
Маркировка шатунов ваз 2110
Обновлено: 02.07.2024
Основные размеры. Поршень ВАЗ 2110. Поршень ВАЗ 21083.
Особенности конструкции.
Глубина выборок под клапана,на днище порш. 2110, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
В конструкции поршня 2110 и в конструкции всех последующих моделей, применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 2110, 2112, 21124.
Основные маркировки в литье, нанесенные на деталь.
3. Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны.
Основные маркировки наносимые на днище.
3. Маркер группы массы поршня:
Маркировка класса отверстии дополнительно наносится краской на внутренней стороне днища:
синий цвет – 1-й класс
зеленый цвет – 2-й класс
красный цвет – 3-й класс
Дополнительно, для ремонтных поршней.
5. Маркер для ремонтных изделий:
Особенности конструкции.
Глубина выборок под клапана,на днище поршня 21083, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
шатунно-поршневая группа двигателя ваз 2110 | ваз 2111 | ваз 2112

Особенности устройства шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112
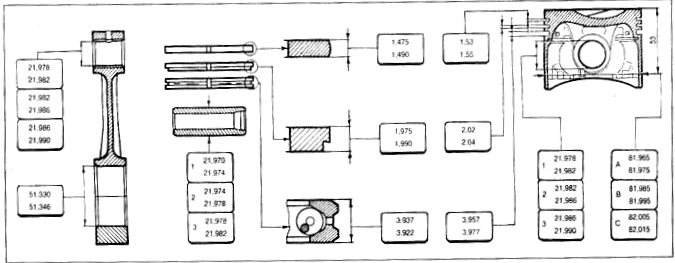
Основные размеры шатунно-поршневой группы даны на рис. 2-34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ваз 2108, ваз 2109.


Рис. 2-35. Маркировка поршня и шатуна:
1 — стрелка для ориентирования поршня в цилиндре; 2 — ремонтный размер; 3 — класс поршня; 4 — класс отверстия для поршневого пальца; 5 — классы шатуна по массе и по отверстию в верхней головке; 6 — номер цилиндра

Рис. 2-36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна
| Масса головок шатуна | Класс | Цвет маркировки | |
| верхний | нижний | ||
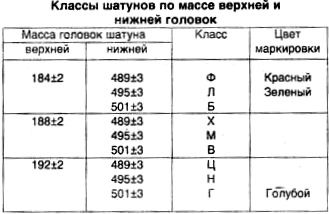
| 184±2 | 489±3 495±3 501±3 | Ф Л Б | Красный Зеленый |
| 188±2 | 489±3 495±3 501±3 | Х М В | |
| 192±2 | 489±3 495±3 501±3 | Ц Н Г | Голубой |
Подбор поршня к цилиндру Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. Шатунные болты запрессованы в шатун. При разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть использованы снова. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя. Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2-37) и не выпадал из него, если держать поршень как показано на рис. 2-38. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-34). Если на кольце нанесена метка „Верх“ или „ТОР“, то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.

Рис. 2-37. Поршневой палец должен устанавливаться нажатием большого пальца руки

Рис. 2-38. Проверка посадки поршневого пальца
Проверка технического состоянияОчистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми. Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2-39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца составляет 0,04-0,07 мм, для нижнего — 0,03-0,06 мм и для маслосъемного — 0,02-0,05 мм. Предельно допустимые зазоры при износе — 0,15 мм. Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2-40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. Зазор должен быть в пределах 0,25-0,45 мм для всех новых колец. Предельно допустимый зазор при износе — 1 мм.

Рис. 2-39. Проверка зазора между поршневыми кольцами и канавками
Маркировка шатунов ваз 2110
Размеры и маркировки шатунно-поршневой группы
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.
Поршень — алюминиевый литой.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.

По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.

Поршневые кольца изготовлены из чугуна.
Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа.
Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.

На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.

Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
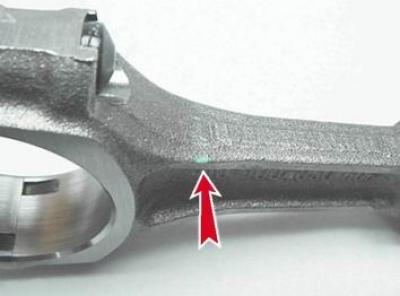
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.

Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Классы шатунов по массе верхней и нижней головок
Поршень и шатун замена
Для выполнения работы потребуются:
— оправка для поршневых колец.
1. Снимаем с поршня поршневые кольца (см. 8.1.30, п. 1-13).

. и вынимаем из проточки стопорное кольцо поршневого пальца.

3. Прутком из мягкого металла подходящего диаметра выталкиваем поршневой палец.

4. Снимаем поршень с шатуна.

Подбор поршней и цилиндров блока
У новых двигателей зазор между поршнем и цилиндром составляет 0,025 — 0,045 мм и задается установкой поршней того же класса, что и цилиндров.
Чтобы правильно воспользоваться нутромером см. прилагаемую к прибору инструкцию.
Классы цилиндров и поршней по диаметру
| Обозначение класса | Диаметр, мм | |
| Цилиндры блока | Поршни | |
Нутромером проверяем износ стенок цилиндров.

Измерения проводим в четырех поясах (5, 12, 62 и 112 мм от верхней кромки цилиндра) в продольном и поперечном направлениях двигателя. В верхнем поясе цилиндр не изнашивается. По разнице показаний нутромера в разных поясах определяем степень износа каждого цилиндра.
Диаметры цилиндров двигателя разбиты на пять размерных классов (см. табл. 8.1.31.1). Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Небольшой равномерный износ цилиндра (в пределах 0,05 мм) можно попробовать компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
На днище поршня нанесены обозначения, где:
2 — класс отверстия под поршневой палец;

С — класс поршня; ← — метка, которая должна быть направлена в сторону переднего конца коленчатого вала;
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня). В запасные части завод поставляет поршни класса A, C и E, что вполне достаточно для подбора.
По наружному диаметру пальцы делятся на три класса через 0,004 мм (см. табл. 8.1.31.2).
Класс пальца маркируется краской на его торце.

По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм (см. табл. 8.1.31.2).
Классы поршневых пальцев по наружному диаметру и диаметру отверстий под пальцы
Для облегчения подбора пальца к поршню на его днище с внутренней стороны краской указывается требуемый класс пальца.

Требуемый класс пальца указан на крышке шатуна цифрой (на фото цифра 2).

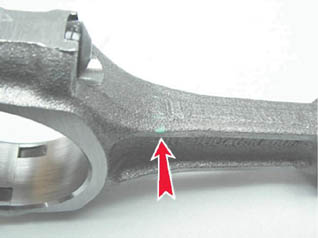
По массе шатуны делятся на классы. Маркировка наносится на крышку шатуна буквой (на фото буква М).
На двигатель должны быть установлены шатуны одного класса по массе (см. табл. 8.1.31.2).
Собираем поршень с шатуном в последовательности, обратной разборке.
После сборки шатуна с поршнем, номер цилиндра на шатуне и его крышке должен находиться с правой стороны от поршня при направлении взгляда по выбитой на нем стрелке.
При установке поршня в цилиндр, шатун номером цилиндра должен быть обращен к той стороне блока, на которой находится прилив для установки масляного фильтра, а каталожным номером к переднему концу коленчатого вала.
Подбор поршней к цилиндрам блока
У новых двигателей зазор между поршнем и цилиндром составляет 0,025-0,045 мм и задается установкой поршней того же класса, что и класс цилиндров.
Для выполнения работы потребуется нутромер.
Последовательность выполнения
Замечание. Как пользоваться нутромером, см. прилагаемую инструкцию или специальную литературу.
3. Нутромером проверяем износ стенок цилиндров.

Измерения проводим в четырех поясах (5, 12, 62 и 112 мм от верхней кромки цилиндра) в продольном и поперечном направлениях двигателя. В верхнем поясе цилиндр не изнашивается. По разнице показаний нутромера в разных поясах определяем степень износа каждого цилиндра.
Диаметры цилиндров двигателя разбиты на пять размерных классов (см. табл. 8.4). Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Таблица 8.4. Классы цилиндров по диаметру
Рекомендация. Небольшой равномерный износ цилиндра (в пределах 0,05 мм) можно компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
4. На днище поршня нанесены обозначения, где:
- 2 класс отверстия под поршневой палец;
- С класс поршня;
- ← метка, которая должна быть направлена в сторону переднего конца коленчатого вала;
- Г группа массы поршня.

По диаметру отверстия под поршневой палец поршни делятся на три класса (1, 2, 3) через 0,004 мм.
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
Класс пальца маркируется краской на его торце.

По наружному диаметру пальцы делятся на три класса (синий, зеленый и красный), через 0,004 мм.
Для облегчения подбора пальца к отверстию поршня на его внутренней стороне краской указывается требуемый класс пальца.


На двигатель должны быть установлены шатуны одного класса по массе (см. табл. 8.5).
Поршень ВАЗ 2110, 2111, 2112 - алюминиевый, литой. При изготовлении детали строго выдерживается масса поршня. Поэтому во время сборки двигателя по массе поршни не требуется подбирать.
Поршни ВАЗ 2110, 2111, 2112 имеют 5 классов ( А, B , С, D , Е) в зависимости от наружного диаметра с шагом 0,01 мм.
Что касается наружной поверхности поршня, то она имеет достаточно сложную форму, поэтому диаметр поршня измеряют только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
Еще поршни делятся на 3 класса по диаметру отверстия под поршневой палец с шагом 0.004 мм. Классы диаметров поршня и отверстия под поршневой палец можно определить по клейму на днище поршня.
Поршни ремонтных размеров ВАЗ 2110, 2111, 2112
Поршни ремонтных размеров ВАЗ 2110, 2111, 2112 изготавливают с наружным диаметром, увеличенным на 0,4 и 0.8 мм. Различить ремонтные размеры поршней можно благодаря маркировке на поршне в виде квадрата (0,8) или треугольника (0,4).
Чтобы правильно установить поршень в цилиндр необходимо пользоваться указательными стрелками на днище поршней. Стрелка должны быть направлена к приводу распределительного вала.
Поршневой палец ВАЗ 2110, 2111, 2112 - изготавливается из стали, полый, плавающего типа. Плавающий тип поршневого пальца означает, что он может свободно вращаться в бобышках поршня и втулке шатуна. Для фиксации поршневого пальца используют пружинные стопорные кольца.
Классы поршневых пальцев ВАЗ 2110, 2111, 2112 :
3 класса с шагом 0,004 мм – по наружному диаметру.
Класс поршневого пальца можно определить по маркировке на торце поршневого пальца красной (3 класс), синей (1 класс) или зеленой (2 класс) меткой.
Поршневые кольца ВАЗ 2110, 2111, 2112
Поршневые кольца ВАЗ 2110, 2111, 2112 изготавливаются из чугуна.
Существуют верхние и нижние компрессионные кольца ВАЗ 2110, 2111, 2112 .
Верхнее компрессионное кольцо ВАЗ 2110, 2111, 2112 - с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо ВАЗ 2110, 2111, 2112 изготавливается скребкового типа.
Маслосьемное кольцо ВАЗ 2110, 2111, 2112 изготавливается с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун ВАЗ 2110, 2111, 2112 – изготавливается из стали, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм. После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Глубина выборок под клапана,на днище порш. 2110, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
В конструкции поршня 2110 и в конструкции всех последующих моделей, применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 2110, 2112, 21124.
Основные маркировки в литье, нанесенные на деталь.
3. Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны.
Основные маркировки наносимые на днище.
3. Маркер группы массы поршня:
Маркировка класса отверстии дополнительно наносится краской на внутренней стороне днища:
синий цвет – 1-й класс
зеленый цвет – 2-й класс
красный цвет – 3-й класс
Дополнительно, для ремонтных поршней.
5. Маркер для ремонтных изделий:
| ПОРШЕНЬ | 21083-1004015 |
| Производитель | ОАО АВТОВАЗ |
| Диаметр поршня (номинальный), мм: | 82,0 |
| Диаметр поршня (1-й ремонт), мм: | 82,4 |
| Диаметр поршня (2-й ремонт), мм: | 82,8 |
| Вес, г.: | 335,0 |
| Поршневой палец | 21213-1004020 |
| Диаметр поршневого пальца, мм: | 22 |
| Поршневые кольца | 21083-1000100 |
| Высота колец, мм: | 1,5/2,0/3,95 |
Глубина выборок под клапана,на днище поршня 21083, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
Основные размеры
Применяемость поршня 21083-1004015.

Сегодняшняя запись о покупке шатунов 2110 на мой Турбо мотор.
Начну с Теории:
Шатун служит связующим звеном между поршнем и кривошипом коленчатого вала. Так как поршень совершает прямолинейное возвратно-поступательное движение, а коленчатый вал — вращательное, то шатун совершает сложное движение и подвергается действию знакопеременных, носящих ударный характер нагрузок от газовых сил и сил инерции.
Покупка шатунов 2110:
В моем блоке 21083 с завода стояли шатуны 2108.
Для постройки Турбомотора шатуны 2110 являются предпочтительнее шатунов 2108.
Дорогие H-образные решил не брать, так как первый опыт в постройки Турбо мотора может быть плачевным.
Поэтому с сайта CLUBTURBO были приобретены шатуны 2110 цена 2400 рублей(комплект 4 штуки).

Различия шатуна 2108 от шатуна 2110:
Шатун 2110-1004045 отличается от шатуна 2108 более жесткой нижней головкой.
Поковка оригинальная, из материала с улучшенными механическими свойствами.
В верхней головке — сталебронзовая втулка, так как применен плавающий палец — он может перемещаться и в шатуне, и в бобышках поршня (в шатуне 2108 поршневой палец запрессован в верхнюю головку.)

Характеристика шатуна 2110:
Длина шатуна 2110 — 121 мм
диаметр шейки — 47,8 мм
диаметр пальца — 22 мм
Момент затяжки гаек шатуна 2110 двигателя 21124 – 50,9 +2,6 Н.м.
Шатун 2110 – стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке.
Крышка шатуна крепится двумя болтами, запрессованными в шатун.
По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.

Перед сборкой Турбо-низа шатуны обязательно будут развешены, запись о развесовке шатунов будет!
Цена вопроса: 2400 рублей.
Затраты на постройку Турбо мотора 9165+2400=11565 рублей.
ВСЕМ СПАСИБО ЗА ВНИМАНИЕ!
Цена вопроса: 2 400 ₽

Лада 2114 2002, двигатель бензиновый 1.5 л., 78 л. с., передний привод, механическая коробка передач — тюнинг
Машины в продаже

Лада 2114 Самара, 2003

Лада 2114 Самара, 2009

Лада 2114 Самара, 2011

Лада 2114 Самара, 2008
Комментарии 59

Интересная запись и спасибо за подробное описание, такие мелочи полезно знать при работе и сборке. Рад буду прочитать про развесовку

А поршня у тебя Нива?
Нива с лужей 20 кубов
у меня вот тоже Нива поршня, 8кл. 083 двс, стоит ли брать шатуны от 10 с плавающим пальцем? или сток шатуны от 08 напихать туда?)
2110 по конструктиву лучше!

можно ли поршня 21083 постаить на шатуны 2110 ?

А что если поставить колено 2109? там в два раза меньше противовесов оно легче
Легче не значит лучше.
Для турбы важнее прочность.
Тем более коленвал 2112 у меня есть в хорошем состоянии, не рационально его выкинуть и купить и поставить 2109.
у меня есть 2109 вот я и думаю его поставить мне на атмо
Коленчатого вала 2109 не существует у тебя либо 2108, либо 2112.
И хочу заметить что коленчатый вал 2112 конструктивно лучше 2108:
Для повышения уравновешенности по сравнению с валом 2108 увеличены противовесы.
Они механически обработаны как по боковым поверхностям, так и по диаметру.
Это позволяет валу выдерживать возросшие нагрузки.
чем это он контструктивно лучше? если и так хочу поставить его на лёгкую шпг, и для начала отдам токарю
Комментарий выше, я описал чем лучше.

Привет Ильнур!
Вопрос такой: какой коленвал используешь для сборки и где у нас в Салавате можно расточить блок?
Привет.
Коленвал для Турбомотора будет использоватся штатный 2112.
По расточке блока в Салавате не скажу где хорошо точат, сам еще не сталкивался с расточкой блока.
В ближайшее время отдам свой блок на расточку и после этого только скажу стоит-ли точить блок в г.Салавате или нет.
Благодарю!
Ибо сам задумался о постройке турбомотора, но отсутствие ассортимента тюнинг-запчастей, а так же специалистов по металлообработке существенно останавливают меня от этого процесса.
Но ты вдохновил меня!
Запчасти не проблема, проблема в курсе рубля!
Специалистов может быть нет, но главное желание!
И интересно, чем я мог тебя вдохновить?)))
При постройке автомобиля все время возникают проблемы.
Вот например установка подрамника Автопродукт с жесткими рычагами. Нужно было устанвить сия девайс на автомобиль. По совету многих, обратился я к парням на контейнерной станции, мол они лучшие по подвеске. И что? Да нихрена они не смогли! Даже не пытилсь! В итоге, после долгих мытарств, нашел сервис, где под моим руководством смогли поставить.
Установки подвески Кони спорт: опять таки проблемы с мелкими деталями, только под заказа, в наличии ничего нет!
Установка многопоршневых тормозов Брембо по кругу: опять таки: болтов нет в наличии по всему городу! Поиски токаря тот еще квест!
А сборка бискеноновых фар на ОЕМ компонетах? Метиз пришлось заказаывать! Ну не было во всем городе самоконтрящихся гаек М6…
Это просто ужасно… Я почти полностью сделал автомобиль, но двигатель… Как представлю…
Та же промерка и расточка блока. Хонингование… А смогут ли выдержать зазор в 6 соток? Та же сборка из 8 кл. в 16 кл.: сижу и думаю где искать мелкие детали в виде полуколец и шпилек. Ведь даже кронштейн бачка омывателя в городе нет! Нигде! Поэтому установка омывателя фар тоже была не простой…
А шины с дисками? Сликов нет нигде! Нормальных шин (потенза адреналин 2 и нокаин хакка 7 ) пришлось заказывать.
И случайно на сайте нахожу тебя: живем в одном городе! И посты о сборке турбодвигателя!
Для меня это как удар средь бела дня! Что бы решиться на такое нужны титановые яйца!
Поэтому, подумав, я решил раз ты начал этот проект, то и мне есть смысл начать его.
Как-то так)))

![]()
В этот раз речь пойдет в большей степени о размерах шатунов которые следует учитывать при проектировании двигателя. Рассмотрим варианты установки как стоковых шатунов так и варианты с заменой на подходящие и особенности этой модернизации. Возможно из предыдущего поста Какой шатун выбрать вы решили устанавливать подходящие по прочности и весу шатуны и они отличаются от рекомендуемых производителем, то на пути установки могут возникнуть некоторые сложности, описанные в этом посте. Разберемся какие размеры стоит соблюдать и какие работы по замерам предстоит произвести.
Длина шатуна от центра к центру
Длина шатуна — это расстояние от центра верхней головки шатуна до центра нижней головки.
Измерение длинны шатуна для каждого цилиндра обусловлено необходимостью иметь одинаковый подъем поршня относительно плоскости блока цилиндров. Это позволит получить одинаковую степень сжатия, что очень важно при тонкой настройки всего двигателя.
Итак, для измерения собирается кривошипно-шатунный механизм, но без поршневых колец. Медленно проворачивается коленвал до подъема поршня к верхней мертвой точке, измеряется размер от плоскости блока до плоскости поршня, записывается размер и так же повторяем замер для остальных поршней находящихся в ВМТ, проворачивается коленвал до подъема остальных поршней и проводится точно такой же замер. Даже при заводской сборке можно наблюдать разброс в этих замерах, и производитель устанавливает допуски не критичные для этого двигателя. Однако если разброс ощутимый или же мы хотим тщательно подогнать размеры, есть много вариантов добиться необходимого путем перестановки поршней на шатунах или даже перестановки самих шатунов на коленвале. После того как мы добились желаемого, стоит учитывать, что развесовка нарушена и следует решать уже другую задачу, но об этом в другом посте. Точная подгонка размерности и веса очень долгая и кропотливая работа.
Размер между головкой шатуна и дном поршня
Верхняя головка шатуна не должна касаться на какой части поршня. При сборке поршень/шатун проверяется каждая группа, если используются оригинальные детали обычно не вызывает ни каких проблем. Следует учитывать тепловое расширение поэтому минимальный зазор от головки шатуна до любой части в поршне не должен быть меньше 2 мм.
Проверяем зазор между головкой шатуна и отливами в поршне для пальца. Зазор может быть в пределах нормы, но после установки на коленвал головка шатуна может касаться поршня, это обусловлено положением коленвала. Поэтому зазор проверяется в собранном состоянии и не должен быть в пределах 1-2 мм. Очень часты так и происходит, что после сборки шатуны прижимают поршни. Это решается пропилом касаемой части поршня или части шатунной головки. Только после всех подгонок описанных выше и замера между поршнем и клапаном( описание ниже) можно приступать к развесовке коленвала.
Размер между шатуном и блоком
Об этом стоит задуматься обычно при использовании строкер коленвала или с использованием алюминиевых шатунов, потому что они толще и объемнее. Полностью собирается поршневая группа и коленвал в блок, проворачиваем и если есть касание блока шатунами, то следует проточить сам блок обеспечив зазор по крайней мере 2 мм.
Размер между поршнем и клапанами
После всех манипуляций по доводке поршневой группы обращаем внимание на клапанный механизм. Для этого устанавливаем собранную головку блока и настраиваем фазы. После этого проводим проверку касания клапанов плоскости поршня осторожным проворачиванием коленвала. Если почувствуется усилие, следует остановиться и с помощью маленького фонарика по возможности обнаружить место касания. Есть и другой вариант, более точный. Для этого на очищенные клапана от масел и загрязнений наносится полоска глины толщиной примерно 3мм и повторяем прошлую процедуру. Для точности измерения если ранее не было обнаружено касаний, коленчатый вал раскручивают до полвины максимальных оборотов и после этого снимается головка для замера сжатой глины. Тут зазор от любой части клапана до поршня должен составлять не менее 1.5 мм. Вообще об этом стоит подумать за ранее при выборе коленвала, шатуна, поршня, распредвала. Однако если размер не очень большой, то это решается удалением лишнего метала в местах касания. Возможно удалить лишний метал как с клапана, так и с поршня. Рассматривается вариант эксцентриковой втулки в верхних головках шатунов или проточкой нижних крышек шатунов. Или рассмотреть вариант с другими фазами газораспределения, другим распредвалом.
Размеры шатунных вкладышей
Постараюсь доходчиво описать метод измерения. Перед всеми манипуляциями следует проверить все шейки коленвала на эллипс, задиры и толщину. Измерять следует все шейки, так как они могут отличаться даже на новом коленвале. После всех замеров решаем, что нужно делать. Если был обнаружен эллипс, это означает неравномерный износ шейки и следует восстанавливать перешлифовкой. Состояние шеек коленвла влияет на срок службы вкладышей, например, 100% – новый двигатель; 58% – первая замена вкладышей; 44% – вторая замена; 29% – третья замена без ремонта коленвала. И так один из вариантов в котором можно обойтись без точного измерительного инструмента. Для этого нам понадобятся специальная пластичная калибровочная проволока, например PLASTIGAUGE и новые вкладыши, тут можно ознакомиться с инструкцией

Так вот после установки пластичного калибра шатун стягивается болтами необходимым моментом, без смещения шатуна. Затем по откалиброванной шкале выявляется зазор. Следует так же измерить зазор приложив калибр на шейку коленвала через 90 градусов. Из полученных значений выносится решение о применении подходящих вкладышей.
Не буду заострять внимание на зазоре между шатуном и бугелем на блоке двигателя, отмечу лишь что зазор должен быть в пределах 0.35-0.5мм, легко можно измерить набором щупов. возможно при использовании алюминиевых шатунов зазор теоретически может быть больше в виду их большего температурного расширения.


Формы шатунов
Шатуны обычно имеют конструкцию I-или H-формы. Реже используются + формы, чаще на дизельных двигателях.

Разновидность крестообразной формы шатуна
Такая форма позволяет снизить вес шатуна не теряя его прочности. Форма шатуна обуславливается сопротивлением воздушному потоку во время работы и прилипаемости масла. Какая форма лучше? В теории шатуны H-формы более прочные, но в действительности H-форма может быть легче имея такую же прочность как I-форма. С точки зрения сопротивления воздуха (масло, цепляющаяся за шатун во время эксплуатации), I-форма теоретически лучше.
Читайте также: