
Как поменять вкладыши на ваз 21213 не снимая двигателя
Обновлено: 03.07.2024
В этом видео вам расскажу как легко и просто снять поддон на Ниве не снимая сам весь двигатель!Это оказалось не .
Вот не знаю конечно первый раз трем на одному но буду делать посмотрим хочу заменить кольца еще раз говорю что .
Так запишу небольшое видео снял поддон не вот 3 дверка мне сказали что нельзя поддон снять без снятия двигателя.
Поменял кольца без снятия двигателя. Если что, это C-двигатель, там "мокрые" гильзы. Музыка: BAM Library - Fighters As .
Потом ресивер и тут конец нельзя дело встало головки под короче всем привет я всегда извинишься давно видео не было .
Решил поменять масляный насос, но вскрытие показало что заменой насоса не обойтись, надо копиталить дрыгатель.
Перед тем как отвязать передний редуктор, решил заглянуть в двигатель, оказалось, что масляный насос стоит с .
Дым из выхлопной трубы и повышенны расход масла, говорит что в двигателе выработались маслосъемные колпачки или .
Показан способ снятия двигателя с Нивы без лебедки. Этот способ хорошо подходит и для снятия двигателя с классики.
Износ там как мы растрачивали как потом перепосты 15000 вы скрывали двигатель смотря не проверяли общем .
Видео получилось очень длинное! Тот кто хочет много что узнать из того что не написано не в одной книжке, просмотрев .
Почему нельзя просто поменять поршневые кольца? На что это влияет? По вопросам рекламы и сотрудничества: Илья .
Можешь это кисть коробки тикет не знал здесь тоже мокреет вон как определить stikeez коробки ли не с коробки ли со .
Итак, после того, как крышка поддона снята, можно взять головку на 14 с воротком и открутить две гайки крепления крышки .
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.


Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.


Снимаем крышку шатуна
Сдвигаем шатун вверх


Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.


Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.


Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.


Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.



Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец, извлекаем его из отверстия в поршне.
Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы.
Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.

Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.

Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.

Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.
Предельно допустимые зазоры при износе – 0,15 мм.

Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.

Поршни к цилиндрам подбираются по классам.
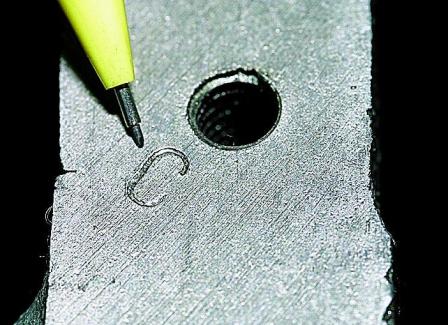
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).

Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.


Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Проверка на деформацию шатуна
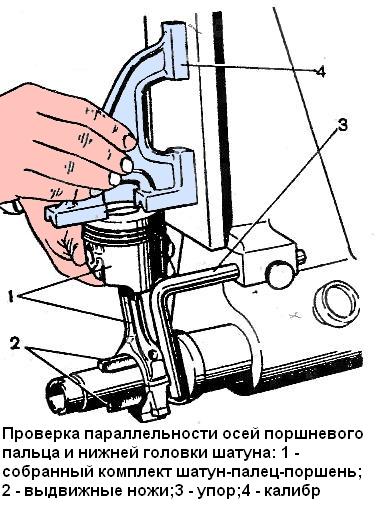
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
На самом деле, задача проста и незатейлива:
ПРО КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ В НИВА777
Основные операции при капитальном ремонте ДВС Нива и Шевроле Нива:
- снятие с автомобиля;
- полная разборка с дефектовкой, измерение износа и овальности цилиндров;
- расточка блока цилиндров по выбранным поршням, хонингование цилиндров;
- правка коленчатого вала, шлифовка и полировка его шеек;
- капитальный ремонт головки блока цилиндров (ГБЦ);
- сборка;
- установка на автомобиль;
- запуск и первичная обкатка;
Основные операции по мехобработке деталей при капремонте ДВС:
Когда БЦ точится под конкретные поршни, а КВ обрабатывается под конкретные вкладыши, мотор получается эксклюзивный, ручной сборки. Мы делаем моторы только так. Некоторые из них уже выходили более 200 т.км после нашего ремонта.
Новый двигатель можно купить дешевле? Нельзя. Дешевле можно купить самосбор из тольяттинской подворотни. Ресурс такого мотора — не более 50.000 км., иногда — гораздо меньше. Новый мотор заводской сборки стоит 80-90т.р, при этом, не факт, что попадется качественный.
Ремонт инжекторного двигателя, порядок сборки и разборки головки двигателя нива 2121, этапы снятия и установки клапанов нива 2131, инструкции по замене распредвала нива 2131, ваз 2121. Эксплуатация и обслуживание системы впрыска топлива, зажигания, выпуска отработавших газов нива 2121. Инжекторный двигатель, карбюраторный двигатель. Устройство карбюраторной и инжекторной системы питания нива 2131.
1 – поддон картера; 2 – кронштейн крепления генератора; 3 – блок цилиндров; 4 – подушка опоры силового агрегата; 5 – кронштейн опоры силового агрегата; 6 – крышка картера сцепления; 7 – маховик; 8 – датчик детонации; 9 – выпускной коллектор; 10 – теплозащитный экран впускной трубы; 11 – впускная труба; 12 – ресивер; 13 – дроссельный узел; 14 – топливная рампа; 15 – крышка головки блока цилиндров; 16 – выпускной патрубок рубашки охлаждения; 17 – головка блока цилиндров; 18 – гидравлический натяжитель цепи; 19 – шкив насоса охлаждающей жидкости; 20 – крышка привода распределительного вала; 21 – датчик положения коленчатого вала; 22 – масляный фильтр; 23 – гайка крепления шкива коленчатого вала; 24 – шкив коленчатого вала; 25 – крышка насоса охлаждающей жидкости; 26 – корпус насоса охлаждающей жидкости.
Бензиновый, четырехтактный, четырехцилиндровый, восьмиклапанный, рядный, с верхним расположением распределительного вала.
Справа на двигателе (по ходу автомобиля) расположены: ресивер с дроссельным узлом, датчиком положения дроссельной заслонки и регулятором холостого хода, впускная труба и выпускной коллектор, топливная рампа с форсунками и регулятором давления топлива, датчики детонации и температуры охлаждающей жидкости (для системы впрыска), генератор, термостат, стартер (на картере сцепления). Корпус воздушного фильтра с датчиком массового расхода воздуха закреплен на отдельном кронштейне справа от двигателя.
Слева на двигателе расположены: свечи и провода высокого напряжения, модуль зажигания, указатель уровня масла, масляный фильтр, датчики температуры охлаждающей жидкости и давления масла (контрольных приборов). Спереди: привод насоса охлаждающей жидкости и генератора (клиновым ремнем), датчик положения коленчатого вала.
Цилиндропоршневая группа – такая же, как у двигателя мод. 21213 (см. Двигатель ВАЗ-21213). На носке коленчатого вала установлен шкив привода генератора и насоса охлаждающей жидкости с зубчатым диском – для считывания информации датчиком положения коленчатого вала нива 2121. Диск имеет 58 зубьев (окружность разбита на 60 зубьев, но два отсутствуют, образуя впадину – это нужно для получения импульса синхронизации при каждом обороте коленчатого вала). Крышка привода распределительного вала мод. 21214 отличается от крышки мод. 21213 наличием прилива с отверстием под датчик положения коленчатого вала.
Привод механизма газораспределения – однорядной цепью. Соответственно, звездочки коленчатого и распределительного валов, а также вала привода масляного насоса – тоже однорядные; они невзаимозаменяемы с деталями двигателя мод. 21213. При этом число зубьев звездочки вала привода масляного насоса уменьшили с 38 до 30 (синхронизация оборотов для работы датчика-распределителя зажигания здесь не нужна), тем самым повысив производительность масляного насоса (это необходимо в связи с появлением гидронатяжителя цепи и гидроопор рычагов клапанов).
Башмак натяжителя мод. 21214 значительно длиннее башмака мод. 21213. Он, как и успокоитель цепи, изготовлен из износостойкой пластмассы. Перенесены и точки их крепления. Ось поворота башмака натяжителя находится в нижней части блока цилиндров, справа от звездочки коленчатого вала (на ее месте в двигателе мод. 21213 был ограничительный палец).
Натяжитель – пружинно-гидравлический: предварительное натяжение цепи (при выключенном двигателе) обеспечивается пружиной, рабочее (после пуска двигателя) – подпором масла под давлением, которое подается по стальной трубке от переходника под датчиком аварийного давления масла.
Вместо регулировочных болтов в клапанном механизме установлены гидроопоры рычагов клапанов (гидрокомпенсаторы зазоров). Они запитываются маслом под давлением, подводимом по отдельной трубке от отверстия в корпусе подшипников распределительного вала возле средней шпильки его крепления. В связи с тем, что зазоры в клапанном механизме практически отсутствуют, не устанавливаются пружины, прижимавшие рычаги клапанов на двигателе мод. 21213. Отличается и форма кулачков распределительного вала.
Вкладыши. Выбор производителя.

вкладыши серии стандарт

вкладыши, серия премиум
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
Осмотрите блок, особенно внимательно – опоры коленчатого вала.
Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде.
Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
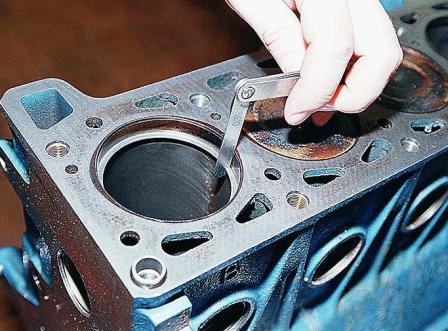
Осмотрите цилиндры с обеих сторон.
Царапины, задиры и трещины не допускаются.
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой – при этом дефекты видны значительно лучше.

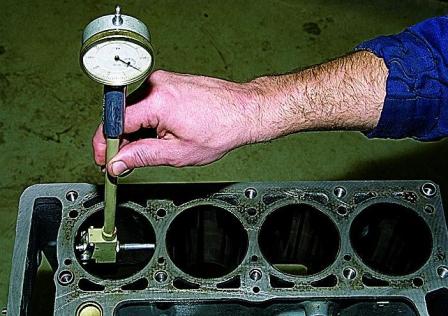
Для определения износа цилиндров нутромером измеряем диаметр цилиндра в четырех поясах и двух плоскостях (параллельно и перпендикулярно оси коленчатого вала).

Для определения износа юбки поршня микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня.
Микрометром измеряем диаметры шатунных шеек

Микрометром измеряем диаметры коренных шеек коленчатого вала.
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.

После шлифования шеек коленчатого вала необходимо удалить заглушки масляных каналов, тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).

В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками, а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как в крышках коренных подшипников).

Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.

Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.

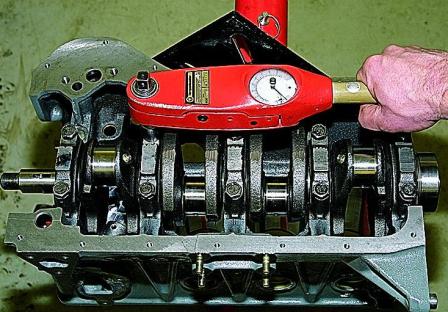
Затягиваем болты крепления крышек коренных подшипников моментом 68,31-84,38 Нм (6,97-8,61 кгс·м).

Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).

Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня. Набором плоских щупов проверяем зазор в замке поршневого кольца.

Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
— замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
— замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
— замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.

Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.

Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Дальнейшую сборку проводим в последовательности обратной разборке.
Уплотнительные прокладки и сальники заменяем новыми.

При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра.











Упорные полукольца.

упорные полукольца, производитель ДМР
Напомню из теории одну цифру, которую должен знать каждый человек, собирающий двигатель. Допустимое осевое перемещение коленвала двигателя должно быть в поле допуска 0,06 – 0,26мм. Данные цифры взяты из немецкой литературы. АвтоТАЗ дает более широкие цифры, но мы будем равняться на лучшее. Собственно для этой регулировки и нужны упорные полукольца. В 2021г. завод ДМР наконец таки перешел на производство сталебронзовых полуколец. В прайс-листе полукольца представлены вместе, стандарт и ремонт. Цена за этот комплект невелика, но появляется возможность целых трех комбинаций установки. Моторная практика сервисов и мотористов показала правильность данного подхода.
Недостатки двигателя ВАЗ 21214
Частые производственные дефекты (брак) гидроопор рычагов клапанов (гидрокомпенсаторов). По причине низкого уровня технологической дисциплины и технического контроля на предприятиях изготовителей прецизионных пар для гидроопор детали производятся с высоким количеством брака, так и при сборке головок на головном предприятии (не выдерживаются допуски при механической обработке, присутствуют посторонние предметы, зажим плунжера в корпусе гидроопоры в следствие несоблюдения момента затяжки при монтаже в головку). По этой причине, в случае износа гидроопор, приходится ставить новую головку в сборе с гидроопорами.
Последние модификации моторов оснащены проверенными временем гидроопорами рычагов клапанов от фирмы INA. По ним точно можно сказать, что риск с деформацией корпуса при затяжке сведен к нулю. На фото ниже показана гидроопора нового образца (с резьбой М 24×1,5) в деталях (корпус, плунжер) и в сборке.

Такого ещё не было.Ремонт ВАЗ 2121 Нива.Lada Niva 1,6 4×4
На самом деле, задача проста и незатейлива:
ПРО КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ В НИВА777
Основные операции при капитальном ремонте ДВС Нива и Шевроле Нива:
- снятие с автомобиля;
- полная разборка с дефектовкой, измерение износа и овальности цилиндров;
- расточка блока цилиндров по выбранным поршням, хонингование цилиндров;
- правка коленчатого вала, шлифовка и полировка его шеек;
- капитальный ремонт головки блока цилиндров (ГБЦ);
- сборка;
- установка на автомобиль;
- запуск и первичная обкатка;
Основные операции по мехобработке деталей при капремонте ДВС:
Когда БЦ точится под конкретные поршни, а КВ обрабатывается под конкретные вкладыши, мотор получается эксклюзивный, ручной сборки. Мы делаем моторы только так. Некоторые из них уже выходили более 200 т.км после нашего ремонта.
Новый двигатель можно купить дешевле? Нельзя. Дешевле можно купить самосбор из тольяттинской подворотни. Ресурс такого мотора — не более 50.000 км., иногда — гораздо меньше. Новый мотор заводской сборки стоит 80-90т.р, при этом, не факт, что попадется качественный.
Ремонт инжекторного двигателя, порядок сборки и разборки головки двигателя нива 2121, этапы снятия и установки клапанов нива 2131, инструкции по замене распредвала нива 2131, ваз 2121. Эксплуатация и обслуживание системы впрыска топлива, зажигания, выпуска отработавших газов нива 2121. Инжекторный двигатель, карбюраторный двигатель. Устройство карбюраторной и инжекторной системы питания нива 2131.
1 – поддон картера; 2 – кронштейн крепления генератора; 3 – блок цилиндров; 4 – подушка опоры силового агрегата; 5 – кронштейн опоры силового агрегата; 6 – крышка картера сцепления; 7 – маховик; 8 – датчик детонации; 9 – выпускной коллектор; 10 – теплозащитный экран впускной трубы; 11 – впускная труба; 12 – ресивер; 13 – дроссельный узел; 14 – топливная рампа; 15 – крышка головки блока цилиндров; 16 – выпускной патрубок рубашки охлаждения; 17 – головка блока цилиндров; 18 – гидравлический натяжитель цепи; 19 – шкив насоса охлаждающей жидкости; 20 – крышка привода распределительного вала; 21 – датчик положения коленчатого вала; 22 – масляный фильтр; 23 – гайка крепления шкива коленчатого вала; 24 – шкив коленчатого вала; 25 – крышка насоса охлаждающей жидкости; 26 – корпус насоса охлаждающей жидкости.
Бензиновый, четырехтактный, четырехцилиндровый, восьмиклапанный, рядный, с верхним расположением распределительного вала.
Справа на двигателе (по ходу автомобиля) расположены: ресивер с дроссельным узлом, датчиком положения дроссельной заслонки и регулятором холостого хода, впускная труба и выпускной коллектор, топливная рампа с форсунками и регулятором давления топлива, датчики детонации и температуры охлаждающей жидкости (для системы впрыска), генератор, термостат, стартер (на картере сцепления). Корпус воздушного фильтра с датчиком массового расхода воздуха закреплен на отдельном кронштейне справа от двигателя.
Слева на двигателе расположены: свечи и провода высокого напряжения, модуль зажигания, указатель уровня масла, масляный фильтр, датчики температуры охлаждающей жидкости и давления масла (контрольных приборов). Спереди: привод насоса охлаждающей жидкости и генератора (клиновым ремнем), датчик положения коленчатого вала.
Цилиндропоршневая группа – такая же, как у двигателя мод. 21213 (см. Двигатель ВАЗ-21213). На носке коленчатого вала установлен шкив привода генератора и насоса охлаждающей жидкости с зубчатым диском – для считывания информации датчиком положения коленчатого вала нива 2121. Диск имеет 58 зубьев (окружность разбита на 60 зубьев, но два отсутствуют, образуя впадину – это нужно для получения импульса синхронизации при каждом обороте коленчатого вала). Крышка привода распределительного вала мод. 21214 отличается от крышки мод. 21213 наличием прилива с отверстием под датчик положения коленчатого вала.
Привод механизма газораспределения – однорядной цепью. Соответственно, звездочки коленчатого и распределительного валов, а также вала привода масляного насоса – тоже однорядные; они невзаимозаменяемы с деталями двигателя мод. 21213. При этом число зубьев звездочки вала привода масляного насоса уменьшили с 38 до 30 (синхронизация оборотов для работы датчика-распределителя зажигания здесь не нужна), тем самым повысив производительность масляного насоса (это необходимо в связи с появлением гидронатяжителя цепи и гидроопор рычагов клапанов).
Башмак натяжителя мод. 21214 значительно длиннее башмака мод. 21213. Он, как и успокоитель цепи, изготовлен из износостойкой пластмассы. Перенесены и точки их крепления. Ось поворота башмака натяжителя находится в нижней части блока цилиндров, справа от звездочки коленчатого вала (на ее месте в двигателе мод. 21213 был ограничительный палец).
Натяжитель – пружинно-гидравлический: предварительное натяжение цепи (при выключенном двигателе) обеспечивается пружиной, рабочее (после пуска двигателя) – подпором масла под давлением, которое подается по стальной трубке от переходника под датчиком аварийного давления масла.
Вместо регулировочных болтов в клапанном механизме установлены гидроопоры рычагов клапанов (гидрокомпенсаторы зазоров). Они запитываются маслом под давлением, подводимом по отдельной трубке от отверстия в корпусе подшипников распределительного вала возле средней шпильки его крепления. В связи с тем, что зазоры в клапанном механизме практически отсутствуют, не устанавливаются пружины, прижимавшие рычаги клапанов на двигателе мод. 21213. Отличается и форма кулачков распределительного вала.
Вкладыши. Выбор производителя.
вкладыши серии стандарт
вкладыши, серия премиум
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
Осмотрите блок, особенно внимательно – опоры коленчатого вала.
Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде.
Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
Осмотрите цилиндры с обеих сторон.
Царапины, задиры и трещины не допускаются.
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой – при этом дефекты видны значительно лучше.
Для определения износа цилиндров нутромером измеряем диаметр цилиндра в четырех поясах и двух плоскостях (параллельно и перпендикулярно оси коленчатого вала).
Для определения износа юбки поршня микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня.
Микрометром измеряем диаметры шатунных шеек
Микрометром измеряем диаметры коренных шеек коленчатого вала.
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
После шлифования шеек коленчатого вала необходимо удалить заглушки масляных каналов, тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками, а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как в крышках коренных подшипников).
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Затягиваем болты крепления крышек коренных подшипников моментом 68,31-84,38 Нм (6,97-8,61 кгс·м).
Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня. Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
— замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
— замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
— замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.
При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Дальнейшую сборку проводим в последовательности обратной разборке.
Уплотнительные прокладки и сальники заменяем новыми.
При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра.
Упорные полукольца.
упорные полукольца, производитель ДМР
Напомню из теории одну цифру, которую должен знать каждый человек, собирающий двигатель. Допустимое осевое перемещение коленвала двигателя должно быть в поле допуска 0,06 – 0,26мм. Данные цифры взяты из немецкой литературы. АвтоТАЗ дает более широкие цифры, но мы будем равняться на лучшее. Собственно для этой регулировки и нужны упорные полукольца. В 2021г. завод ДМР наконец таки перешел на производство сталебронзовых полуколец. В прайс-листе полукольца представлены вместе, стандарт и ремонт. Цена за этот комплект невелика, но появляется возможность целых трех комбинаций установки. Моторная практика сервисов и мотористов показала правильность данного подхода.
Недостатки двигателя ВАЗ 21214
Частые производственные дефекты (брак) гидроопор рычагов клапанов (гидрокомпенсаторов). По причине низкого уровня технологической дисциплины и технического контроля на предприятиях изготовителей прецизионных пар для гидроопор детали производятся с высоким количеством брака, так и при сборке головок на головном предприятии (не выдерживаются допуски при механической обработке, присутствуют посторонние предметы, зажим плунжера в корпусе гидроопоры в следствие несоблюдения момента затяжки при монтаже в головку). По этой причине, в случае износа гидроопор, приходится ставить новую головку в сборе с гидроопорами.
Последние модификации моторов оснащены проверенными временем гидроопорами рычагов клапанов от фирмы INA. По ним точно можно сказать, что риск с деформацией корпуса при затяжке сведен к нулю. На фото ниже показана гидроопора нового образца (с резьбой М 24×1,5) в деталях (корпус, плунжер) и в сборке.
Такого ещё не было.Ремонт ВАЗ 2121 Нива.Lada Niva 1,6 4×4
Читайте также: