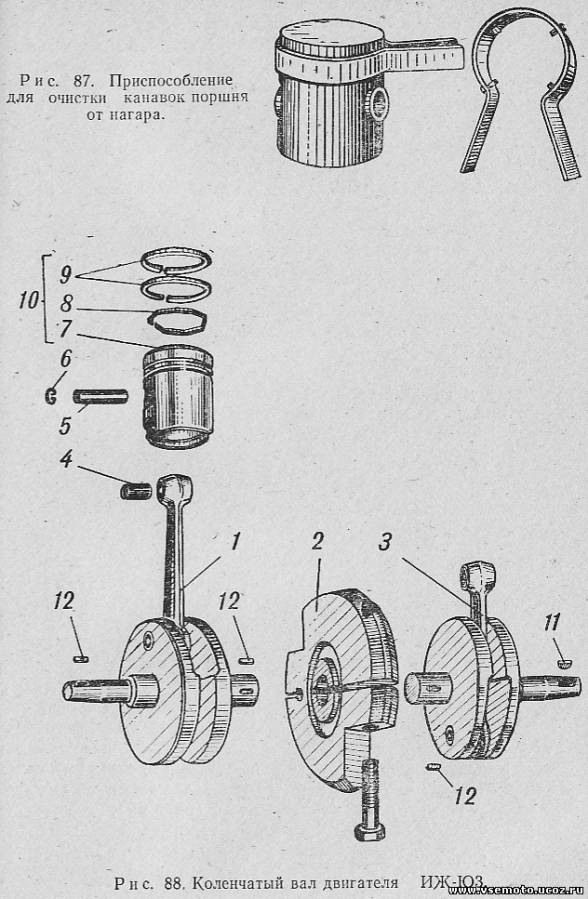
Перед установкой нового кольца удалить нагар из канавок поршня специальным приспособлением (рис. 87) или обломком старого кольца. Вставить кольцо в цилиндр и щупом замерить зазор в стыке кольца. В новом цилиндре этот зазор должен быть на ИЖ-ЮЗ- 0,2 - 0,35 мм, на ИЖ-ПЗ - 0,3 - 0,45 мм. При меньшем зазоре стыки колец необходимо подпилить. Установить кольца в цилиндр стыком в направлении, соответствующем рабочему положению и при помощи света лампы определить правильность прилегания кольца к цилиндру. Зазор на просвет допускается на ИЖ-ЮЗ на дуге 20', на ИЖ-П - 90' и не допускается в месте стыка колец на дуге в 30'.
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
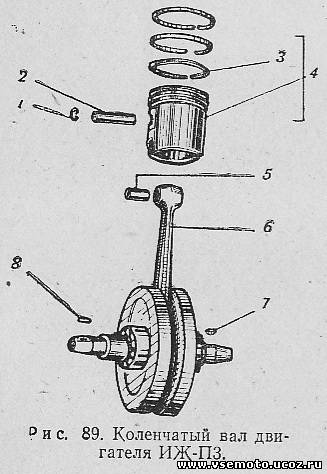
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
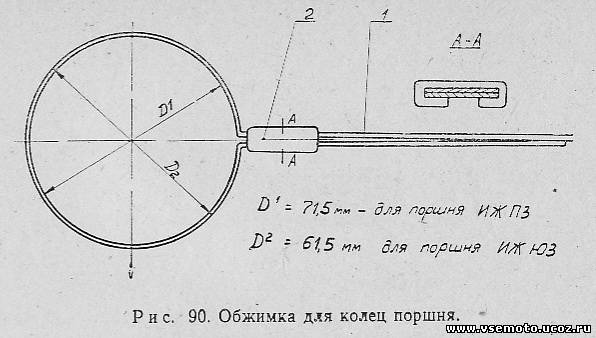
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
7. Положить под поршень подставку, смазать зеркало цилиндра маслом и надеть цилиндр на поршень, сдвигая обжимку вниз (рис. 91).
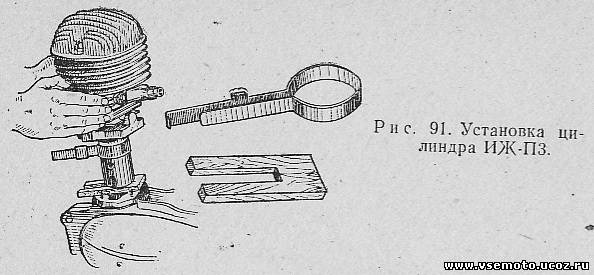
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.

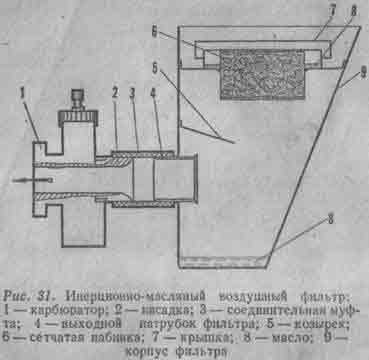
Для всех систем и конструкций воздушных фильтров, применяемых на мотоциклах, основное требование - иметь наименьшую скорость потока воздуха, проходящего через фильтр. Это достигается большим объемом фильтра и большой площадью фильтрующей поверхности. Кроме того, при установке воздушного фильтра нужно помнить, что расстояние между карбюратором и стенкой фильтра должно быть не менее двух с половиной диаметров диффузора карбюратора и диаметр соединительного патрубка-не менее диаметра карбюратора. Лучше всего, когда установлена специальная насадка на карбюратор, а она уже при помощи уплотнительной резинки соединена с воздушным фильтром (рис. 31). Чтобы уменьшить потери мощности двигателя на больших оборотах, рекомендуется объем корпуса фильтра делать равным или большим двадцати объемов цилиндра Vф > 20 Vц где Vф - объем фильтра; Vц -объем цилиндра. На мотоциклах классов 250-750 см3 трудно разместить воздушный фильтр нужного объема, поэтому приходится устанавливать фильтры по имеющемуся месту, но все время стремясь к идеальному варианту.
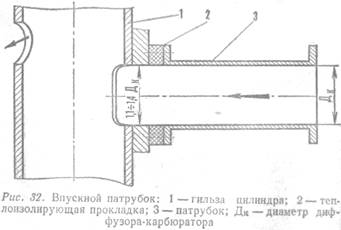
Длина впускного патрубка подбирается в зависимости от фазы газораспределения, диаметра диффузора карбюратора и предполагаемых максимальных оборотов двигателя. Основное правило: чем меньше фаза впуска и диаметр диффузора, тем короче впускной патрубок. Нужная длина впускного патрубка подбирается путем установки и подбора длины дистанционных вставок между карбюратором и цилиндром. Обычно при доводке двигателя на испытательном стенде для данного двигателя подбирается наилучшая длина впускного патрубка. А потом для подобных двигателей изготавливаются патрубки, по длине соответствующие подобранному на стенде. Эту работу можно произвести в обычных дорожных условиях методом засечки времени при прохождении прямого отрезка трассы. Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра, т. е. использование давления столба воздуха во впускном патрубке. Замечено, что более длинный впускной патрубок улучшает работу двигателя на низких оборотах, а более короткий - лучше для больших оборотов. Для каждого двигателя нужно подобрать оптимальную длину впускного тракта (от зеркала цилиндра до конца насадки). Внутренняя поверхность патрубка чисто обрабатывается и полируется до блеска. На кроссовых мотоциклах желательно устанавливать впускной патрубок под прямым углом к оси цилиндра. Установка впускного патрубка под углом уменьшает эффективную площадь впускного окна. Например: при установке впускного патрубка под углом 45° F = 7,76 см х соs45° = 5,55 cм2, т. е. 70,6% от общей площади. Такое расположение впускного патрубка невыгодно, хотя и дает более плавный поток по сравнению с патрубком, расположенным под углом 90°. Иногда как исключение из-за конструктивных неудобств (низкая горловина картера и т. д.) приходится располагать впускной патрубок под некоторым углом к оси цилиндра. В этом случае всасывающее окно делают шире, сохраняя пропускную способность окна (рис. 33).

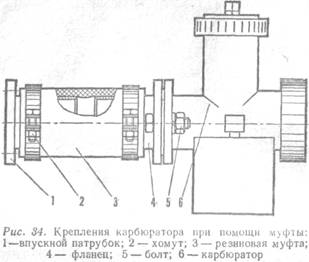
Для получения более плотного заряда свежей смеси между впускным патрубком и рубашкой цилиндра, к которой он крепится, рекомендуется устанавливать толстую ,(5 - 8 мм) специальную прокладку из теплоизоляционного материала либо соединять карбюратор с патрубком через резиновый шланг. Патрубок карбюратора надежно прикрепляется к рубашке цилиндра четырьмя, а при разделенном третьим каналом патрубке пятью болтами или шпильками. Для лучшей герметичности соединения уплотнительные прокладки лучше всего делать из паранита толщиной 0,5 мм и смазывать бакелитовым лаком. После закрепления патрубка проверить, чтобы прокладки не перекрывали сечение окна. В случае использования бензомаслостойкого шланга между цилиндром и карбюратором, для уменьшения нагрева и вибрации карбюратора, следует обратить внимание на надежность закрепления шланга хомутами к патрубку и вставке карбюратора (рис. 34).
Разрыв между патрубком и вставкой 5-10 мм считается достаточным. Длину впускного патрубка подбирают экспериментально, и зависит она от конструкции двигателя. На двигателях кроссовых мотоциклов длина впускного патрубка колеблется от 50 до 200 мм (измеряя от зеркала цилиндра до распылителя карбюратора). Общая длина впускного тракта подбирается экспериментально для каждого двигателя и может быть 200-350 мм. Суммарная длина впускного тракта состоит: ? Lвп =? + L1 + Lk + L2 где ? - длина тракта в цилиндре; L1 - длина впускного патрубка; Lk -длина карбюратора; L2- длина насадки от карбюратора до воздушного фильтра. Подбор оптимальной длины впускного тракта для каждого двигателя производится на стенде либо на дороге с помощью засечки времени. Оптимальную длину впускного тракта, обеспечивающую максимальную мощность двигателя, можно рассчитать по формуле: ? Lвп = Где n - число оборотов коленчатого вала ab - средний диаметр воздушного фильтра a - cкорость звука (20,1Т м/сек) Т вп = 273+t0вч С t0вч С - температура смеси после карбюратора.

При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца - ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).




Материал заготовки сталь 40X. Точение по копиру. Наибольший размер 65,6 +0.1 -0.5 мм. 3. Расточка по копиру, выдержав радиальную толщину 2,9 - 0,1 мм 4. На токарном станке нарезать заготовки высотой 3,4- 0,1 мм. 5. Произвести закалку и отпуск до НRс = 43-11 в термофиксаторе. 6. Плоское шлифование размер 3-0.05 мм каждого кольца. 7. Вырезка замка на отрезном круге. Припилить замок под стопор до размера 2+0,1 -0,15мм в стакане O62,25. 8. В специальных приспособлениях (оправках): а) расточить кольца до 0 57+0,05 б) обточить до O61,б-0,02 в) снять острые кромки с углов R=0.3мм 9. Набор колец надеть на оправку под хромирование. Замки зачеканить свинцом. Биение по диаметру допускается не более 0,05 мм. 10. На оправке под хромирование шлифовать до O61,45-0,02 мм 11. Хромировать. Толщина хрома не менее 0,17 мм на сторону. 12. Снова шлифовать на этой же оправке до O61,75+0,03 13. Готовые кольца расточить под L-образное сечение (рис. 40) в специальном стакане с гайкой, удерживающей кольцо

14. Обезводородить кольца. Кольца готовы. Дальнейшее обращение с кольцами должно быть аккуратным. Их поюмещают в коробку или специальный стакан, лишний раз не берут в руки до установки на поршень. Поршневой палец. Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)

При имеющихся в настоящее время хороших маслах мазка из бензина с маслом является вполне удовлетворительной для соревнований по мотокроссу. Но важно помнить, что подшипнику нижней головки шатуна не хватает смазки, поэтому надо его смазывать как можно больше. С этой целью диаметр внутренних дисков маховика должен быть на уровне наружного диаметра нижней головки шатуна (рис. 42), т. е. максимально малый диаметр щек коленчатого вала.

Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.). Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям. Шатун. Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а). Толщина шатуна 4-5 мм вполне достаточна для двигателей классов 125-175 см3 и 5-6 мм для самых мощных двигателей классов 250-500 см3 Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.

Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.


Палец нижней головки шатуна делается полым с одной стороны (отверстие O6мм), и по центру беговой дорожки роликов сверлится одно отверстие O1,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НRс = 64-63 ед.

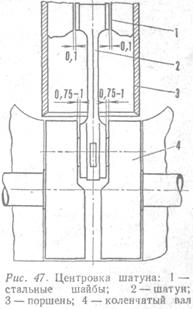
Сборка коленчатого вала. При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник. Подшипник нижней головки шатуна - роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125-175 cм3 диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94-4 является лучшим), диаметр пальца нижней головки шатуна 20 мм. Для двигателей классов 250-350-500 см3 обычно диаметр роликов 3-4 мм, диаметр пальца 20-25 мм. В верхней головке шатуна устанавливают ролики диаметром 1,5-2 мм в сепараторе или без него, с обязательной фиксацией с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна ширине верхней головки шатуна, если они устанавливаются насыпью, и на 3-3,5 мм меньше ширины верхней головки, если они устанавливаются в сепараторе. Условия монтажа и демонтажа подшипника в сепараторе лучше. Щеки коленчатого вала. Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35-40 ед. и шлифуется до нужного размера. Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала. Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков. Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном до 1.5-2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).

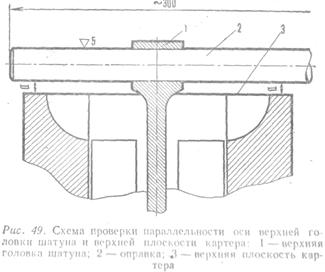
проверить одновременность прилегания стержня на уровне продувочных каналов, при покачивании шатуна в обе стороны зазор до плоскости должен быть одинаков. Балансировка коленчатого вала. Простейшая, но вполне удовлетворительная балансировка коленчатого вала производится по эмпирической формуле: Х = А(0,45 ? 0,6) + В(0,45?0,6) - В, Где, А = вес поршня + вес пальца + вес поршневых колец + вес стопорных колец + вес шайб + вес подшипника; В - 0,336 от веса головки шатуна (рис. 50).

Производя простейшие вычисления, получим чистый вес балансировочного груза X. Например: Вес поршня =140 г Вес пальца = 30 г Вес колец =5 г; Вес стопорных колец =1 г; В = 168 : 0,336 = 50 г; X = 176 • 0,5 + 50 • 0,5 - 50 = 53 г. Получив нужный балансировочный вес, установить коленчатый вал на балансировочные ножи или призмы, или во вращающиеся центры. Подвесить балансировочный груз к головке шатуна (рис. 51).
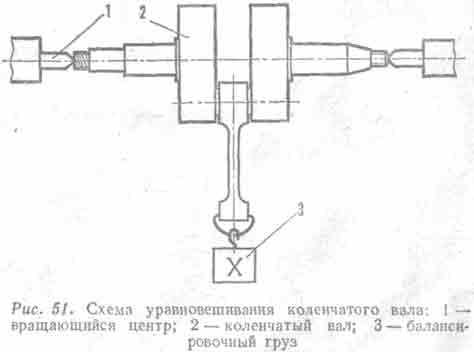
Путем снятия металла (высверливания) из щек коленчатого вала у нижней головки шатуна добиться статического равновесия. Коэффициент балансировки К = (0,45?0,6) выбирается в зависимости от ожидаемых под нагрузкой оборотов двигателя). Например, для оборотов коленчатого вала 6000-6500 об/мин этот коэффициент берется равным 0,5. Чем выше обороты коленчатого вала, тем коэффициент балансировки берется большим (для n =8000 об/мин, К = (0,55 - 0,57). Произведя один раз статическую балансировку коленчатого вала на картере двигателя, записать балансировочный вес, он же вес поршня в сборе. При последующих сменах поршня его вес подгонять под балансировочный вес коленчатого вала. Выносной маховик балансируется отдельно, а общая балансировка проверяется в сборе. Надев выносной маховик на конус шейки коленчатого вала и хорошо затянув гайку крепления, проверить балансировку. При неправильной балансировке двигателя появляется вибрация.

Парни, по стольку по сколку на мотоциклах Ява стоит три компрессионных кольца, а наши ИЖи по сравнению с ними курят в сторонке, решил я на свой Юпитер поставить поршень от мотороллера муровей, для того чтоб компрессия по лучше была, да и не звенел он, сегодня сравнивал размеры, разница только в размере пальца и дно поршня несколько выше примерно на 3 мм, про палец не проблема там разберусь, а вот с высотой как вы думаете достаточна ли она будет для того чтобы мот сразу перевести на 95 бензин и не высоковат ли он будет? кто что думает по этому поводу.
так ты ж спец. а вообще для начала доработай все каналы (впуск, выпуск, продувка) - нужно просто убрать все заводские косяки. поршни в сборе с кольцами и пальцами должны весить одинаково.
а для улучшения компрессии своевременно меняются кольца и при установке контролируются зазоры в замках колец.
это программа минимум.
и не парься.
а если хочется чего-то более интересного, так на эту тему есть куча литературы.
свернуть ветку
да проделанны уже все эти процедуры, и два корба стоят и двиг вылизан, окна пилить не стал, резонаторы считаю вот. пока стоял в магазине пришла вот в голову эта бредовая идея и решил я народ спросить мож кто уже делал такое
свернуть ветку
я головку подрезал. а резонатор нехрен считать. найди МОТО 1 за 2002год. там все есть. я по нему делал. только глушители другие немного
свернуть ветку
Статья называется "Только руки береги"
а читал читал, там окна пилят, а я не хочу этого делать, хочу просто на те что есть резонаторы посчитать
свернуть ветку
можно и не пилить, там разные варианты. а вместо поднятия выпуска например можно ровно на такую же величину спилить донышко поршня напротив окна и заполировать. хотя полировать надо в любом случае.
свернуть ветку
Читайте также: