
Запрессовка поршневых пальцев ваз 2107
Обновлено: 02.07.2024
произвожу монтаж шатуна и поршня на ваз 2101( 2102 2103 2104 2105 2106 2107 2121 2107 2108 2109 ) . вначале .
Извиняюсь на качество съёмки, не планировали снимать. Перепресовка методом нагрева шатуна (перепресовка поршня) .
Вставляем пальцы в поршень горячим методом. Замена пальцев поршня. Запрессовка пальцев в поршень. Вбиваем пальцы .
. всякие разные видео в youtube и как вы присвоить палец из шатуна и поршня вот конечно методов там способы получить .
. вяжу поршни на шатуны конкретно рассмотрим шатун прессованной посадкой пальцы на горячая то есть кухни hy такие .
Запрессовываем палец в поршень, связывает с шатуном. Пошаговая инструкция, как это делается. Как правило .
Ребята когда пор такой шатун остынет который был гретой прекрасно он держать палец не будет может быть и будет в .
Варианты выбора легких шатунов и коленвалов, для сборки двигателей ваз 2106/21213/2130 с поршнями 21116 гранта.
Запрессовка пальца классическим методом нагрева шатуна. Как сделать выпрессовщик пальца шатуна (самодельный) .
Agency of Internet Rights (AIR) - одна из лучших партнерских программ TheXvid, заявка на подключение по ссылке: .
. крайней мере сейчас собрал такую конструкцию вот зажал поршень в тиски и шатун зажался шатунов тиски вот и сейчас .
Стуков в двигателе бывает много. Поршневой палец деталь небольшая,но если он люфтит во втулке стук получается .
При ремонте двигателя важной операцией является замена поршней. Данный процесс связан с перепрессовкой .
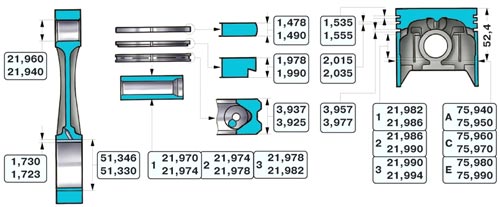
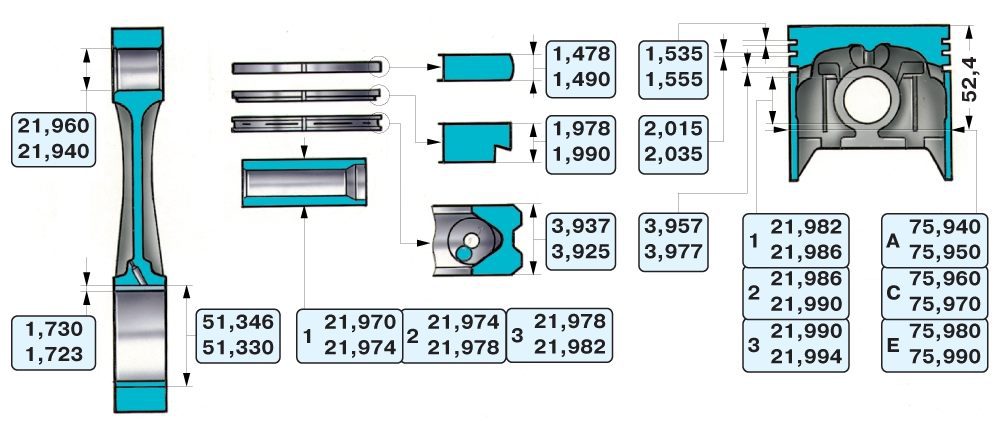
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Выпрессовка поршневого пальца
Снимать палец необходимо на прессе с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца.
Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями.
Очистка
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения.
Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей глубокие риски, или они слишком изношены, замените вкладыши новыми.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) - 0,15 мм.
ВНИМАНИЕ: Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм, а по диаметру отверстия под поршневой палец - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов A, C, E. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Проверка зазора между поршнем и пальцем
Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя - первая категория, зеленая - вторая, красная - третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.
Проверка зазоров между поршневыми канавками и кольцами
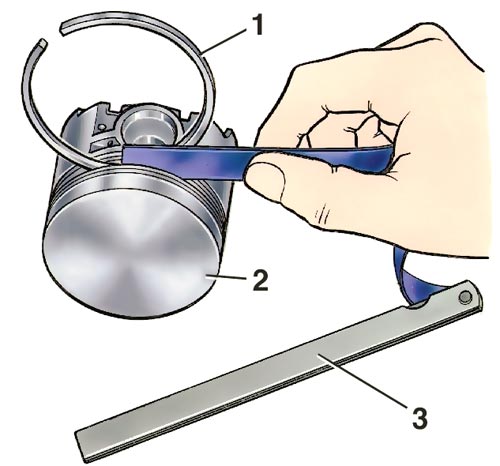
Проверка зазора между поршневыми кольцами и канавками
1 - поршневое кольцо; 2 - поршень; 3 - набор щупов
Проверка зазора между вкладышами и коленчатым валом
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом (измерив детали), или калиброванной пластмассовой проволокой. Для чего:
- тщательно очистите рабочую поверхность вкладышей и шатунной шейки и установите группу шатун–поршень на шейке коленчатого вала согласно нумерации;
- поместите отрезок калиброванной проволоки на поверхность шатунной шейки, установите крышку на шатун и затяните гайки моментом 51 Н·м (5,2 кгс·м);
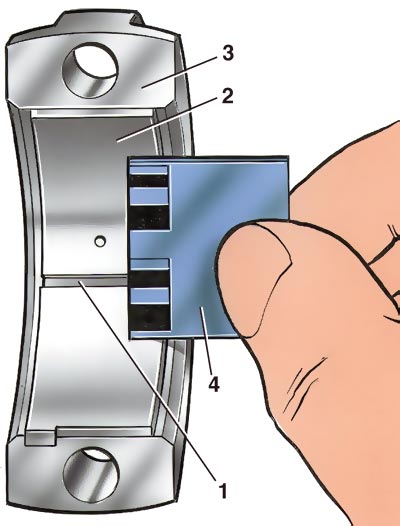
Измерение с помощью шкалы ширины калиброванной проволоки после сплющивания
1 - калиброванная проволока; 2 - вкладыш; 3 - крышка шатунного подшипника; 4 - шкала для калиброванной проволоки
- снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный (расчетный) зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины, см. табл.).
Толщина вкладышей шатунных подшипников, мм
Номинальная
Увеличенная (ремонтная)
Цифры 0,25; 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифовки.
Контроль массы поршней
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г.
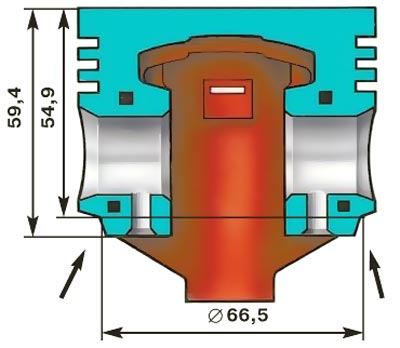
Схема удаления металла с поршня для подгонки его веса. Стрелками указаны места, на которых можно удалять металл
Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня
(59, 40 мм), а по ширине ограничивается диаметром 66,5 мм.
Сборка шатунно-поршневой группы
Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.
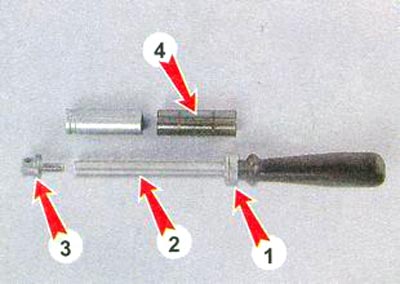

Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.

После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Проверка запрессовки пальца
После сборки группы шатун–палец– поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615:
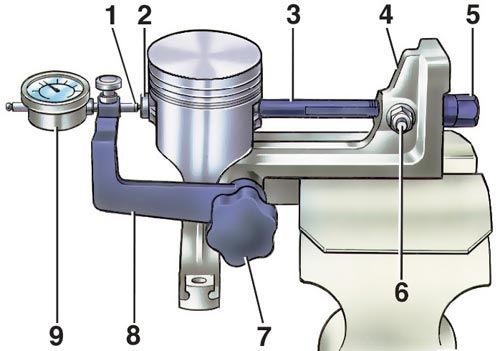
Собранный комплект поршень– палец–шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца
- зажмите основание 4 приспособления в тиски и установите на нем шатунно-поршневую группу;
- опустите кронштейн 8 индикатора, вставьте в отверстие пальца резьбовой стержень 3 и продвиньте его в отверстие бобышки до упора головки 2 стержня в торец пальца;
- на конец стержня наверните гайку 5 и затяните ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры;
- приподнимите кронштейн 8 до горизонтального положения, закрепите его рукояткой 7 и установите штифт 1 индикатора 9 на головке 2 стержня, вставленного в палец;
- установите на ноль индикатор и вставьте в паз резьбового стержня упор 6, чтобы стержень не проворачивался;
- динамометрическим ключом приложите к гайке 5 стержня момент 12,7 H.м (1,3 кгс.м), что соответствует осевой нагрузке 3,92 кH (400 кгс).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение, стрелка индикатора возвратится на ноль.
В случае проскальзывания пальца в верхней головке шатуна замените шатун новым.
Проверка параллельности осей нижней головки шатуна и поршневого кольца
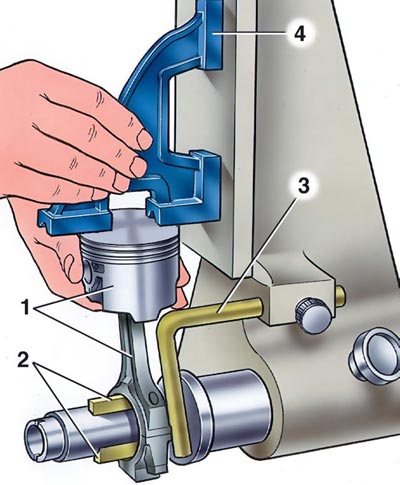
Проверка параллельности осей поршневого пальца и нижней головки шатуна
1 - собранный комплект шатун–палец–поршень; 2 - выдвижные ножи; 3 - упор; 4 - калибр
Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты - углом или верхним концом).
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
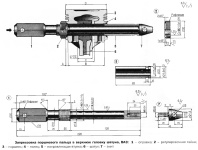
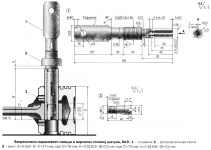
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
Оправка для запрессовки поршневого пальца.
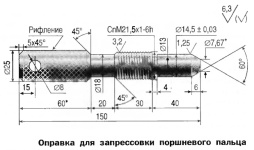
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
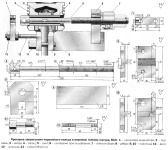
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
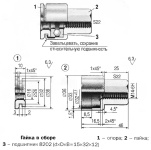
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23х400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
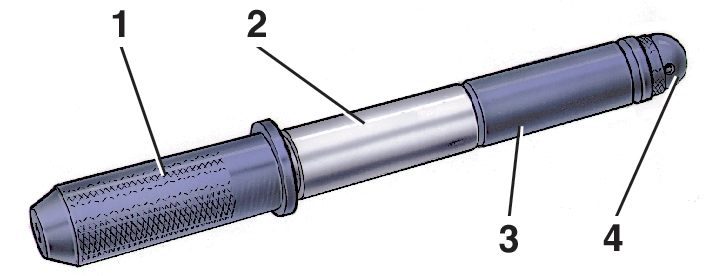
Рис. 3–31. Установка поршневого пальца на приспособление А.60325 для запрессовки его в поршень и головку шатуна: 1 — валик приспособления; 2 — поршневой палец; 3 — направляющая; 4 — упорный винт
Палец заранее приготовьте к сборке, надев его на валик 1 ( рис. 3–31) приспособления А.60325, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
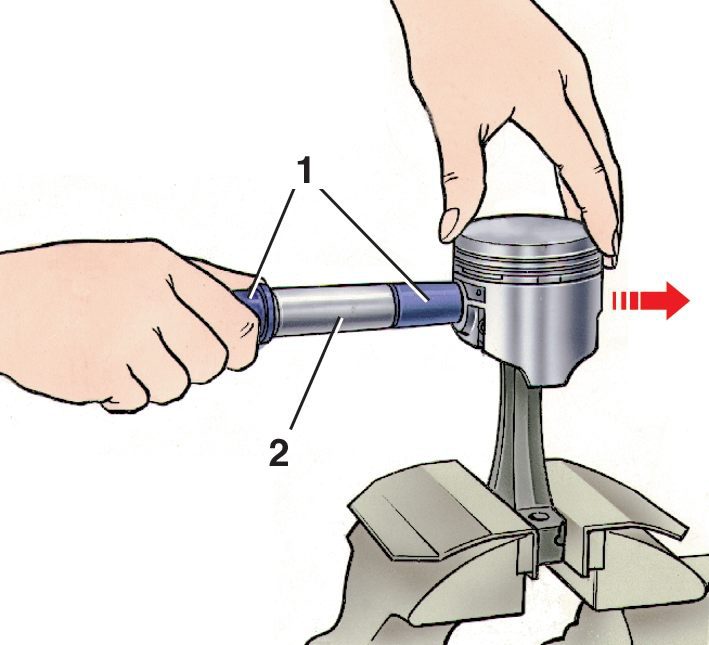
Рис. 3–32. Запрессовка поршневого пальца в верхнюю головку шатуна: 1 — приспособление A.60325; 2 — поршневой палец. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой
Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением А.60325, закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна ( рис. 3–32) так, чтобы заплечик приспособления соприкасался с поршнем.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 3–32). Таким образом палец займет правильное положение.
Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном должен соединяться так, чтобы метка "П" на поршне и отверстие на шатуне были с одной стороны.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 3–25). Если на кольце нанесена метка "Верх" или "TOP", то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.

Ремонт
Причины ремонта поршневой двигателя
Разобрав двигатель автомобиля, можно, конечно, сказать, изношена ли шатунно-поршневая группа. Но и без разборки опытные мастера могут сказать, нужна ли замена поршневых колец вашего ВАЗ 2107. Это определяется несколькими факторами:
Совет! Чтобы реже проводить техосмотр (замена поршневой ВАЗ 2107), следите за состоянием своего автомобиля. Например, вовремя меняйте масло, не перегружайте двигатель и следуйте другим полезным советам.
Синеватый выхлоп — признак износа поршня
Необходимый инструмент
Поскольку в нашем случае снимать двигатель нет необходимости, то особо крупногабаритного оборудования не требуется, необходимо производить замену поршня следующим образом:
- Нутромер (как на фото)
- Молоток
- Воздуходувка
- Емкость и щетка для мытья деталей
- Щуп
- Оправка для забивания дюбелей
- Наконечник для поршневых колец
- А также: гаечные ключи, отвертки, металлические щетки и другие мелкие инструменты.
Совет! Замена поршневых колец ВАЗ 2107, а также любой другой ремонт лучше всего производить сервисным, сервисным и безопасным инструментом. В любом случае здоровье дороже, чем деньги, потраченные, может быть, на новые инструменты.Следите инструмент чистым и всегда на своем месте — так можно сократить время ремонта.
Ремонт
Итак, инструмент подготовлен, машина в стойле — начинается замена поршней ВАЗ 2107!
Разборка двигателя
Как мы уже говорили, мы не будем снимать двигатель с автомобиля, мы отремонтируем его прямо на автомобиле. На лифте, конечно, удобнее, но можно внизу или на эстакаде. Особо разборки мотора не придется. Итак, двинемся дальше:
- Сначала необходимо слить масло. Для этой операции вам понадобится емкость с маслом (достаточно целого ведра) и шестигранник, чтобы открутить пробку заливного отверстия.Последовательность простая: откручиваем пробку, сливаем масло, завинчиваем пробку.
Совет! Перед тем, как слить масло, дайте двигателю немного поработать, чтобы масло стекало легче.
Совет! Подложите тряпку или что-нибудь под поршень, чтобы поршень не сломался при извлечении стержня.
- Используйте поршень, соответствующий диаметру поршня, чтобы снять его с поршня.
- Таким образом был демонтирован первый шатун. Сделайте то же самое с тремя другими. Шатуны и их крышки не следует путать, так как они созданы друг для друга! Специально для этого используются цифры на шатунах и крышках.
Подготовка новой поршневой
Процесс выбора поршня включает в себя выбор поршня относительно цилиндра, а также выбор колец и пальца относительно поршня. Чтобы знать, какой поршень вам понадобится, хорошо бы знать, какие они бывают и чем они отличаются. На головке поршня выбиты буква и цифра — например, 2В. Что они имеют в виду? Буква — это номинал поршня. Класс поршня определяется наружным диаметром. Поршни бывают пяти классов — A, B, C, D и E. Разница в размерах составляет 0,01 мм. Цифра указывает на категорию отверстия.замок, он должен быть установлен в направлении, противоположном верхнему.
- Стержень кольцо также под углом 45 градусов от штифта, но в направлении, противоположном. Фиксатор кольцевой пружины должен находиться на противоположной стороне.
- ВАЗ 2107 замена поршневых колец
- Затем проделайте все вышеперечисленное с оставшимися поршнями, а затем приступайте непосредственно к их установке на блок цилиндров. Для этого нужно использовать специальный хомут, но можно обойтись и без него Рассмотрим вариант — замена поршня на ВАЗ 2107 с хомутом:
Хомут смазывается, надевается на поршень и зажимается до упора.
Суппорт с поршнем и шатуном в сборе установлен на цилиндр. Поршень опускается в цилиндр легким ударом молотка.
Смазываемая половина подшипника размещена в колпаке ступицы, а колпак привинчен к шатуну. Момент затяжки должен составлять от 43 до 53 Нм.
Затем таким же образом устанавливаются остальные шатуны, чтобы проверить, что коленчатый вал вращается без проблем.
Затем необходимо установить поддон обратно с новой прокладкой, головку блока цилиндров, установить обратно на звездочку цепи ГРМ, словом порядок сборки обратный порядку разборки. После сборки двигателя заливается масло.
Двигатель запускается, когда автомобиль стоит. Двигатель заводится и работает полчаса. Постепенно увеличивайте скорость примерно до 2000 об / мин.
Сборка двигателя
При работающем двигателе обратите внимание на посторонние шумы, которые крайне нежелательны. Не стоит пугаться шума в первые секунды работы двигателя, так как масло еще не проникло в двигатель и какое-то время оно будет работать громче, чем обычно. Проверьте двигатель на герметичность и другие неисправности и при необходимости остановите двигатель. , найдите неисправность и приступите к ремонту. Эти инструкции по замене поршня, а также необходимые видеоролики помогут вам самостоятельно выполнить этот довольно трудоемкий процесс.
Читайте также: