
Ремонт кшм ваз 2107
Обновлено: 05.07.2024
Сегодня у нас гостях автомобиль ваз 2107. Ведь здесь стоит шестерка еще 600 воликова владелец вот видно с чумовая .
собираю двигатель ваз 2107 блок 03 как это вижу я не кого не заставляю повторять просто показываю как делаю это я .
Так как были просьбы полностью снять ремонт головки, я этот ремонт снял. ВАЗ 2106, прогорел клапан, снял все от начала .
Друзья! В данном Видеоролике Вы увидите весь процесс ремонта ГБЦ автомобиля. Хочу обратить Ваше внимание на то, .
Подписывайтесь на канал! Будет много интересных роликов! :) Проблема с бардачком, повсеместна у владельцев Ваз .
На видео показан процесс замены комплекта деталей главного тормозного цилиндра на автомобиле ВАЗ 2107. Применен .
В данном видео я расскажу Вам о легком и простом ремонте карбюратора ОЗОН! Элементарный и простой ремонт Я .
Ремонт сиденья ВАЗ 2107 своими руками, показываю о замене стопорного механизма на сиденье. Внимание с такой .
Продолжаю ремонт стукнутого ваз 2105. Зачищаю остатки старого железа, примеряю новое. Остальные видео про ремонт .
Ремонт и обслуживание суппортов, даже на жигулях, такая же необходимая операция по обслуживанию тормозной .
Ребя подкиньте идею как лучше сделать подсветку.. ремонт и обслуживание панели на ваз 2107. .как разобрать и .
ДИАГНОСТИКА И РЕМОНТ БЕНЗИНОВЫХ ДВИГАТЕЛЕЙ Харьковская обл., пгт Великий Бурлук Связь, коммерческие .
Также можно немного наживить трубки при заливке жидкости и подождать пока выйдет воздух из главного тормозного .
Машину делаю для тестя,не спеша,после работы.С удовольствием выслушаю замечания професионалов.Коментарии по .
Передний левый удар . Вытяжка , снятие мотора , снятие подвески передней , демонтаж передней панели и крыльев.

Комментарии: Избранное: 1
Шаг 1
Двигатель ВАЗ-2103 отличается от двигателя ВАЗ-2106 уменьшенным на 3 мм диаметром цилиндров и меньшим по высоте блоком цилиндров, поэтому у него собственные блок и шатунно-поршневая группа. Инжекторный двигатель ВАЗ-2104, разработанный на базе карбюраторного двигателя ВАЗ-2103, принципиально отличается от него лишь конструкцией элементов системы питания и головкой блока цилиндров.
Особенности ремонта этих систем подробно описаны в соответствующих подразделах. Разборка, сборка и ремонт двигателя ВАЗ-2103 аналогична разборке, сборке и ремонту двигателя ВАЗ-2106. Существуют некоторые различия в ремонте блока цилиндров (другие размеры цилиндров) и в подборе деталей шатунно-поршневой группы. В данном подразделе описаны приемы ремонта кривошипно-шатунного механизма и блока цилиндров двигателя ВАЗ-2106.
Шаг 2
Аналогично тому, как это выполняли на двигателе, установленном на автомобиль (за исключением операций по отсоединению проводов, трубопроводов и навесных агрегатов), выполните следующие работы:
Шаг 3

Шаг 4
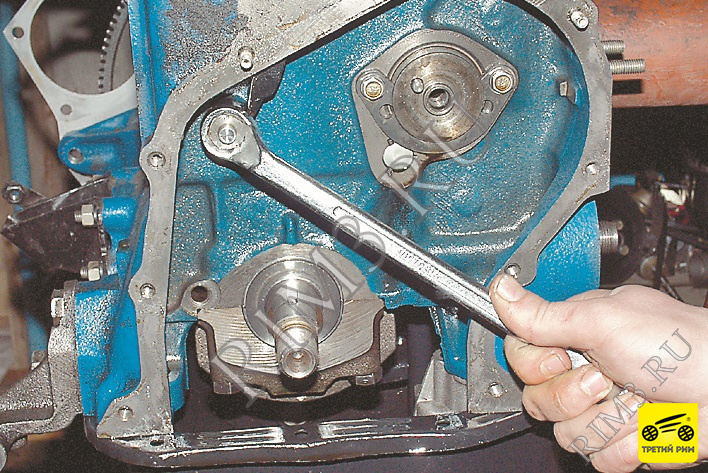
1. Выверните три болта крепления корпуса насоса охлаждающей жидкости к блоку цилиндров и снимите насос в сборе со шкивом.

Шаг 5
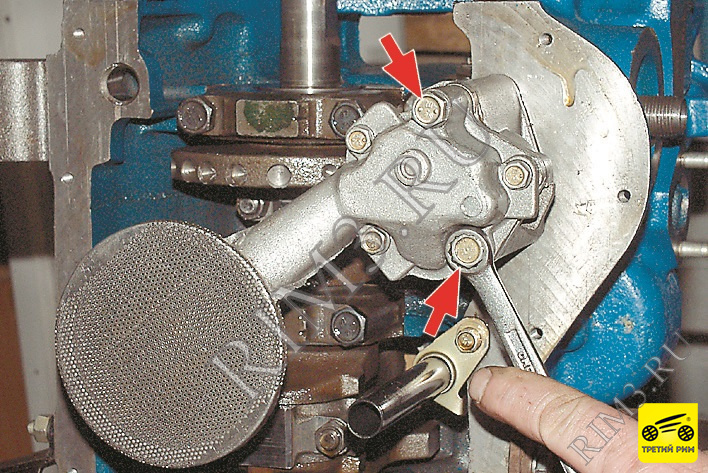
4. Выверните три болта крепления масляного картера к крышке привода распределительного вала и снимите шайбы.

Шаг 6

Шаг 7
Шаг 8
Шаг 9
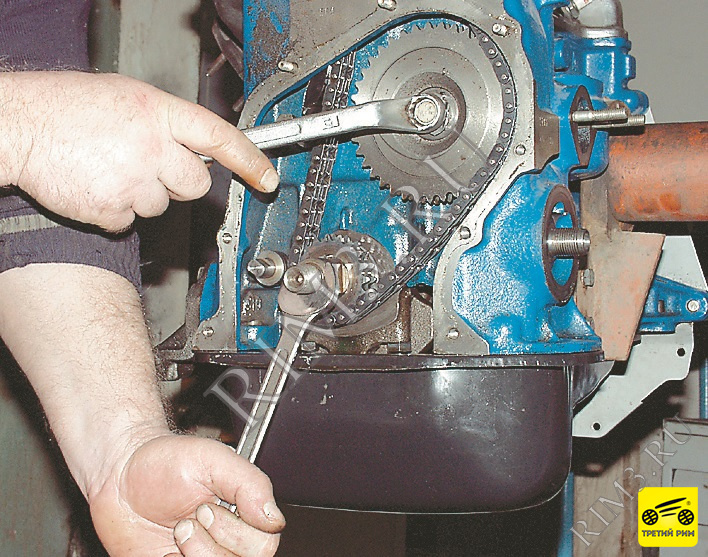
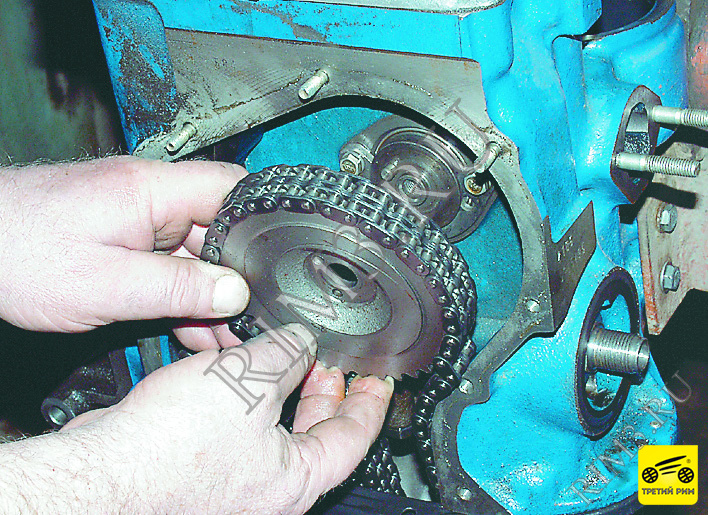
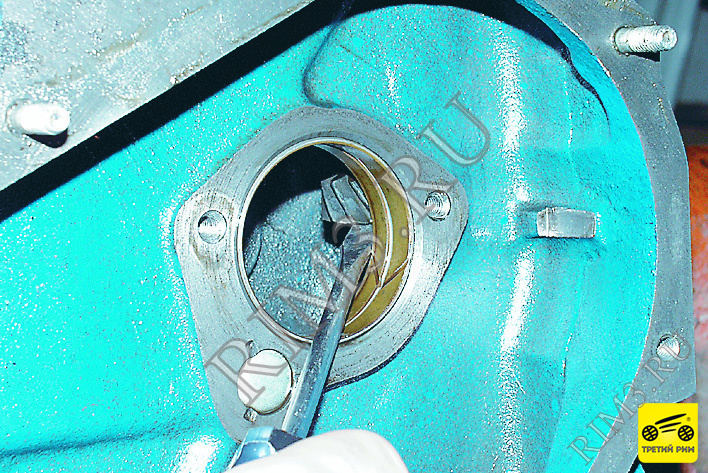
8. Выверните болт крепления звездочки привода вспомогательных агрегатов, снимите звездочку с цепью и снимите цепь со звездочки.
Шаг 10
Шаг 11
Шаг 12
Шаг 13

Шаг 14
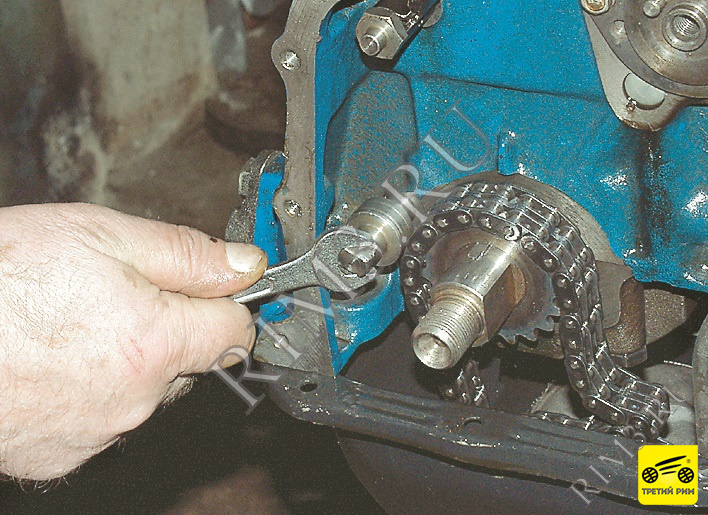
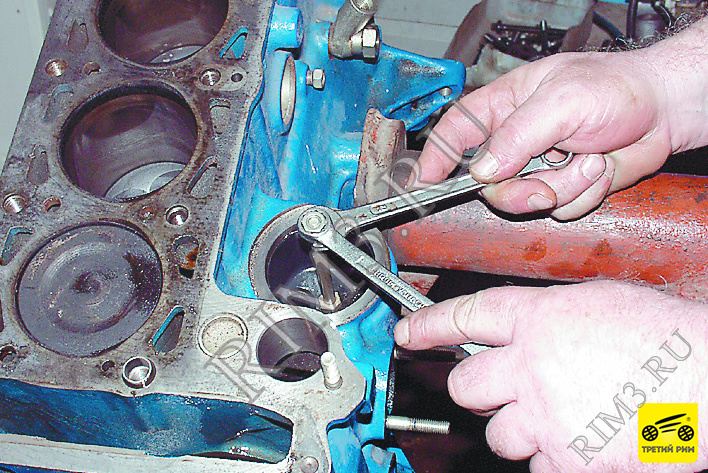
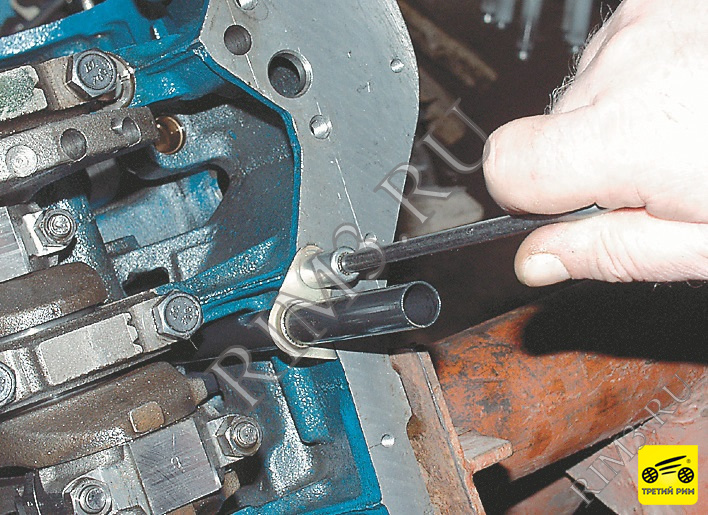
17. Выверните два болта крепления упорного фланца валика привода вспомогательных агрегатов, сдвиньте валик вперед и снимите его.
Шаг 15
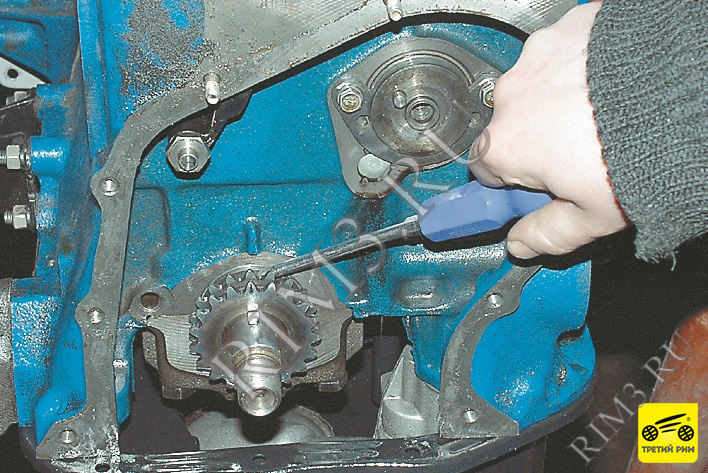
18. Подденьте отверткой шестерню привода масляного насоса и распределителя зажигания, затем снимите ее.
Шаг 16
19. Навинтите две гайки на шпильку крепления маслоотделителя, взаимно затяните их и вывинтите шпильку.
Шаг 17
20. Выверните болт крепления кронштейна сливной трубки маслоотделителя и снимите кронштейн, сдвинув его по трубке до конца.
Шаг 18
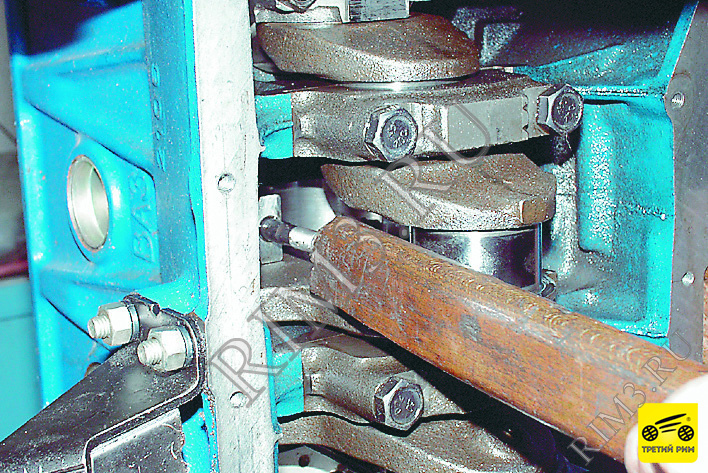
Перед разборкой кривошипно-шатунного механизма и поршневой группы пометьте поршни, шатуны, вкладыши коренных и шатунных подшипников, чтобы при сборке, если детали работоспособны, установить их на прежние места.
Шаг 19
Шаг 20
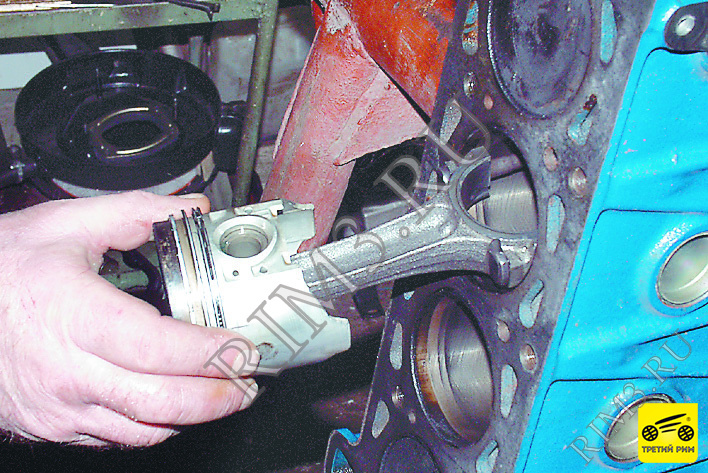
На шатуне и шатунной крышке выбиты номера цилиндра, в который их устанавливают. Крышки шатунов невзаимозаменяемы (шатун обрабатывают вместе с крышкой). При сборке цифры (номера цилиндра) на шатуне и крышке должны находиться с одной стороны.
Шаг 21
Шаг 22
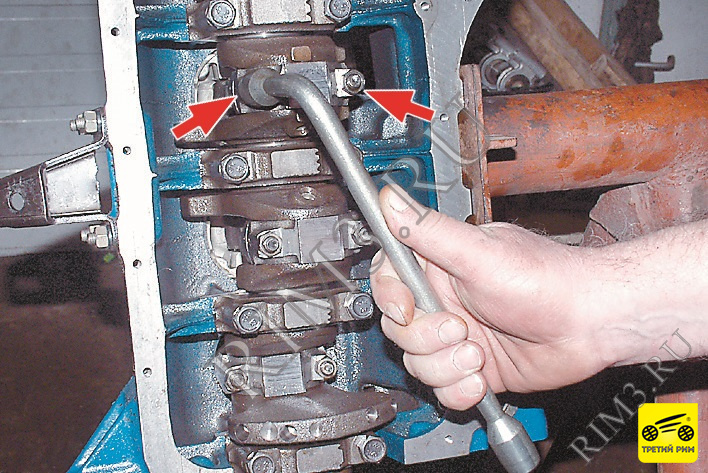
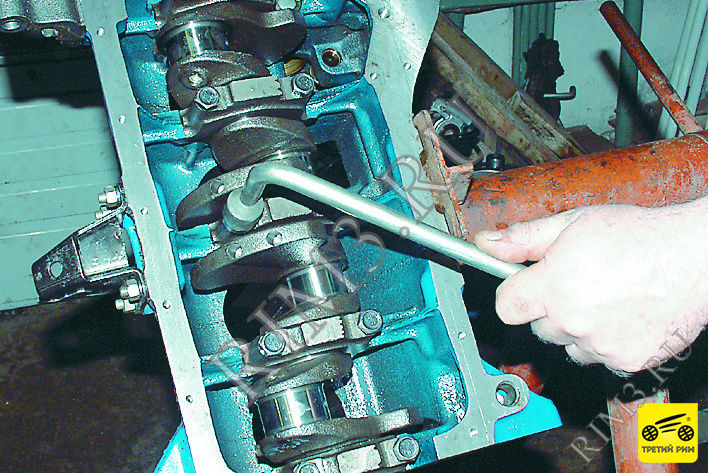
26. Аналогично снимите поршни и шатуны остальных цилиндров, проворачивая коленчатый вал для доступа к гайкам крышек шатунов.
Шаг 23
Шаг 24
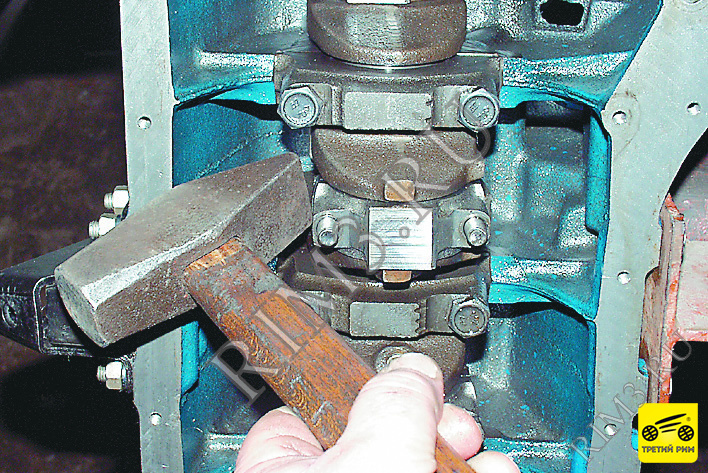
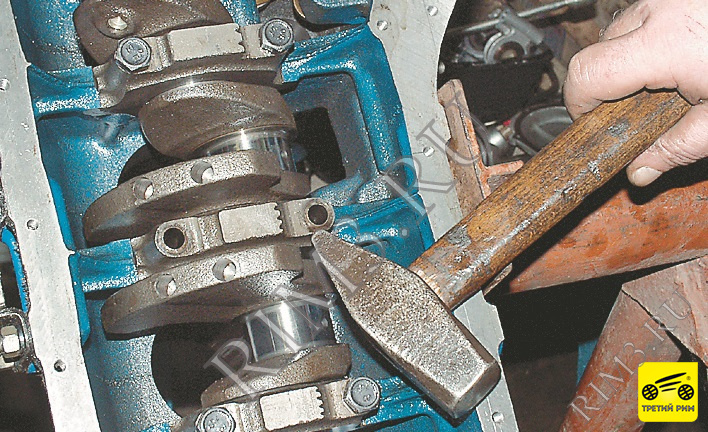
28. Отделите крышку от посадочного места легкими ударами молотка и снимите крышку с нижним вкладышем.
Шаг 25
Крышки коренных подшипников предназначены только для одного конкретного блока цилиндров (крышки обработаны вместе с блоком). Между собой крышки невзаимозаменяемы. На крышках нанесены метки, соответствующие порядку их установки, считая от передней части двигателя.
Шаг 26
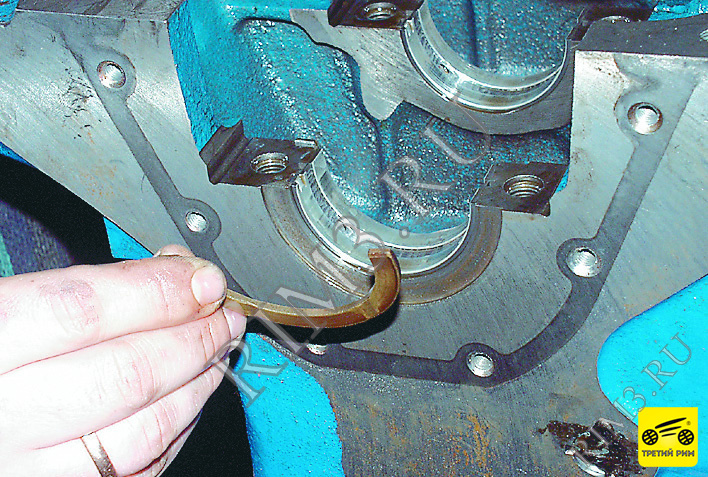
30. Снимите заднее упорное полукольцо (металлокерамическое, желтого цвета) задней опоры коленчатого вала.

Шаг 27
32. Выньте все верхние вкладыши коренных подшипников коленчатого вала, вкладыши из всех крышек шатунов, нижние вкладыши из всех крышек коренных подшипников коленчатого вала и вкладыши из всех шатунов.
При ЕО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах.
При ТО-1 проверить крепление опор двигателя. Проверить герметичность соединения головки цилиндров, поддона картера, сальника коленчатого вала. При не плотном соединении головки с блоком, будут видны подтеки масла на стенках блока цилиндров. При неплотном соединении поддона картера и сальника коленчатого вала так же судят по подтекам масла.
При ТО-2 необходимо подтянуть гайки крепления головок цилиндров. Подтяжку головки из алюминиевого сплава производят на холодном двигателе динамометрическим ключом либо обычным без применения насадок. Усилие должно быть в пределах 7,5 - 7,8 кгс/м. Подтяжка должна производиться от центра, постепенно перемещаясь к краям и при этом должна идти крест на крест, без рывков (равномерно). Подтянуть крепление поддона картера.
СО 2 раза в год проверить состояние цилиндропоршневой группы.
Двигатель не пускается
Слабая компрессия в цилиндрах ввиду износа поршневой группы
Двигатель работает с перебоями и не развивает номинальной мощности
Попадание в цилиндры воды из системы охлаждения
Изношены поршневые кольца
Засорена выпускная труба
Дымный выпуск отработавших газов
Закоксовывание поршневых колец
Износ поршневой группы
Двигатель не прогрет
Попадание воды в цилиндры
Стуки в двигателе
Изношены поршневые пальцы, отверстия в бобышках поршня и верхней головки шатуна
Изношены поршни и гильзы
Изношены вкладыши и шейки коленчатого вала
Состояние сопряжения поршень -- поршневые кольца -- гиль цилиндра можно оценить по количеству газов, прорывающихся картер. Этот диагностический параметр измеряют при помощи расходомера КИ-4887-1 (рис. 8), предварительно прогрев двигатель до нормального теплового режима.

Рис.8. Схема расходомера КИ-4887-1: 1--3 - манометры, 4 - входной патрубок, 5, 6 - краны, 7 - эжектор.
Внешние проявления неисправностей деталей цилиндропоршневой группы - (поршни, гильзы и поршневые кольца) следующие:
- - увеличение расхода масла на долив;
- - ухудшение пусковых качеств двигателя;
- - снижение мощностных и экономических показателей;
- - увеличение расхода картерных газов;
- - существенное ухудшение состояния картерного масла.
Диагностирование состояния деталей ЦПГ по указанным проявлениям достаточно затруднено, т.к. на них могут влиять неисправности других узлов и систем двигателя. Например, на пусковые качества двигателя наряду с износом и дефектами деталей ЦПГ могут влиять неисправности системы электрооборудования (аккумуляторных батарей, стартера, генератора) и раз регулировки топливной аппаратуры (увеличение угла опережения впрыска топлива, уменьшение пусковой подачи, снижение производительности подкачивающего насоса и др.). Поэтому при диагностировании деталей ЦПГ необходимо убедиться в исправности других узлов и систем двигателя, оказывающих влияние на работоспособность рассматриваемых деталей. Так, в случаях повышенного расхода масла на долив (выше 1,5 %) необходимо убедиться в отсутствии течи масла из двигателя и разгерметизации впускного тракта.

Рис.9 Прибор модели К-69М для определения технического состояния цилиндропоршневой группы двигателя: 1 -- шланг от магистрали сжатого воздуха, 2, 11 -- быстросъемные муфты, 3 и 8 -- штуцера, 4 -- редуктор, 5 -- калиброванное отверстие, б -- манометр, 7 -- регулировочный винт, 9 -- накидная гайка, 10 -- шланг для присоединения прибора к двигателю, 12 -- штуцер ввертываемый в отверстие для форсунки.
Работа прибора основана на измерении утечки воздуха, подаваемого под давлением в цилиндр неработающего двигателя через отверстие для форсунки.
Прибор состоит из редуктора, манометра со шкалой, проградуированной в процентах утечки воздуха, регулировочного винта, входного и выходного штуцеров, шланга для соединения прибора с цилиндром двигателя, быстросъемных муфт для присоединения шланга магистрали сжатого воздуха к прибору и штуцеру, ввертываемому в резьбовое отверстие для форсунки. К прибору прилагаются звуковой сигнализатор для определения конца такта сжатия в цилиндре двигателя перед началом проверки. Для определения начала и конца такта сжатия в дизелях используют щуп-индикатор. Если значение утечки воздуха при положении поршня в в. м. т. больше предельного, следует проверить стетоскопом утечку воздуха через клапаны и убедиться в отсутствии утечки воздуха через прокладку головки цилиндров двигателя. Если при смачивании прокладки головки цилиндров мыльной водой на ней или в наливной горловине радиатора появляются пузырьки воздуха, это свидетельствует о слабой затяжке гаек головки цилиндров или о начале разрушения прокладки. Возможно наличие трещины в блоке цилиндров или камере сгорания.
Стуки двигателя прослушивают при помощи стетоскопа, прикасаясь концом стержня или к зонам прослушивания на двигателе.
Состояние коренных подшипников коленчатого вала определяют, прослушивая нижнюю часть блока цилиндров при резком увеличении и сбросе оборотов двигателя. Изношенные коренные подшипники издают сильный глухой стук низкого тона, усиливающийся при резком увеличении частоты вращения коленчатого вала.
Состояние шатунных подшипников коленчатого вала определяют аналогично. Изношенные шатунные подшипники издают стук среднего тона, по характеру схожий со стуком коренных подшипников, но менее сильный и более звонкий, исчезающий при выключении форсунки прослушиваемого цилиндра.
Работу сопряжения поршень -- гильза цилиндра прослушиваютпоршневого пальца, особенно, если у двигателя наблюдается повышенный расход топлива и масла. Скрипы и шорохи в сопряжении поршень -- гильза цилиндра свидетельствуют о начинающемся заедании в этом сопряжении, вызванном малым зазором или недостаточным смазыванием.
Состояние сопряжения поршневой палец -- втулка верхней головки шатуна проверяют, прослушивая верхнюю часть блока цилиндров при малой частоте вращения коленчатого вала с резким переходом на среднюю. Резкий металлический стук, напоминающий частые удары молотком по наковальне и пропадающий при отключении форсунок, указывает на увеличение зазора между поршневым пальцем и втулкой, недостаточное смазывание или чрезмерно большое опережение начала подачи топлива.
Сопряжение поршневое кольцо -- канавка поршня проверяют на уровне н. м. т. хода поршня при средней частоте вращения коленчатого вала. Слабый, щелкающий стук высокого тона, похожий на звук от ударов колец одно о другое, свидетельствует об увеличенном зазоре между кольцами и поршневой канавкой либо об изломе колец.
Мощность и экономичность двигателя зависят от компрессии в цилиндрах. Компрессия снижается при значительном износе или поломке деталей цилиндропоршневой группы. Компрессию оценивают по давлению в камерах сгорания двигателя при такте сжатия и замеряют компрессометром.
Для проверки компрессии в цилиндрах компрессометром прогревают двигатель до температуры охлаждающей жидкости 80-- 90 °С после чего его останавливают.
Замер компрессии дизельного двигателя проводится при отжатом вниз рычаге отсечки и обесточенном электромагнитном клапане, отвечающем за прекращение подачи топлива, который расположен на магистрали.
Компрессометр подключают к отверстию для форсунки. Вращают коленчатый вал двигателя стартером 10 -- 12 оборотов. Давление в цилиндре отсчитывают по шкале манометра. Следует помнить, что для этого используют прибор, предназначенный для замеров компрессии дизельного двигателя с пределом измерения не менее 60 атмосфер. В исправном состоянии компрессия дизельного двигателя (значение, которое получено в результате замеров) должна быть в пределах 30 кг/см2.

Рис.10 Проверка компрессии компрессометром: 1 -- головка цилиндров, 2 -- резиновый наконечник, 3 -- шланг, 4 -- манометр, 5 -- клапан выпуска воздуха, 6 -- золотник
Для определения износа гильз измерения выполняют нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5--10 мм от верхней плоскости блока, второй -- в средней части гильзы и третий -- на расстоянии 15--20 мм от нижней кромки гильзы. Измерения производят индикаторным нутромером.
Гнезда коренных подшипников проверяют поверочной скалкой на деформацию. Если скалка входит в гнезда и без больших усилий поворачивается, то деформация отсутствует, износ, а также отклонение от соосности гнезд коренных подшипников можно установить специальным приспособлением (рис.12). Принцип действия его заключается в том, что скалка 2 с помощью втулок 3 фиксируется в гнездах вкладышей коренных подшипников. На скалке располагают (последовательно при вводе в гнезда) индикаторы для контроля каждого отверстия. Рычаги 7 индикаторных устройств вводят в измеряемое отверстие. Индикаторы устанавливают на нуль и закрепляют на скалке. При вращении скалки отклонения стрелок индикаторов покажут удвоенное отклонение от соосности каждого отверстия.

Рис.12 Приспособление для контроля гнезд коренных подшипников: 1--рычаг, 2--скалка, 3--втулки.
Для правки и контроля шатунов применяют различные приспособления. На приспособлении, показанном на рис.13, одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые значения, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами. Шатун плотно устанавливают в приспособлении с помощью большой скалки 8, пропущенной через стойки 9. Малую скалку 10 вставляют в обработанное отверстие верхней головки шатуна. Вначале предварительно проверяют скрученность шатуна. Для этого шатун, установленный в горизонтальном положении, вручную поворачивают так, чтобы малая скалка 10 поочередно упиралась на сухари стоек 11. Наличие зазора указывает на наличие скручивания шатуна. Определение величины скручивания и изгиба производят при нахождении шатуна в вертикальном положении. При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов 6 и 7, которые указывают скрученность шатуна.
Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатора 6 -- непараллельность осей отверстий.
После правки и контроля, резко перемещая рукоятку 13, выбивают большую скалку 8, освобождая шатун. Перед началом работы индикаторы приспособления настраивают по эталонному шатуну.
Рис. 13 Приспособление для контроля и правки шатуна: 1, 5, 6, 7--индикаторы, 2--штифты, 3--ось коромысла, 4--коромысло. 8, 10--большая и малая скалки, 9, 11 --стойки, 12--плита, 13--рукоятка.
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.
Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.




Диагностика кривошипно-шатунной системы управления
Возможные неисправности и диагностические процедуры
Обслуживание кривошипно-шатунного механизма
Износ кривошипных штифтов и шатунов. Этот износ обычно приводит к чрезмерному шуму, стукам и вибрации двигателя в области коленчатого вала. Тупой удар, который усиливается внезапным увеличением частоты вращения коленчатого вала, указывает на износ коленчатого шейки или коренных подшипников коленчатого вала или изношенные вкладыши подшипников. Поверхности подшипников коленчатого вала имеют другое ощущение, чем у подшипников коленчатого вала — более острые и толстые. Шейки коленчатого вала стучат в стену блока цилиндров, поэтому коленчатые шейки можно услышать как в зоне TDC, так и в нижней мертвой зоне (далее NTM), если стучать по главной цапфе только в одном месте (ближе к нижней части блока цилиндров).
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.

Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Введение
Данный документ подробно описывает назначение, структуру и принцип работы кривошипно-шатунного механизма. Перечислены различные неисправности и методы их диагностики. Для более длительной эксплуатации представлен список работ, выполненных во время технического обслуживания.
Целью данной курсовой работы является изучение кривошипного механизма.
Цели этого курса:
1) Изучить назначение, структуру и принцип работы кривошипного механизма.
2) Рассмотреть возможные неисправности, повреждения и методы их диагностирования.
3) Изучить, какие работы проводятся по техническому обслуживанию и ремонту кривошипно-шатунного механизма.
Предмет исследования — кривошипный механизм автомобилей ВАЗ.
Методы исследования — теоретический анализ специализированной литературы.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
Tags: Коленчатый вал, КШМ, Поршень двигателя, , Шатун
Принцип действия кривошипного механизма
В случае с кривошипными приводами следует отметить, что возможны как прямое, так и обратное движение.
Движение вперед: Поршень движется вниз под давлением газов, в то время как он движется вверх по коленчатому валу. Движение поршня вперед преобразуется во вращательное движение коленчатого вала через шатун и поршнево-шатуновую муфту.
Коленчатый вал состоит из:
В этой главе мы изучили структуру и работу кривошипно-шатунного механизма. Мы определили компоненты кривошипно-шатунного механизма и технические компоненты.
Устройство клапанного ГРМ
Прежде чем поговорить о неисправностях верхневального клапанного ГРМ рассмотрим кратко из каких деталей он состоит и обозначим конструкционные отличия, которые имеются.
Итак, основные узлы и компоненты ГРМ:
- клапанная группа;
- привод;
- распределительный вал (далее распредвал);
- корпус.
Клапанная группа состоит из таких деталей как клапаны, направляющие втулки клапанов, сальники клапанов (маслосъемные колпачки), пружины (включая тарелки и сухари). Вне зависимости от конструкционной схемы все эти детали присутствуют практически в клапанной группе любого двигателя.
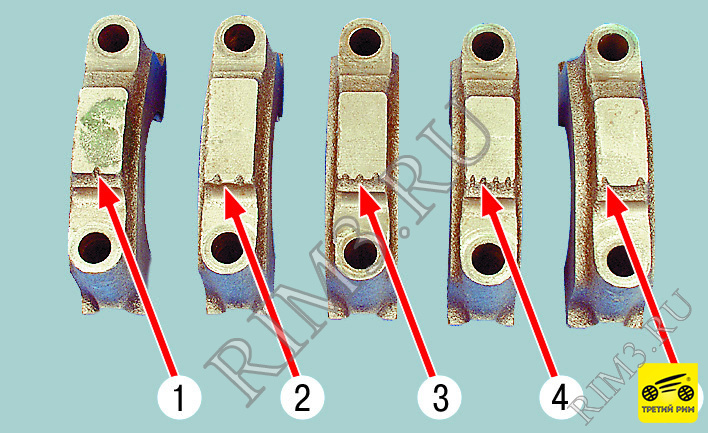
Отдельно выделим привод клапанов, когда между торцом клапана и кулачком распредвала устанавливаются определенные устройства. Существует несколько базовых схем. Чаще всего применяется схема, предполагающая установку толкателей (цилиндрических, роликовых, реже тарельчатых). Вторая распространенная схема – установка коромысел. Сейчас очень редко встречаются коромысла с 4 опорными поверхностями, регулировочным эксцентриком, а также специальные рычаги. Иногда на один кулачок распредвала приходится два коромысла.
И еще один важный нюанс. Порой ставятся дополнительные устройства. Первое – гидрокомпенсаторы, не на всех двигателях, но они есть (иногда речь идет о гидроопорах). О тепловых зазорах и поломках данных устройств поговорим ниже. Второе – фазовращатели, электро- или гидроуправляемые муфты (элементы системы изменения фаз газораспределения).
Распредвал или несколько распредвалов отличаются по типу крепления, это напрямую влияет на характер и причины неисправностей данной детали. Зачастую используются либо бугели, установка производится непосредственно на постель, либо подшипники скольжения (втулки распредвала). И учитывайте что для обеспечения герметичности узла ставятся сальники распредвала.
Привод ГРМ достаточно вариативный в конструкционном плане узел, поэтому и неисправности отличаются. В целом отметим несколько основных типов привода ГРМ:
- ременной, устанавливается два зубчатых шкива распредвала и коленвала, ставится ремень ГРМ, натяжитель, натяжной, а порой и опорный, группа опорных роликов, иногда этот привод отвечает и за работу целого ряда навесного оборудования;
- цепной, ставятся две шестерни (их называют звездочками) – распредвала и коленвала, цепь (пластинчатая или роликовая, одно-, двух-, трехрядная), натяжитель, успокоитель цепи, как и в первом случае возможно подключение навесного оборудования;
- шестеренчатый, две шестерни распредвала и коленвала, так как договорились рассматривать только верхневальную компоновку, то еще группа промежуточных шестерен, при нижневальной компоновке распредвал рядом с коленвалом находится, сейчас такая схема используется лишь на нескольких дизельных силовых агрегатах;
- комбинированный, сочетание двух из вышеперечисленных, например, шестеренчато-цепной или ременно-цепной, конструкционных схем много, но встречается такой привод ГРМ достаточно редко.
Корпус – под этим термином подразумеваем клапанную крышку с прокладкой, ее также называют крышкой ГБЦ, в ней могут располагаться и другие компоненты ГРМ, а также прочих систем автомобиля. И при верхневальной компоновке еще отметим ГБЦ (головку блока цилиндров), хотя в данном случае больше нужно рассматривать неисправности кривошипно-шатунного механизма. Но именно при верхневальной компоновке ГБЦ – основа для установки распредвала и клапанного механизма, то есть основных элементов ГРМ.
Есть ряд других конструкционных элементов в зависимости от конструкционных особенностей двигателя, его ГРМ.
С тем, что может поломаться, – разобрались. Теперь рассмотрим основные причины и признаки, которые характеризуют неисправности газораспределительного механизма.
Читайте также: