
Можно ли красить на катафорезный грунт ваз
Обновлено: 03.07.2024
Предыстория:
Купил 2 передних крыла на свою машинку. Производитель - Klokkerholm.
Крылья покрашены в черный грунт. Думал что это упаковочный грунт и хотел зачищать до металла, а потом уже грунтовать нормальным грунтом и т.д., но на внутренней стороне крыла увидел наклейку, на которой в том числе и надпись следующего содержания: Quality Cataphoretic.
Действительно ли это катафорезный грунт, и как посоветуете поступить в данной ситуации?
илья на GOLFE
Не нужно ездить быстрей, чем летает твой ангел-хранитель!
Предыстория:
Купил 2 передних крыла на свою машинку. Производитель - Klokkerholm.
Крылья покрашены в черный грунт. Думал что это упаковочный грунт и хотел зачищать до металла, а потом уже грунтовать нормальным грунтом и т.д., но на внутренней стороне крыла увидел наклейку, на которой в том числе и надпись следующего содержания: Quality Cataphoretic.
Действительно ли это катафорезный грунт, и как посоветуете поступить в данной ситуации?
alexpas
Завсегдатай
Нужно сделать тест.На поверхность крыла положить тряпку смоченную сольвентом, через минуту если грунт поплыл (остаётся след от ногтя или совсем снимается) то зачищать всю деталь.Если следа не остаётся, тогда заматовать далее грунт наполнитель и покраска.
Как-то так.
Motto
Технически здравомыслящий
А что значит катафорезный грунт?
Насколько я знаю, есть способ грунтовки катафорезным методом.
Доступен в заводских условиях.
Основан на равномерном осаждении грунта с заданной толщиной на деталь. Это происходит в результате какого то физ. процесса. Вроде деталь и грунт заряжают разными зарядами, в следствии чего они притягиваются или что то типа того. И толщина грунтовки зависит от величины заряда.
Короче смысл в том, что процесс качественный и не зависит от кривизны рук.
А когда пишут катафорезная грунтовка, имеют в виду способ нанесения грунта, катафорезным методом.
Знание некоторых принципов легко заменяет незнание некоторых фактов.
Опыт помогает нам ошибаться увереннее.

Новые детали кузова автомобиля, в большинстве случаев, имеют чёрное покрытие. Это заводской грунт. Если кузовная панель оригинальная ( OEM ) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.

Более дешёвые кузовные детали могут иметь транспортировочный грунт, который не является стойким защитным покрытием и подлежит удалению.
Катафорезный грунт на поверхности кузовной панели имеет очень тонкий слой. Он обладает следующими преимуществами:
- Имеет прочную связь с металлической поверхностью.
- Слой грунта получаемый в заводских условиях электроосаждением получается очень ровным и равномерным (везде имеет одинаковую толщину ) на всей поверхности.
- Грунтом покрыты вся деталь, включая скрытые полости.
- В покрытии не содержится никаких лишних примесей.
- Обладает антикоррозионными и адгезионными свойствами.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя. Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом. Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Как подготовить под покраску деталь с заводским грунтом?
Сомнительный грунт лучше убирать до чистого металла шлифованием. Далее можно распылить первичный и вторичный грунты и красить.
Качественный катафорезный грунт, при условии его целостности и отсутствия дефектов, можно оставить на детали.
Производители лакокрасочных материалов рекомендуют сверху катафорезного наносить вторичный грунт, благодаря чему увеличивается адгезия и меньше появляются сколы при эксплуатации. Можно использовать акриловый двухкомпонентный грунт. Заводской грунт шлифуется абразивами P240 – P320 , обезжиривается и грунтуется. Дополнительным преимуществом грунтования поверх заводского грунта является применение грунта, имеющего цвет, схожий с цветом краски, которой будет покрываться деталь. В итоге уйдёт меньшее количество краски. При этом нужно понимать, что иногда производители рекомендуют то, что удорожает ремонт и без чего можно обойтись.
Многие мастера, с которыми я общался, много раз подряд красили поверх заводского грунта, предварительно подготовив его под покраску, и из-за этого не возникало проблем.
Они считают, что если на поверхности настоящий катафорезный грунт, то такое покрытие можно обработать скотч-брайтом или другим абразивом под покраску, обезжирить и красить. Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело. Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Некоторые сервисные центры, чтобы соблюсти регламент и дать длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и далее наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
В итоге можно сказать, что если заводской грунт хорошего качества, деталь не имеет следов ржавчины, то не имеет смысла его убирать. Таким образом, Вы сэкономите время, сохраните фосфатную заводскую плёнку и оставите дополнительную антикоррозионную защиту в виде катафорезного грунта. Как было написано выше, не лишним будет нанести сверху вторичный акриловый грунт, колерованный под краску, которой будет окрашиваться деталь. Так, Вы как минимум получите пользу в виде экономии расхода краски.
Нужно ли снимать грунтовку с новой детали перед покраской
Ты сам к какому варианту склоняешься?
смывка для краски + болгарка с корщеткой
Цитата:
имеют транспортное покрытие ВМЛ-143, которое должно сниматься при покраске меняемого узла или автомобиля. Недопустимо накладывать грунт и производить дальнейшую окраску без удаления транспортного покрытия, т.к. ВМЛ-143 рассчитан на хранение и доставку деталей до потребителя на срок 3-6 месяцев.
Ещё один пример. Про смывку за 30 рублей. Купил дверь задка. Сделал как на форуме посоветовали. Но у мну затянулось это, поэтому в грунте стояла пол-года (дома, поэтому влаги не было), плавно начала появляться ржа. Потому, что смывка затекает во все щели и реагирует с железом, но просто долго. УДалить её полностью невозможно как не пытайся, и все ваши швы за котоыре вы так переживаете начнут гнить изнутри. Как я с не не е..ся так и не смог даже зачистить ржу. Тупо поюзал преобразователь ржи, загрунтовал и закрасил. Если бы сразу красил, то конечно же не заметил бы и через пару лет вылезла и я бы как и все грил мол хреново покрашено в домашних условиях это не завод как на заводе не сделать.
А отвалится — зашкурю и ещё раз покрашу (3*тьфу у соседа ничего не отвалилось пока что из всей машины).
ЗЫ мой вам совет подумайте что будет с металлом от этого преобразователя. Лучше шкуркой. Долго, но качественно 100пудово. ИМХО.
ЗЫЫ готов подискутировать на эту тему с теми, кто со мной не согласен. 😎
У соседа разбили 7ку. Зашкурили и покрасили прямо на транспортный грунт без грунтовки. Уже больше 5 лет полёт нормальный. Если г..но покраска то никакое вышкуривание не поможет.
Что такое защитный катафорезный грунт и можно ли на него красить?

- Этапы катафорезной обработки конструкций
- Преимущества грунтования катафорезом
- Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
- Полезное видео
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства.
Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.

К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.

Переваривал ниву 2 года назад брал детали в катафарезном грунте, сварочные места обработал эпоксидным грунтом и шовным герметиком, по низам обработалимастикой резино битумной. Езже 2 года и зимой и летом хоть бы чо то где то вылезло.

Только драть до металла


А в чём смысл нанесения фосфатирующего грунта не на металл ?



А вы говорите ваз
Хёндай ладно у нас на работе у санька на ниссане ранфаэлдере крышка богажника через год за цвела с низу по гарантии красили а это уже совсем другая ценовая категория
Сам работаю в группе компаний нлмк и видел какой металл идёт на завод ваз а какой на форд и фольц


Сам работаю в группе компаний нлмк и видел какой металл идёт на завод ваз а какой на форд и фольц
В апреле домой поеду если надо фото шаршавости прищлю
Капот был ваз серый с галограммой даже смс можно отослсть на оригинальность
Сдесь есть нюанс. Поясню в чем причина такого желания мастеров.
Ранее, в РФ, Вазовцы выпускали ремонтные запчасти, их же делала и куча кооперативов, заодно подсовывая одно вместо другого.
Проблема в том, что металл для штамповки, АвтоВАЗ и кооперативщики покупали разного качества. Завод — то что получше, кооперативы — полежавшие остатки . с большой скидкой. Когда у АвтоВАЗ-а с деньгами было совсем хреново, они тоже не гнушались купить металл который уже полежал на воздухе … под дождиком, и обзавелся очагами коррозии.
Ну вот и отштамповали такой рулон, в катафорез засунули … и на продажу, хоть машину … хоть запчасть.
А по итогу — почки отвалились, коррозия уже ПОД катафорезом. Собственно после установки такой детали, через год-другой из под краски идет ржа, вспучивается все.
Мастеров все стали обвинять — мол некачественно сделали. Гниль и все такое. А они то при чем — сама запчасть с завода или от кооператива уже с гнильцой. Вот и вынудили наших гаражных мастеров делать лишнюю операцию по снятию катафореза (который таки является отличной защитой от коррозии), что бы убедиться что деталь нормальная, … ну и при необходимость убрать ржу, и протравить ее кислотным грунтом. Это таки время и затраты.
Если сравнивать катафорез и кислотный грунт, катафорез конечно лучше. Но ***паный Автоваз, как повезет. С Китайцами, еще 4-5 лет назад было все плохо. Дешевый метал, хреновое кранение, хреновые материалы. Итог тачки сгнивают за 5-7 лет до дыр в порогах и днище.
Современные запчасти, на хорошие бренды (например Фольксваген или Тойота) идут из двусторонне оцинкованного металла, под катафорезом. С ними проблем нет.
Для АвтоВаза тоже есть оцинкованные детали, заводские … но там разнобой, есть одно — двух и не оцинкованные.
Для примера, у Хюндаи Крета недавно была беда, стало пучить краску от гнили на крышке багажника, то ли металл, то ли крышки полежали где то под водичкой, до отправки на конвеер.
Тут уж сам думай. Если запчать имеет дату производства летом, тодга скорее всего будет отличного качества, если весна-зима-осень — могут быть варианты.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.
При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой.
Полезное! Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии.
Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.

Информация! После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Катафорез при кузовном ремонте
До момента нанесения лакокрасочных материалов кузов проходит такие этапы:
- транспортное средство разбирают полностью, так как все детали проходят индивидуальную обработку;
- удаление старой краски происходит при погружении кузова в специализированные химические вещества;
- на устаревшем автомобиле имеются коррозийные проявления, которые устраняют с помощью специализированных средств против ржавчины;
- очищенный до голого металла кузов готов к катафорезу, который проводится по описанным выше правилам.

Катафорезному грунтованию отводится особое внимание, поскольку методика еще молодая и неизученная. Однако ее востребованность растет, что стимулирует развитие отрасли и улучшение качества защиты автомобильных кузовов.
У каких моделей Лада оцинкованный кузов
Какой процент деталей проходят оцинковку неизвестно. В СМИ периодически всплывают разные цифры, но официально их не подтверждают. Степень оцинковки автомобилей Лада из СМИ (списком):
- ВАЗ 2110 — 30%;
- Lada 4×4 (Нива 2121 и 2131) — катафорезное грунтование, оцинкованных сталей нет.
- Лада Калина 1 — 52%;
- Лада Калина 2 — оцинковывается все, кроме передних и задних ланжеронов, крыши и капота;
- Лада Приора — с августа 2008 года кузов оцинкован на 29%, а после 2009 года на 100% ( видео );
- Лада Ларгус — фото оцинкованных деталей выкладывали туристы, которые были на АвтоВАЗе в рамках экскурсий;
- Лада Веста — впервые выполнена оцинковка внешнего слоя кузова (у седана крыша не оцинкована, универсал оцинкован полностью), а пороги и днище имеют антигравийную защиту;
- XRAY — из внешних панелей не оцинкована только крыша, но это нормальная практика для мирового автопрома. В ходе проверки коррозионной стойкости кузова крыша XRAY лучше выдержала испытание, чем крыша Весты.
Информация с официального сайта:
- Lada Granta седан: 32% от веса деталей кузова – из оцинкованных сталей. При этом 75% от оцинкованного металла – горячеоцинкованная сталь с 2-сторонним покрытием. Прочное и долговечное антигравийное покрытие днища. Скрытые полости кузова обработаны антикором. Глушитель выполнен из нержавеющей стали.
- LADA Granta лифтбек применена оцинкованная сталь (днище, брызговики, боковины), сталь повышенной прочности (силовой каркас кузова). Полиэфирный грунт с увеличенной стойкостью к сколам, черная окантовка юбки бампера
- Lada XRAY: двусторонняя оцинковка наружных панелей кузова. Антикор днища и скрытых полостей кузова.
Надо ли делать антикор на Лада Веста и XRAY, отвечает АвтоВАЗ.
ПО другим данным:
- до 1999 года на АвтоВАЗе оцинковки кузова не было, наносили только обычный антикоррозийный слой;
- с 1999 по 2009 год стали применять холодное цинкование (нанесение цинксодержащего покрытия), но обрабатывались только часть узловых соединений (места сварки, креплений, штамповки и других мелких деталей);
- c 2009 года холодное цинкование стало распространяться уже на более широкий список деталей (все узловые соединения и наиболее уязвимые части кузова, пороги, днище, низ дверей и т.д.
Назначение линии
Автоматическая линия SPK-KTL используется для создания надежного защитного покрытия деталей подвески автотранспорта.
На линии производится обработка:
- Горячекатаного металла — лонжероны, удлинители и усилители, толщиной от 6 до 9 мм;
- Литые конструкции — кронштейны, держатели, поперечины и вставки.
Детали относятся к изделиям 1-й и 2-й групп металлов по ГОСТ9.402-2004.
Длинномерные изделия поступают в паллетах.
Средние и мелкие – транспортируются с помощью подвесного толкающего конвейера.
Габариты изделия — 14000х300х2800 мм.
Вес изделия — 2500 кг (без подвески!)
Окрашиваемая площадь – максимум 90 м 2 на одно изделие.
Предварительное загрязнение — до 5-10 г/м 2 (окалина, слои консервационных смазок и масел).
Оборудование работает в автономном, более экономном режиме. Соблюдаются все нормы и Правила охраны труда, пожарной, промышленной и экологической безопасности РФ.
Технологическая линия обеспечивает степень очистки поверхности 2 в соответствии с ГОСТ 9.402-2004.
Технологическая линия обеспечивает IV класс покрытия (с исключение подтеков на всех поверхностях) по ГОСТ 9.032-74, ГОСТ7593-80.
Комплекс рекомендованных покрытий обеспечивает стойкость к соляному туману 1500 часов.
Испытания проводятся для групп условий агрессивности ХО2, ХО4 в соответствии с ГОСТ Р 51801-2001. Испытания проводятся методом 215-1.1 по ГОСТ30630.2.5.-2013.
Пропускная способность линии в номинальном режиме 35 000-45 000 м/к в год в зависимости от скорости конвейера (Возможно увеличение производительности до 65 000 м/к в год при модернизации АПП добавлением дублирующей ванны обезжиривания окунанием, модернизации участка конвейера и источников печи сушки катафорезного грунта и печи полимеризации).
Режим работы линии: 243 рабочих дня.
Рабочая неделя — 5 дней в 3 смены.
Годовой фонд рабочего времени – 5289 часов.
Коэффициент загрузки оборудования – 0,85.
Площади для размещения линии — 108х48х20 м.
Линия располагается в осях 1-19 / Э-Я.
Данные по энергоносителям:
Сжатый воздух 7 кгс/см 2
Давление 0,6 кгс/см 2
Теплотворная сп-ть 7910 ккал/м 3
Горячее водоснабжение 95-70
График 95-70 гр.С
Давление 5-6 бар
Захоложенная вода 9-12 гр. С
Когда удалять
На более качественных неоригинальных запчастях транспортировочный грунт может выглядеть и получше, может даже обладать неплохим глянцем. Но большой погоды это не делает. В большинстве случаев такое покрытие не годится в качестве первого слоя системы. Оно не имеет достаточной адгезии к металлу и не защищает его должным образом от коррозии. А посему — подлежит удалению, окончательному и бесповоротному.
Как и чем удалять

Катафорез при кузовном ремонте
До момента нанесения лакокрасочных материалов кузов проходит такие этапы:
- транспортное средство разбирают полностью, так как все детали проходят индивидуальную обработку;
- удаление старой краски происходит при погружении кузова в специализированные химические вещества;
- на устаревшем автомобиле имеются коррозийные проявления, которые устраняют с помощью специализированных средств против ржавчины;
- очищенный до голого металла кузов готов к катафорезу, который проводится по описанным выше правилам.
Катафорезному грунтованию отводится особое внимание, поскольку методика еще молодая и неизученная. Однако ее востребованность растет, что стимулирует развитие отрасли и улучшение качества защиты автомобильных кузовов.
Нанесение базового слоя лака.

В зависимости от предприятия используется два основных типа окраски автомобиля — роботизированный и ручной пневматический и роботизированный и ручной электростатический. Существуют и комбинированные технологии, например внутренние поверхности пневматика, внешние электростатика. Очень важным этапом окраски базового слоя является баланс между двумя способами нанесения для исключения разнотона по цвету. Каждый автопроизводитель подбирает свои типы базисной эмали и цветовой палитры.
База в зависимости от своего типа (с частицами металика и без) может красится в несколько слоев. Ключевыми факторами в окраске является расстояния от кузова до распылителя и параметры окраски робота, климатика в камере. Все параметры должны пройти через тонкую настройку под каждый цвет, т.к. при малейшем отклонении от толщины может произойти сдвиг гармонии, так например, белый цвет при уменьшении может уйти в голубой оттенок, при увеличении в желтый. Между окраской лака и базы должна быть определенная выдержка для обеспечения розлива материала, испарения растворителей краски. Окраска лаком так же сочетает в себе пневматику и электростатику.
В зависимости от конечной цели кампании могут назначать несколько слоев лака и базы для сложных цветов, например для желтого цвета может быть введен дополнительный слой между базой и грунтом. После окраски базой и лаком кузов отправляется в печь для сушки. Проект сушек разрабатывается индивидуально под эмали. Толщина окончательного покрытия варьируется в пределах 60 мкм. Многие кампании предъявляют различные требования к качеству этой поверхности — шагрень, зеркальность, адгезия и т.д.
Советы по нанесению
- Будь то обработка порогов или зоны у лобового стекла, каждый процесс начинайте с обезжиривания. Обязательно нужно оттереть битумные пятна, смыть жировые отложения.
- Используйте давление воздуха, рекомендуемое инструкцией материала (возможны корректировки для разных систем распыления). Разумеется, аэрозоль вам таких забот не доставит.
- Соблюдайте пропорции при разбавлении грунта (указаны на этикетке).
После финальной обработки порогов поверхность рекомендовано покрыть гравитексом.
Покрытие деталей, с помощью катафорезного метода включает несколько этапов:
- Первый. Проводят очистку металлической поверхности от окиси, что повышает взаимодействие активных частиц при погружении в катаферозную емкость.
- Второй. Обезжиривание улучшает результат, полученный после первого этапа.
- Третий. Активация металла повышает надежность закрепления частиц.
- Четвертый. Погружение в катафорезную емкость, наполненную грунтовочным раствором. К металлической детали подсоединяют анод (отрицательный заряд), а к ванне – катод (положительный), активизирующий частички раствора. Благодаря электролитическому влиянию к корпусу прочно прилипает грунтовочный раствор.
- Пятый. Ополаскивание удаляет плохо закрепившиеся частички.
- Шестой. Сушка в термической камере обеспечивает затвердевание грунтовочного слоя.

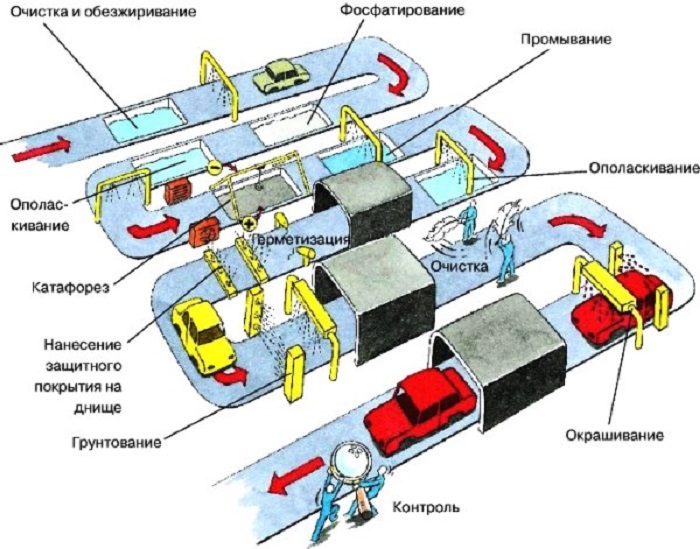
Обработка нового кузова
При производстве нового транспортного средства его кузов проходит все стандартные этапы катафорезного грунтования, к которым добавляются несколько новых:
- очистка и обезжиривание;
- фосфатирование (усиливает прочность металла);
- ополаскивание;
- катафорез;
- промывание;
- ополаскивание;
- герметизация;
- покрытие днища защитным слоем;
- грунтование;
- повторная герметизация;
- ручная очистка;
- окрашивание;
- просушка кузова;
- финальный контроль качества.
Грунтование деталей
Методику применяют в основном к новым деталям, для чего их отправляют на завод, имеющий специализированное оборудование. На месте их очищают от транспортировочного грунта и подвергают всем этапам обработки. Благодаря методике срок службы деталей возрастает.

Вторичные грунты

Двухкомпонентная акриловая грунтовка содержит в своей основе акрилатовые смолы. Для некоторых типов материалов акриловые грунты могут использоваться как изолирующие. Также используются как ремонтные, если не предполагается последующая шпаклевка ремонтной зоны. Перед шлифовкой достаточно положить более толстый слой грунта. Но вывести идеально ровную плоскость таким способом можно лишь в случае едва заметных вмятин.
Все виды марок акриловых грунтов гигроскопичны. Заматованную поверхность со старым ЛКП, с которой предварительно необходимо оттереть битумные пятна, смыть солевые и жировые отложения, достаточно покрыть одним слоем. А вот для качественной покраски ремонтной зоны могут потребоваться 2-3 слоя. Обязательно соблюдайте требования межслойной сушки.
Что такое нешлифуемый грунт
Обычный 2К акриловый грунт, будь то аэрозоль или банка, после нанесения оставляет грубую шагрень. Поэтому его нужно перешлифовывать абразивами (в зависимости от ТДС и технологии шлифовки, начиная с Р600 и заканчивая Р1200).
Слои краски автомобиля
Прежде чем перечислить слои краски, которые нанесены на автомобиль, следует отметить, что существует различие между внешним компонентом покрытия и теми, которые применяются для внутренней отделки. Такое разделение связано с политикой удешевления стоимости и практикуются производителями автомобилей, которые пришли кому, что этот тип отделки не применяется для отделки определенных структурных элементов. Кроме того, в зависимости от материала основы, применяемые слои или покрытия краски, также отличаются.
Согласно этой последней переменной, в следующей таблице указаны, покрытия и слои краски наиболее распространенные для покрытия каждого из этих материалов:
Сталь
- Покрытие от коррозии: оцинковка, гальваническое или алюминизирование
- Фосфатный и оцинкованный
- Грунт катафорезный
- Армирование
- Герметики
- Грунтовка
- Отделочные
- Анодирование
- Адгезионная грунтовка
- Армирование
- Герметики
- Грунтовка
- Отделочные
- Адгезионная грунтовк а Армирование
- Отделочные
Качество грунтования и покраски
Таким образом, с конвейера сходят седаны Lada Vesta, полностью соответствующие стандартам Альянса Рено-Ниссан. Это подтверждается и осмотрами, которые неоднократно проводили не только интересующиеся любители, но и эксперты. Как оказалось, традиционных для АвтоВАЗа случаев недокраса металлических панелей замечено не было. Нет и дефектов лкп, вроде потертостей, царапин и тому подобного, что часто замечали на моделях Приора, Калина и прочих.
А вот толщина лкп не слишком велика. Впрочем, это современная тенденция для всех автомобилей – постоянно ожесточающиеся экологические нормы не позволяют наносить глубокий слой краски и лака. С другой стороны, даже сколы не приводят к образованию ржавчины на металлических панелях Весты – качественный грунт смягчает удары камешков и прочего дорожного мусора, не оголяя железо.
Наглядно о процессе обработки и покраски кузовов моделей Лада рассказывается в сюжете ВАЗ-TV. Речь, правда, идет о Грантах и Калинах, однако технология для них и для нового седана идентична —
Катафорезное грунтование кузовных деталей
Новые кузовные детали также стали подвергаться катафорезному грунтованию на этапе их изготовления. Однако на сегодняшний день это касается только оригинальных деталей. Дешевые аналоги от других производителей полноценной обработке этим способом не поддаются. В основном новые детали покрываются транспортировочным грунтом, который защищает деталь на этапах транспортировки и хранения до момента реализации.
Сегодня довольно часто практикуется катафорезное грунтование кузовных деталей перед их покраской. Для этого деталь сдается на предприятие, имеющее оборудование для катафореза. Там она очищается от транспортировочного грунта и обрабатывается по вышеописанной технологии. Это позволяет в разы увеличить срок службы даже неоригинальных деталей.
Автомобильные грунтовки
Пожалуйста, введите номер своего телефона, чтобы мы могли Вам позвонить!

Грунт АК-094
Грунт АК-0291
Грунт АК-0331
Грунт ГФ-017
Грунт В-КЧ-0254
Грунт В-КЧ-0271Э
Грунт В-МЛ-0143
Грунт КЧ-0309
Грунт ЭП-0228
Грунт ЭП-0270
Очень важной частью покраски автомобиля, является грунтовка. Грунтовку, всегда лучше выбирать качественную, ведь это основа под окраску автомобиля.
Грунтовки, разделяют по группам, в зависимости от защитных свойств:
1. Для защиты днища и других мест наиболее подверженных агрессивной среде, используют пассивирующие грунты. При воздействии на окрашиваемую поверхность воды, такие грунты приводятся в пассивное состояние.
2. Для предотвращения коррозии, используют протекторные грунтовки. В их состав входит цинк, который не позволит влаге начать процесс коррозии. Изготавливаются на основе эпоксидной смолы и используются в ремонтных работах.
3. При необходимости совершения мелкого ремонта, используют грунтовки, в состав которых входят инертные частицы. Такой грунт механически препятствует воздействию влаги.
4. При совершении разных ремонтных работ с кузовом, используют фосфатирующие автогрунтовки. Фосфаты, содержащиеся в таком грунте, создают на поверхности металла труднорастворимую защитную плёнку.
5. При ремонте лакокрасочного покрытия без удаления коррозии, используются грунтовки — модификаторы ржавчины.
Ознакомиться со всем ассортиментом, вы сможете в данном каталоге. Все автогрунтовки, можно приобрести оптом и в розницу по приемлемым ценам.
Мы продаём:
- Грунты, однокомпонентные, не содержащие отвердитель.
- Грунты, двухкомпонентные, содержащие отвердитель.

Мягкие грунты, однокомпонентные легко шлифуются, но могут дать усадку, по истечении некоторого времени.
Твёрдые грунты, двухкомпонентные, создают прочное и надёжное покрытие, которое сложно шлифуется.
- Повышенная защита, от коррозии.
- Быстрое высыхание.
- Высокая защита от агрессивных воздействий природы.
- Влагостойкость.
- При соблюдении технологии использования, отличаются долговечностью. Окрашенные поверхности прослужат от 5 до 10 лет, в зависимости от климатических условий.
- Легко выдерживают любые климатические условия.
- Демократичная стоимость.
- Соответствуют ГОСТ и ТУ.
Технология окраски E DUP (ETA)
После тщательного изучения различных решений, предлагаемых на рынке, в компании ЕТА было принято решение внедрить технологический процесс катодной электростатической окраски для нанесения слоя грунтовки, имеющего неоспоримые химические и физические свойства, что обеспечит улучшенные эксплуатационные качества. Задача предложить значительно более надежные, идеально отвечающие требованиям решения для различных условий и областей применения.
Высоко автоматизированный и инновационный производственный процесс позволил получить результаты с высокими качественными характеристиками, снизить толщину слоя завершающего покрытия и решить вопрос с неиспользованной краской, в полном соответствии с политикой экологической безопасности.
Только компания ЕТА предлагает технологию Е DUP — двойную защиту уникальной продукции.
Покраска авто на заводе: как это происходит? Рассказ работника
Каждый автолюбитель знает, что заводская покраска — самая качественная и очень ценится на вторичном рынке. Отсюда появляется вопрос: как же на заводе всё так организовано, что покрытие получается столь качественное? Давайте разбираться.

Первый этап: обезжиривание и очистка
На этом этапе с помощью специальных моющих растворов убираются все следы масла и другого мусора с кузова. Для этого кузов помещается в специальную камеру, где на него эти растворы и распыляются.
Дальше кузов ополаскивается в специальной ванне и движется дальше по конвейеру.

Сушка
Затем кузов поступает в сушильную камеру, где под действием нужной температуры высушивается. На этом этапе все следы масла и других отложений с кузова удалены.
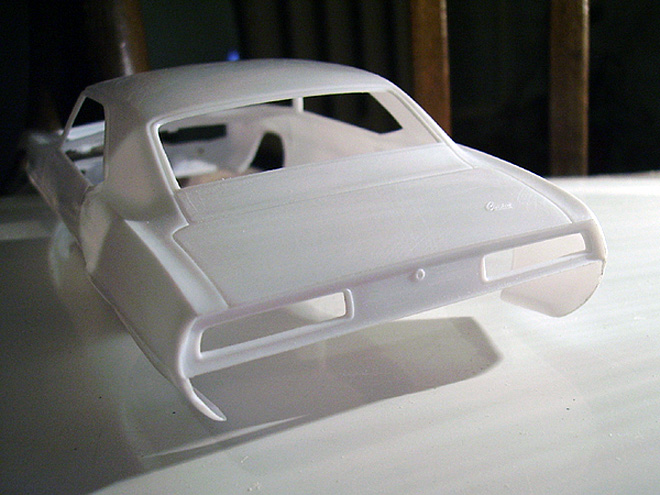
Новые детали кузова автомобиля в большинстве случаев имеют чёрное покрытие. Это заводской транспортировочный грунт. Пример запчастей в чёрном грунте: KIA RIO 3 2011 - 2017 крышка багажника кузов седан
Как правило такое покрытие подлежит удалению перед покраской. Грунт легко удаляется растворителем ( 646 / 647 или ацетоном ), либо шлифованием до чистого метала. После можно распылить первичный и вторичный грунты и красить
Реже встречается заводской катафорезный грунт, который имеет очень тонкий слой, так как наносится методом электроосаждения.
Он имеет серый цвет. Пример запчастей в сером катафорезном грунте: HYUNDAI SOLARIS 2 поколение 2017 - 2021 год выпуска кузов седан
Катафорезный грунт имеет прочную связь с металлической поверхностью. Слой грунта очень ровный и равномерный на всей поверхности. Обладает антикоррозионными и адгезионными свойствами. Визуально такой грунт имеет матовое покрытие со слабым глянцем.
Качество грунта на деталях легко может определить мастер кузовного цеха при не хитрых манипуляциях с ними .
Очень часто сервисные центры, соблюдая регламент и давая клиенту длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
Из моего опыта работы с покраской, могу также сказать, что при выборе новых кузовных деталей, не стоит брать во внимание обще принятые суждения о том, что ЛКП ( лакокрасочное покрытие ) можно наносить на катафорезный грунт, при его небольшом "замывании" с целью экономии на материалах, так как практика показывает, что мастера кузовных сервисов, в 90% случаях перед покраской, выполняют полное "замывание" грунта до чистого металла и наносят более качественный Многокомпонентный грунт имеющий прочную связь с металлической поверхностью.
Читайте также: