
Как снять поршень с шатуна ваз
Обновлено: 05.07.2024
Чтобы модернизировать вазовский моторDatsun mi-DO, нам понадобится заменить ключевые детали и необходимые прокладки.
Но обо всем по порядку.
Делу крышка
Мы оставляем прежнюю клапанную крышку, а сопутствующие прокладки, в том числе и две втулки, вставляющиеся в отверстия на крышке, понадобились новые. Обратите внимание, что при замене втулок герметик не требуется. Многие герметики со временем отслаиваются, попадают через масляные каналы в поддон, а оттуда — в маслозаборник, забивая систему. Поэтому мы рекомендуем по возможности не использовать герметик.
Всему голова
Переходим к головке блока цилиндров. Меняем все клапаны, оказавшиеся загнутыми, на новые. Для этого притираем их и проверяем на герметичность. Затем ставим маслосъемные колпачки, а после — сами клапаны. При снятии головки блока повреждаются все прокладки, и их также необходимо заменить.
Обратим внимание на распредвал. На его подшипниках есть участки, которые необходимо — без фанатизма! — смазать герметиком, чтобы масло не вытекало по торцевым поверхностям. Притянув головку, при установке толкателей нужно проверить зазоры в клапанах, так как все клапаны у нас новые, а шайбы старые. Последние при необходимости также придется заменить. На шайбах есть маркировка, при установке она должна оказаться внутри толкателя. Шайбы располагают так, чтобы они не протирались при контакте с кулачком распредвала.
Тонкости ШПГ
Переходим к самому интересному — к шатунно-поршневой группе. На нашем втыковом двигателе у поршней нет проточек под клапаны. Мы решили поменять поршни на новые, с проточками, причем вместе с шатунами, так как старые погнулись. Запчасти мы заказали у официального дилера Federal Mogul. В комплект на один цилиндр входят поршень, кольца, палец и собственно шатун вместе с болтами для крепления нижней крышки его головки. На днище поршней видны проточки, а также нанесены номер 11189, стрелка, указывающая направление установки поршня в блок цилиндров, и дата выпуска. Юбка имеет улучшенное покрытие из оксида железа, защищающее ее от повреждений.
Два компрессионных и одно маслосъемное кольца уже установлены, правильность их установки еще на линии сборки определяет автомат — он ориентируется по желтым меткам, нанесенным на каждое кольцо. Палец удерживается в поршне с помощью стопорных колец. К слову, такой палец можно поставить в любой другой поршень или шатун из данной серии.
Нижняя головка шатуна изготовлена по разрывной технологии, за счет чего место стыка практически не видно. Болты, которыми крепится нижняя крышка шатуна, затягиваются в два приема: сначала — с моментом 20 Нм, затем доворачиваются на 135°. Ориентироваться при сборке помогают выступы на нижней крышке и на теле шатуна. На нижней головке этой запчасти, с двух сторон, есть дублирующаяся в двух местах маркировка: указаны дата выпуска детали и ее номер в партии. Все номера должны совпадать.
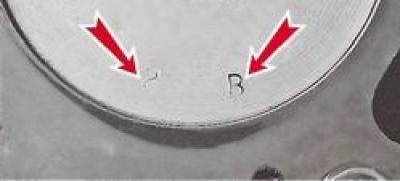
По диаметру юбки поршни делятся на три класса. У нас были поршни класса В, поэтому и новые имеют тот же класс, о чем говорит соответствующая маркировка на деталях. Пометка есть и на блоке цилиндров — на привалочной поверхности, рядом с резьбовыми отверстиями, где крепится поддон двигателя.
При покупке запчастей также важно учесть класс шатуна по массе! Эта информация есть на крышке нижней его головки. Таких классов три, и они обозначаются точками — одной, двумя или тремя. В комплекте должны быть шатуны одного класса либо соседних, например первого и второго, но ни в коем случае не первого и третьего.
После установки поршневой группы и затяжки болтов крепления шатунов ставим алюминиевый поддон. Прокладка здесь не нужна — только герметик. Желательно использовать маслобензостойкий состав. Наносить следует совсем немного герметика, чтобы излишки не выдавило во внутреннюю полость.
Новые зубья
Переходим к приводу ремня ГРМ. Мы выбрали комплект Gates, в который входят помпа от Dolz с прокладкой, ремень и ролик с полуавтоматическим натяжителем. К слову, для натяжения используются разные приспособления. Мы подобрали серповидный захват, рассчитанный под ролик. Захват ставится на ролик, к головке последнего прикручивается болт, и ремень натягивается. Мы отдали предпочтение большому набору с помпой, чтобы подстраховаться: пробег у нашего автомобиля 68 тыс. км, и сколько еще проживет установленная на нем помпа, неизвестно.
Ремень привода вспомогательных агрегатов также было решено поменять — на старом появились отслоения. Мы купили ремень Gates 6PK995 и новый ролик INA вместо посвистывающего старого.
Цена вопроса
По итогам диагностики редакционного Датсуна мы назвали примерную стоимость новых запчастей — 50 000 рублей. Что получилось на деле? Прежде всего, цены на обновленную ШПГ (некоторые продавцы, кстати, не знают о ее существовании) колеблются в широком диапазоне. Мы купили полный комплект за 19 200 рублей (набор на каждый цилиндр за 4800). Комплект привода ремня ГРМ вместе с помпой обошелся в 4500 рублей. Всего на основные запчасти мы потратили 34 200 рублей. В эту сумму не вошла стоимость масла, антифриза и расходных материалов, потребовавшихся для сборки и очистки деталей перед окончательной сборкой двигателя.
Что касается стоимости работ, то и здесь разброс очень большой. В Московском регионе в зависимости от сервиса ремонт подобного вазовского двигателя обойдется в сумму от 15 000 до 40 000 рублей.





Поршень с шатуном. Разборка, дефектовка и сборка
Поршень с шатуном:

1 - гайка шатунного болта
2 - шатунные вкладыши
3 - шатун
4 - поршневой палец
5 - канавка верхнего
компрессионного кольца
6 - канавка нижнего компрессионного
кольца
7 - канавка маслосъемного кольца
8 - поршень
9 - шатунный болт
10 - крышка шатуна
ОБЩИЕ СВЕДЕНИЯ
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от
диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов:
A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм,
второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную
на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца
ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного
размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней

Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как
разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен
0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм,
можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к
номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий
ремонтный размер и установите поршни соответствующего ремонтного размера.


Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм.
Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней

Поршень на шатун устанавливается так, чтобы стрелка на
днище поршня была направлена в противоположную
сторону от номера детали, отлитого на шатуне. Если на
нижней головке шатуна есть отверстие для выхода масла,
стрелка на поршне должна быть направлена в сторону
этого отверстия.

1. Рекомендуем снимать
поршневые кольца
специальным съемником.
Если его нет, аккуратно
раздвиньте замок кольца и
снимите кольцо с поршня.
Аналогичным образом
снимите остальные кольца.

2. С помощью специальной
оправки выпрессуйте палец
из шатуна.

3. Осмотрите поршни. Если
на них есть задиры, следы
прогара, глубокие царапины
– замените поршни.

4. Для определения зазора
измерьте диаметр цилиндра и
диаметр поршня, который
измеряют микрометром в
плоскости,
перпендикулярной оси
поршневого пальца, на
расстоянии 51,5 мм от
днища поршня.

5. Измерьте щупом зазор
между кольцами и
канавками на поршне в
нескольких местах по
периметру. Если зазор
превышает предельно
допустимый (см.
примечание 1), замените
поршни с кольцами.

6. Вставьте поршневое
кольцо в специальную
оправку и измерьте зазор в
замке. Вместо оправки
можно вставить кольцо в
цилиндр и продвинуть его
поршнем, чтобы кольцо
встало без перекосов. Если
зазор превышает предельно
допустимый, замените
кольцо (см. примечание 2).
Если зазор меньше 0,25 мм,
осторожно спилите
надфилем концы кольца.

7. Проверьте посадку
поршневого пальца в
поршне. Для этого смажьте
поршневой палец моторным
маслом и вставьте его в
поршень. Палец должен
входить в поршень
свободно от нажатия
большим пальцем руки.
8. Переверните поршень
так, чтобы палец встал
вертикально, при этом он не
должен выпадать из поршня
под действием
собственного веса. Если
палец выпадает из поршня,
возьмите палец следующего
класса. Если из поршня
выпадает палец третьего
класса, замените поршень и
палец.
9. Осмотрите шатунные
вкладыши. Если на них
имеются трещины, задиры,
выкрашивание – замените
вкладыши.

10. Осмотрите шатуны с
крышками. Замените
погнутые шатуны.

11. Наденьте поршневой
палец 2 на валик 1
приспособления для
установки поршневого
пальца с надетым на него
дистанционным кольцом 5.
Затем оденьте
направляющую втулку 3 и
закрепите ее винтом 4, не
затягивая винт. Размеры
дистанционного кольца:
наружный диаметр 22 мм,
внутренний – 15 мм,
толщина – 4 мм.

12. Нагрейте верхнюю
головку шатуна до 240 °С в
печи в течение 15 минут.
Зажмите шатун в тисках,
установите на него поршень
(см. примечание), чтобы
отверстия под палец
совпали, и вставьте до
упора приспособление с
пальцем в отверстия
поршня и шатуна. Для
правильной установки
пальца поршень должен
прижиматься бобышкой к
верхней головке шатуна в
направлении запрессовки.

13. После охлаждения шатуна смажьте поршневой палец
через отверстие в бабышках поршня.

Предупреждение
Шатуны обрабатываются совместно с крышками,
поэтому их нельзя разукоплектовывать.
Если при сборке шатунно-поршневой группы
устанавливаются новые детали, подберите поршни к
цилиндрам по классу, группе и по массе. Поршневые
пальцы и поршни также нужно подобрать по классу.
Примечание
Сборку поршня с шатуном нужно производить как можно
быстрее, так как шатун быстро охлаждается. После
охлаждения шатуна изменить положение пальца будет
невозможно.

Обозначение ремонтного размера:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “+”,
уменьшенная на 5 грамм – “-”.
14. Смажьте моторным
маслом поршневые кольца
и канавки на поршне.
Наденьте съемником или
вручную поршневые кольца
соответственно
соориентировав их.
Проверьте легкость
перемещения колец в
канавках.

15. Если на кольце нанесена
надпись “Верх”, “Top” или
“ВАЗ”, установите кольцо
надписью вверх, к днищу
поршня.

16. На нижнем
копрессионном кольце
имеется проточка. Кольцо
должно устанавливаться
проточкой вниз. Перед
установкой маслосъемного
кольца поверните
пружинный расширитель
так, чтобы его замок
находился с
противоположной стороны
от замка кольца.

17. Поверните поршневые
кольца так, чтобы их замки
располагались под углом
120° друг к другу.
18. Вставьте вкладыш в
нижнюю головку шатуна,
при этом фиксирующий
выступ на вкладыше
должен войти в паз головки
шатуна.

19. Вставьте вкладыш в
крышку шатуна так, чтобы
фиксирующий выступ на
вкладыше вошел в паз
крышки шатуна.
В общем, есть задача - перепрессовать шатуны с одних поршней на другие.
Шатун посажен на палец, в поршне свободно вращается.
Сделана оправка под палец - легкие постукивания молотком через оправку по пальцу результатов не принесли - воз и ныне там.
Перепрессовать очень надо, но как то очково разломать поршень.
Чаво делать?
Попробуй нагреть поршень до 80 градусов, если не получиться - на любом прессе с пододящей оправкой и выпрессуют.
Пресс точно есть в автодоре, но это так, на вскидку, он почти в каждом сервисе есть, я вообще на базе у себя нашёл у мужиков.
Lt. Den писал(а): Сделана оправка под палец - легкие постукивания молотком через оправку по пальцу результатов не принесли - воз и ныне там.
Вообще то пальцы в импортных двигателях должны выходить и входить легко.
Пальцы в поршнях фиксируются стопорными кольцами. Посадочным местом является головка шатуна.
В теории так. Грели просто на горячих радиаторах отопления или строительным феном.
с уважением Василий.
SHVasilii58 писал(а): Пальцы в поршнях фиксируются стопорными кольцами. Посадочным местом является головка шатуна.
В теории так
Видимо практики у уважаемого SHVasilii58 нет.
В отечественных да - фиксируется в поршне. В японских - нет, запрессовывается в шатун.
Lt. Den
Если не найдешь пресс, у меня в ветке "токарные фрезерные работы" есть мои контакты, после среды попробуем сделать.
P.S У нас три разных гидровлических пресса.
VSV писал(а): Видимо практики у уважаемого SHVasilii58 нет. В отечественных да - фиксируется в поршне. В японских - нет, запрессовывается в шатун.
Спорить не стану.Может у вас пальцы и по другому установлены. Но буквально не так давно меняли поршневую на Камацу. Да и на VG30 стопора остались, может надо кому.
с уважением Василий.
Lt. Den
зачем тогда вообще задавать вопросы на форуме, раз ты и так самый умный?
Книжку открой и прочитай, там чёрным по белому написано, даже если под плавающий палец, монописуально, нагреть до 80 градусов.
Есть ещё способ, только я зажмочусь и не расскажу.
а если серьёзно - короткий резкий удар молотком выбивает пальцы на холодную, но повышает шансы остаться без поршня. Инфа от человека, профессионально ремонтирующего 4а-же, там то же плавающий палец.
Для выполнения работы потребуются оправки для снятия поршневого пальца и обжатия колец.
Снятие
5. Вынимаем из крышки шатуна сталеалюминиевый вкладыш.
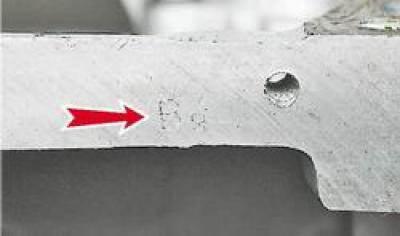
На шатуне и крышке клеймением нанесен номер цилиндра, в который они устанавливаются.
6. Устанавливаем шатун в тиски и снимаем с поршня два компрессионных и одно маслосъемное кольцо с расширителем.
7. Через оправку выпрессовываем палец из шатуна и снимаем поршень.

Аналогично снимаем поршни остальных цилиндров.
Перед установкой на шатун поршневой группы необходимо подобрать ее детали.
Подбор деталей шатунно-поршневой группы
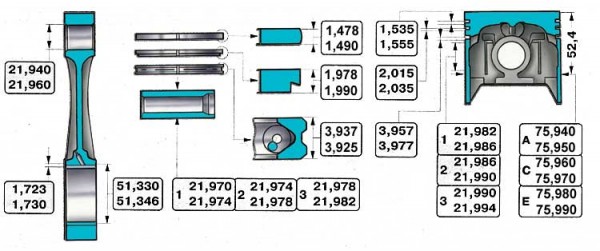
1. Подбираем поршень к цилиндру. Расчетный зазор между цилиндром и поршнем двигателя должен составлять 0,06-0,08 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор — 0,15 мм. Диаметр поршня измеряем в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни изготавливаются пяти классов (А, В, С, D и E) через 0,01 мм, а по диаметру отверстия под поршневой палец — трех категорий через 0,004 мм. В запасные части поставляются поршни групп А, С и E. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Диаметр цилиндра измеряем нутромером в четырех поясах, как в продольном, так и в поперечном направлении двигателя.
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах судим о величине износа цилиндров.

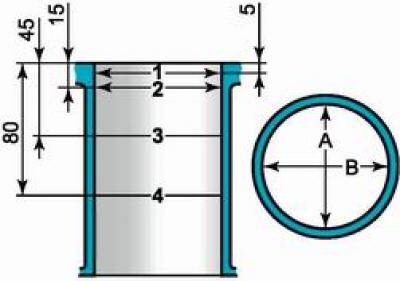
Схема измерения диаметров цилиндра: 1, 2, 3 и 4 — номера поясов; А и В — направления измерений
Цилиндры по диаметру разбиты через 0,01 мм на пять классов: А, В, С, D и E. Класс цилиндра выбит на нижней плоскости блока.
2. Подбираем палец к поршню. Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя — первая категория, зеленая — вторая, красная — третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.
3. Проверяем зазор между канавками и поршневыми кольцами. Зазоры должны соответствовать величинам, приведенным в табл. 8.1.3 (см. ниже). Увеличенный зазор приводит к быстрому износу (разбиванию) канавок поршня.

Таблица 8.1.2. Размеры основных сопрягаемых деталей двигателя
Таблица 8.1.3. Зазоры в сопряжении канавок и поршневых колец
Таблица 8.1.4. Зазоры в замках поршневых колец
Сборка шатунно-поршневой группы
1. Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.
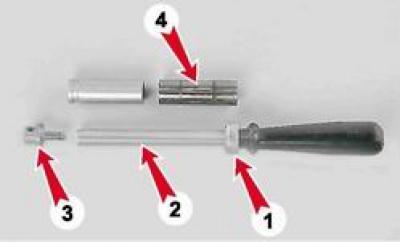

3. Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.

4. После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.

После этого устанавливаем на место шатунные вкладыши, предварительно смазав их и шейки коленчатого вала маслом для двигателя, и соединяем шатуны с шейками коленчатого вала. Крышки устанавливаем по меткам и затягиваем гайками моментом 43,4-53,5 Нм. Повернув коленчатый вал на 180°, соединяем с коленчатым валом шатуны 1-го и 4-го цилиндров. Проверяем легкость вращения коленчатого вала.
7. Установка остальных снятых деталей выполняется в обратной последовательности.
15. Запускаем двигатель и обкатываем его на холостом ходу в течение 20-30 минут, плавно увеличивая частоту вращения коленчатого вала до 2000 об/мин. Во время работы двигателя контролируем герметичность систем двигателя, давление масла, температуру охлаждающей жидкости. Если при работе двигателя обнаруживаются посторонние шумы, останавливаем двигатель для устранения причин их появления.
Замена поршней ВАЗ 2106
↑ Порядок замены поршней на ВАЗ 2106
Извлекаем поршень с шатуном из блока цилиндров.
В нижних головках и крышках шатунов установлены сталеалюминиевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.
Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.

Снимаем маслосъемное кольцо с расширителем.
Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.
Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой (см. таблицу сопрягаемых деталей).
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм. При износе максимально допустимый зазор – 0,15 мм.
Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.
↑ Установка поршневых колец
Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке. Он должен быть 0,25–0,40 мм для всех колец. Если зазор повышенный, необходимо заменить кольца.
Зазор между кольцом и канавкой поршня проверяем также набором щупов. Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм. Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
↑ Установка пальца
Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.
Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.
↑ Маркировка на поршне, шатуне и крышке
Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.
↑ Замена поршней ВАЗ 2106 своими руками видео
Правильная замена поршневой на ваз 2106

Давление рабочих газов, после воспламенения топливной смеси превышает 60 кг./см 2 , что создает осевую нагрузку более 3000 кг. и боковую нагрузку до 250 кг. Высокая температура вносит свою лепту в ускорение процесса разрушения, когда требуется замена поршня ВАЗ 2106.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду.
Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз).
Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца.
Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106.
Лучше делать это при появлении первых симптомов:
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы.
Подготовить ветошь, набор инструментов и приспособлений:
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек.
Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
- Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов.
Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
- Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы.
Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются. - Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины.
Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок. - Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
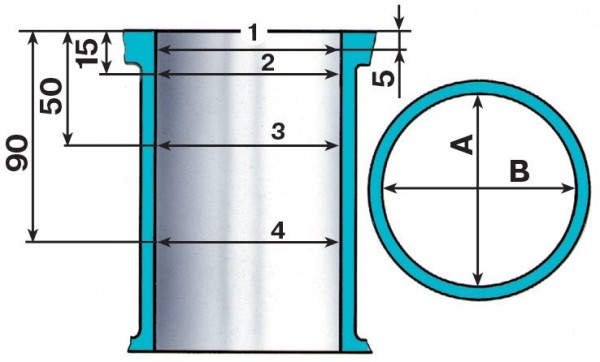
Схема плоскостей измерения диаметра цилиндров
- В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
После расточки цилиндров определяется размер подходящих ремонтных
Размеры ремонтных поршней, шатунов, поршневых колец и пальцев
- Юбка поршня имеет овальную форму, а по высоте коническую к верху, поэтому точный замер получится только на линии перпендикулярной оси пальца на уровне52,4 мм. от поверхности днища.
- Гарантированный зазор, когда производится замена поршней ВАЗ 2106, в цилиндрах должен быть 0,05-0,07 мм., что достигается хонингованием. Выполнить эту операцию могут только профессионалы в мастерских, имеющих точный расточный станок и специальную оснастку.
- Шатуны и крышки не должны иметь рисок, задиров, если вкладыш провернуло, шатун станет непригодным, его нужно будет заменить. Если коленчатый вал не нужно перешлифовывать, в шатуны вставляются номинальные вкладыши. Если шейки нужно шлифовать, ставятся ремонтные вкладыши в зависимости от уменьшения диаметра шейки коленчатого вала на 0,25 мм.,0,50 мм.,0,75 мм. и1,00 мм. Шатунные вкладыши одного размера взаимозаменяемы.
Подбор деталей одного размера, их совмещение
Выбирая поршневой палец, нужно руководствоваться цветными метками на торце пальцев, обозначающими три категории с разницей диаметров в четыре микрона:
Поршневой палец смазывается моторным маслом и должен входить в отверстие бобышки поршня от небольшого усилия пальцев, и не должен выпадать под действием собственного веса. Если палец третьей категории выпадает, нужно заменить поршень.
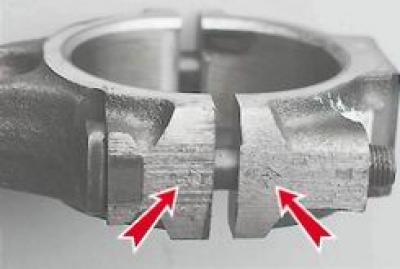
Подобранные поршни должны отличаться по весу не более чем на 2,5 грамма. Масса обычно указывается на днище.
При необходимости, можно подгонять вес, протачивая поршень в местах, указанных стрелками. Глубина проточки, при этом, не должна превышать 4,50 мм. от номинала 59,4 мм.
Места возможного удаления металла для подгонки веса поршня
- Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0 С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой.
Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Совет: В случае непредвиденной задержки, например случайное выпадение пальца, лучше повторить нагревание.
- После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
- Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.
Посадка колец в канавки тоже должна иметь определенный зазор, который проверяется щупом:
- Верхнее компрессионное кольцо 45-80 мкм.;
- Второе компрессионное 25-60 мкм.;
- Маслосъемное кольцо 20-55 мкм.
Установка поршней и крепление шатунов
Совет: Номера на шатунах и крышках должны располагаться с одной стороны.
Выполнить замену поршневой самостоятельно вполне возможно, нужно только очень внимательно следовать требуемой последовательности.
Читайте также: