
Ремонт блока цилиндров двигателя газ
Обновлено: 02.07.2024
Преемником 406-го мотора стал ЗМЗ 405 и его модификации. ЗМЗ 405 имеет высокие характеристики. Это чистый инжекторный двигатель с повышенными мощностью. По сравнению с предшественником, у 406-го была меньшая мощность и больший объем двигателя. Мотор получил экологическую норму — Евро-3, что позволило продавать автомобили за границу.
При этом конструкторы смогли устранить ряд недоработок, которые были обнаружены у ЗМЗ 405. В процессе разработки нового движка была модернизированная клапанная крышка, газораспределительный механизм, установленная двухслойная металлическая прокладка ГБЦ.
Двигатель ЗМЗ 405 имеет технические характеристики:
| Наименование | Характеристика |
| Тип | Рядный |
| Топливо | Бензин |
| Система впрыска | Инжектор |
| Объем | 2,5 литра (2464 см. куб) |
| Мощность | 140,5 лошадиных сил |
| Количество цилиндров | 4 |
| Количество клапанов | 16 |
| Диаметр цилиндра | 95,5 мм |
| Расход | 9,6 литров на 100 км |
| Система охлаждения | Жидкостное, принудительное |
| Порядок работы цилиндров | 1-3-4-2 |
405 двигатель оборудовался 5 ступенчатой механической коробкой передач. Сцепление устанавливалось сухое. При подтёках из-под заднего сальника коленчатого вала, обычно намокал диск, и узел работал неисправно.
Во многих случаях приходилось из-за этого менять диск сцепления вместе с манжетой коленвала.
Последующие операции по сборке двигателя
Установить и закрепить переднюю крышку головки цилиндров с прокладкой.
Установить корпус термостата в шланг термостата и закрепить корпус термостата с прокладкой к головке цилиндров, затянуть хомуты шланга.
Установить выпускной коллектор с прокладкой на шпильки головки цилиндров. Наживить и затянуть все, кроме последней, гайки крепления коллектора.
Установить экран выпускного коллектора на шпильки выпускного коллектора и закрепить гайками.
Установить на штуцер водяного насоса шланг, соединяющий насос с трубкой забора воды, и закрепить хомутом.
Надеть на трубку забора воды скобу. Вставить трубку забора воды в шланг, надетый на штуцер водяного насоса, и надеть скобу на последнюю шпильку коллектора. Закрепить скобу затяжкой гайки и затянуть хомут шланга.
Установить и закрепить крышку клапанов с прокладкой и уплотнителями свечных колодцев. Установить на крышке клапанов держатель разъема датчика синхронизации.
Установить и закрепить кронштейны генератора верхний и нижний и передний кронштейн подъема двигателя одновременно.
Установить и закрепить впускную трубу с прокладкой к головке цилиндров.
Установить ресивер с прокладкой на шпильки впускной трубы и закрепить гайками.
Закрепить ресивер к головке цилиндров посредством двух угловых кронштейнов, устанавливаемых на шпильки головки цилиндров.
Сначала следует наживить, не затягивая, винты крепления кронштейнов к ресиверу, затем затянуть гайки крепления кронштейнов к головке и затянуть винты крепления к ресиверу.
Установить шланг вентиляции с трубкой вентиляции и закрепить хомутами. Установить шланг малой ветви вентиляции на штуцеры трубки вентиляции и ресивера и закрепить хомутами.
Установить и закрепить ведомый и нажимной диски сцепления, центрируя ведомый диск с помощью специальной оправки.
В качестве оправки можно использовать первичный вал КПП.
Болты нажимного диска завернуть последовательно в несколько этапов, для исключения перекоса нажимного диска до момента 19,6…24,5 Нм (2,0…2,5 кгсм).
Установить палец вилки выключения сцепления и шпильки в картер сцепления.
Установить картер сцепления с кронштейном подъема двигателя на установочные штифты блока цилиндров и закрепить к блоку цилиндров болтами.
Снять двигатель со стенда.
Модификации двигателя ЗМЗ 405
- ЗМЗ 4052.10 — основной мотор. Используется на автомобилях Волга и Газель.
- ЗМЗ 40522.10 — аналог 4052.10, соответствует экологическим нормам Евро-2. Используется на автомобилях Газель и Волга.
- ЗМЗ 40524.10 — аналог 40522.10, соответствует экологическим нормам Евро-3. Используется на легковых автомобилях Волга.
- ЗМЗ 40525.10 — аналог 40522.10, соответствует экологическим нормам Евро-3. Используется на грузовых автомобилях Газель.
- ЗМЗ 4054.10 — турбо версия 405, стальной коленвал, кованая поршневая, интеркулер, СЖ 7.4, мощность 195 л.с./4500 об.мин, момент 343 Нм/об.мин. Производился мелкосерийно, стоил неадекватно дорого, поэтому тюнинговщики предпочитали ставить проверенные Toyota 1JZ / 2JZ.

Тюнинг ЗМЗ 406
Некоторые автомобилисты дорабатывают ЗМЗ 406, то есть проводят тюнинг. Существует два способа провести апгрейд. Первый — механическая доработка, второй — программная. Во втором случае, проводится перепрошивка электронного блока управления двигателем на понижение расхода или увеличения мощностных характеристик. В первом случае, потребуется механическое воздействие, чтобы добавить мощности.
Формирование
Автолюбителю придётся заменить распределительные валы, установить Т-образные клапаны, расточить камеру сгорания, смонтировать облегчённые поршни, шатуны и коленчатый вал. Также, потребуется полная адаптация головки блока цилиндров. Выход мощности составит около 200 лошадок, а вес мотора уменьшиться на 16 кг.
ЗМЗ 406 турбо или установка компрессора
Для монтажа компрессора придётся установить усиленный коленчатый вал и кованые поршни. Турбина Garrett 28, коллектор под неё, пайпинги, интеркулер, форсунки 630сс, выхлоп 76мм, ДАД+ДТВ, настройка на Январе. Турбирование ЗМЗ 406 позволит раскочегарить силовой агрегат до нереальных 300-400 лошадок.
При этом всем рекомендуется установить сток охлаждение мотора. Это поможет привести в норму рабочую температуру турбомотора. Отлично подойдёт комплект Брембо Е317, который рассчитан для установки на отечественные автомобили Волга.
Обслуживание
Обслуживание движков ЗМЗ 405начиналось с ТО-0, которое делается после пробега в 2500 км. Каждое последующее техническое обслуживание необходимо проводить каждые 15 000 км при эксплуатации на бензине и 12 000 км — для газа.
Каждое второе техническое обслуживание требует проверки систем, таких как клапанный механизм, состояние электронного блока управления силовым агрегатом, а также работоспособность датчиков. Регулировка клапанного механизма проводится спустя 50 000 км, или раньше по необходимости. Зачастую к 70 000 выходят со строя гидрокомпенсаторы, которые нужно менять все вместе, поскольку неизвестно, когда со строя выйдут работоспособные.
Смена прокладки клапанной крышки выполняется каждые 40 000 км пробега или при образовании течи с под неё.
Многие автолюбители задаются извечным вопросом, — сколько масла заливать в движок? В мотор 405 рекомендуется заливать полусинтетическое масло с маркировками 5W-30, 5W-40, 10W-30, 10W-40, 15W-40, 20W-40. Для смены масла понадобиться 5,4 литра, которые заливаются в силовой агрегат. Как показывает практика, большинство автомобилистов выполняют техническое обслуживание мотора самостоятельно.
Снятие и ремонт головки блока цилиндров двигателя змз 406
и вынимаем винты.
Вынимаем шайбы винтов.
Сопрягаемые поверхности головки и блока цилиндров тщательно очищаем от нагара, остатков старой прокладки и герметика. Приложив линейку к привалочной плоскости головки блока цилиндров.
набором щупов проверяем неплоскостность головки блока цилиндров. При неплоскостности свыше 0,05 мм плоскость головки необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм, головка не ремонтопригодна.
снимаем заднюю крышку головки блока цилиндров с прокладкой.
Устанавливаем рассухариватель на головку блока цилиндров. Если конструкцией рассухаривателя не предусмотрен упор клапана, подкладываем под тарелку клапана деревянный брусок. Рассухаривателем сжимаем пружины клапана. Чтобы тарелка пружин легче сошла с сухарей. наносим легкие удары молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок.
и снимаем опорную шайбу.
Для притирки клапанов.
наносим притирочную пасту на фаску клапана и устанавливаем клапан в соответствующую направляющую втулку головки блока цилиндров двигателя змз 406.
Закрепляем на ножке клапана приспособление для притирки и.
прижимая клапан к седлу, попеременно поворачиваем его в обе стороны.
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Так же должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.
Аналогично притираем остальные клапаны. Перед сборкой головки блока цилиндров змз 406 керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений. Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом.
Собираем и устанавливаем головку блока цилиндров змз 406 в обратной последовательности. Маслосъемные колпачки заменяем новыми. Перед установкой клапанов их стержни покрываем моторным маслом.
Из резьбовых отверстий блока цилиндров под крепежные винты головки удаляем остатки масла и охлаждающей жидкости.
На привалочную плоскость передней крышки блока цилиндров (на участке контакта с прокладкой головки блока) наносим герметик.
Установив все снятые детали и узлы, заполняем систему охлаждения жидкостью и заменяем масло в двигателе
Неисправности и ремонт
Поскольку, новый силовой агрегат был выполнен на базе старого 406-го, то проблемы и ремонт остались прежними. Так, к основным неисправностям, которые встречаются у ДВС 405, относятся: частые поломки системы охлаждения, связанные с плохим исполнением термостата, троение, плавают обороты и плохой пуск.

Рекомендуется, для ЗМЗ 405 ремонт выполнять в условиях автосервиса, поскольку не всегда можно определить поломку. Это связано с неисправностью, когда заводится и глохнет ЗМЗ 405. В этом случае, проблема может скрываться в свечах зажигания или электронном блоке управления двигателем. Если неисправность носит механический характер, то её легко устранить самостоятельно, а вот если проблема в ЭБУ или датчиках, то придётся совершить поездку в автосервис.
С чего начать ремонт двигателя автомобиля Газель 405
Ремонт двигателя газель 405 начинается со снятия двигателя с автомобиля и его дальнейшей разборке.
Если делая ремонт двигателя газель 405 обнаружились на ГБЦ пробоины на стенках цилиндров, с трещинами на верхней поверхности и на ребрах, которые поддерживают коренные подшипники, с пробоинами на рубашке и картер, все подлежит замене на новые.
В результате износа цилиндры в ГБЦ становятся по длине неправильного конуса, а по окружности — овала. Наибольшей износ происходит в верхней части цилиндров против верхнего компрессионного кольца, при положении поршня в ВМТ, а наименьший износ происходит в нижней части, при положении поршня в НМТ.
Делая ремонт двигателя газель 405 все цилиндры в одном блоке подгоняются под один ремонтный размер с допуском +0,036…+0,072 мм от нормы. Исключение составляет, когда нужно вывести неглубокие царапины на зеркале цилиндров (на 0,10 мм), здесь допускается исправление только дефектных цилиндров.
В тех случаях, когда в распоряжении имеются лишь ограниченное число поршней рекомендуется рассчитать номинальный диаметр для каждого цилиндра, исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, и под этот размер обрабатывать цилиндры с указанным ниже допуском на обработку.
Отклонения от геометрически правильной формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Многие новички автовладельцы интересуются, как сделать самому ремонт двигателя модели ЗМЗ 402. Говорят, что они простые в разборке и отремонтировать можно их в гаражных условиях без специальных инструментов. Главное разбираться в конструкции силового агрегата и понимать чертежи, которые даны в мануале по двигателю. Опытные механики подтверждают, что ремонт прост в техническом исполнении.
Давайте посмотрим, как выполнить ремонт двигателя ЗМЗ 402 неопытному новичку.

Ремонт ГБЦ двигателя ЗМЗ-402 автомобиля ГАЗ-2705

Двигатель ЗМЗ-402 автомобилей Газель ГАЗ-2705 карбюраторный, четырехцилиндровый, рядный, четырехтактный с двумя клапанами на цилиндр и распределительным валом в блоке цилиндров. Порядок работы цилиндров: 1-2-4-3. Блок цилиндров автомобилей Газель ГАЗ-2705 — литой из алюминиевого сплава, цилиндры вставные чугунные, уплотненные медными кольцами. Между цилиндрами выполнены протоки для охлаждающей жидкости.
В передней части двигателя расположен привод клиновым ремнем насоса охлаждающей жидкости, вентилятора и генератора. К задней привалочной плоскости блока цилиндров крепится картер сцепления. Силовой агрегат крепится к раме автомобиля на трех опорах — две резиновые подушки размещены с правой и левой сторон двигателя, а третья опора установлена под задним картером коробки передач.
Коленвал ЗМЗ-402 автомобилей Газель ГАЗ-2705— чугунный, литой вращается в пяти коренных подшипниках скольжения. Осевое перемещение вала ограничено двумя упорными шайбами. Шатуны — стальные, кованые, двутаврового сечения, нижней (разъемной) головкой они соединяются с коленчатым валом через шатунные подшипники скольжения, верхней головкой — с поршневым пальцем.
Палец плавающего типа, он свободно поворачивается в бобышках поршня и в бронзовой втулке верхней головки шатуна. Осевое перемещение поршневого пальца ограничено двумя стопорными кольцами, установлеными в проточках бобышек поршня. Поршни — литые, из алюминиевого сплава, с двумя компрессионными и одним маслосъемным кольцами. Головка блока цилиндров ЗМЗ-402 автомобилей Газель ГАЗ-2705 отлита из алюминиевого сплава, с запрессованными чугунными седлами и прессованными из порошкового материала направляющими втулками клапанов.
Клапаны приводятся в действие через цилиндрические толкатели, штанги и коромысла. Каждый клапан снабжен двумя пружинами. Распредвал Газель ГАЗ-2705— литой, чугунный, вращается в пяти подшипниках скольжения. От осевых смещений он удерживается пластиной, входящей в выточку вала и установленной на передней части двигателя. Привод распределительного вала — косозубыми шестернями, при этом ведомая шестерня для снижения шума выполнена из текстолита или полиамида.
Система смазки двигателя ЗМЗ-402 автомобилей Газель ГАЗ-2705— комбинированная: под давлением смазываются коренные и шатунные подшипники коленчатого вала, опоры распределительного вала, подшипники валика привода масляного насоса, подшипники коромыcел, верхние концы штанг толкателей и шестерни привода распределительного вала. Остальные детали смазываются разбрызгиванием.
Масляный насос — шестеренчатый, односекционный с приводом от распределительного вала посредством пары винтовых шестерен. В систему смазки встроены масляный радиатор и полнопоточный фильтр. Система вентиляции картера двигателя автомобилей Газель ГАЗ-2705— закрытая, принудительная, с отводом картерных газов через маслоотделитель в систему впуска. Некоторые двигатели оснащены системой рециркуляции отработавших газов. Система охлаждения ЗМЗ-402 автомобилей Газель ГАЗ-2705 — жидкостная, закрытого типа, с принудительной циркуляцией.
Вид двигателей мод. 402 и 4021 с левой стороны.
1 – стартер; 2 – тяговое реле стартера; 3 – маслопровод; 4 – топливный насос; 5 – кронштейн опоры двигателя; 6 – датчик лампы аварийного давления масла; 7 – масляный фильтр; 8 – шкив коленчатого вала; 9 – шкив водяного насоса; 10 – водяной насос; 11 – термостат; 12 – датчик указателя температуры охлаждающей жидкости; 13 – фильтр тонкой очистки топлива; 14 – свеча зажигания; 15 – распределитель зажигания; 16 – крышка толкателей; 17 – привод распределения зажигания и масляного насоса.
Вид двигателей мод. 402 и 4021 с правой стороны.
1 – шкив коленчатого вала; 2 – датчик указателя давления масла; 3 – выпускной коллектор; 4 – масляный картер; 5 – кран слива охлаждающей жидкости; 6 – головка блока цилиндров; 7 – впускная труба; 8 – карбюратор; 9 – пробка маслозаливной горловины; 10 – крышка коромысел; 11 – термостат; 12 – шкив водяного насоса; 13 – генератор.
Причины проведения капитального ремонта

Далее приведены причины, по которым ремонтируют двигатель:
- поедание ржой важных частей, изготовленных из металла. Это главная причина из-за которой разбирают полностью движок. Так как даже при тщательном уходе за двигателем ЗМЗ 402, коррозии и усталости металла не избежать;
- механические повреждения. Подобные поломки возникают из-за неправильного ухода за силовым агрегатом или, когда уход вообще отсутствует. Например, не вовремя замененный ремень газораспределительного механизма может привести к загибу клапанов;
- манера езды по дорогам автовладельца. Постоянные рывки, дерганья, езда на повышенных оборотах повышает риск капитального ремонта силового агрегата;
- неправильное хранение. Если движок постоянно хранится в сыром холодном помещении, то смазочная жидкость не сможет выполнять функции оптимально. А значит увеличится износ деталей. Вообще следует держать автомобиль в теплом и сухом гараже.
Причины были рассмотрены. А теперь давайте глянем с чего начинать капитальный ремонт двигателя ЗМЗ 402.
Процесс капитального ремонта двигателя
Ремонт двигателя ЗМЗ 402 ничем не отличается от моторов других модификаций. Здесь также понадобиться полностью разобрать движок, промыть все детали, рассмотреть какие неисправны, заменить их. А затем только собирать силовой агрегат воедино. Опытные механики дополнительно делают диагностику на специальном стенде после сборки мотора.

Если же нет возможности провести диагностику у автовладельца, то проверять придется уже в пути. Поэтому при малом опыте или сомнения, которые преследуют новичков автолюбителей при разборке движка, лучше всего пригласить друга специалиста.
Внимание! Вообще капитальный ремонт двигателя ЗМЗ 402 выполняется в четыре руки. Поэтому присутствие напарника обязательно.
Итак, сперва рассмотрим демонтаж двигателя.
Демонтаж двигателя
Демонтаж любого мотора начинается с отключения всех электрических цепей, удаления аккумуляторной батареи из машины. Затем следует слив тосола, смазывающего моторного средства. Когда полностью будут слиты все жидкости, можно приступать к откручиванию болтов и снятию движка с машины. Процедуру выполняют на яме, чтобы иметь возможность подобраться ко всем деталям и отсоединить их.

Списком показаны шаги разборки и снятия силового агрегата:
- удаление из-под капотного пространства воздушного фильтра, карбюратора.
- Демонтируют трубу выпускного коллектора.
- Снимают трамблер и свечи зажигания.
- Полностью отсоединяют топливную систему.
- Удаляют крыльчатку.
- Также снимают стартер и генератор.
- Разделяют мотор и коробку передач.
- Снимают радиатор и впускной и выпускной коллекторы.
Когда силовой агрегат будет отсоединен от всех деталей, связывающих его с машиной, его поднимают и вытаскивают из капота. Кладут на рабочий стол и начинают разбирать. Демонтируют следующие детали:
Далее их промывают и отправляют на диагностику.
Диагностика неисправностей
В первую очередь осматривают блок цилиндров и коленвал. Если есть какие-либо трещины на корпусе БЦ, то их можно заварить. Если же трещины большие, то БЦ меняют на новый.

Коленвал также должен быть не потерт. На металле не должно быть никаких трещин или микроскопических ямок, разрывов тела металла. Проверяют металл на твердость, осматривают на наличие повреждений шейки коленчатого вала.
Далее замеряют цилиндры. По стандарту размер цилиндров равен 92 мм. Следующая таблица поможет нам побыстрее разобраться в возникшей ситуации по размерам цилиндров.
Если цилиндры имеют увеличение в размерах, то их растачивают до следующих размеров: все.
| Варианты | Размеры в мм |
| Новый | 92 |
| 1 | 92,5 |
| 2 | 93 |
| 3 | 93,5 |
| 4 | Разгильзовка БЦ |
Подготовка блока к расточке
Прежде чем приступить к расточке, нужно помыть силовой агрегат. У нас был специальный стенд, который осуществлял мойку. Остановлюсь на его конструкции, поскольку это, немаловажно:Корпус был выполнен из металла. Просто было сварено ящик из листового проката размерами 1,25х2,00х1,00 м. верхняя и боковая крышки были съемными, поскольку нужно было снимать их, при установке и снятию двигателя со стенда.
Форсунки, через которые подавалась жидкость, чтобы мыть детали, были сделаны из форсунок подачи топлива VW. Они прекрасно выполняли распыления и не боялись высокой температуры.
Трубки подвода керосина были стандартными масло-бензостойкими диаметром 8 мм. Внутри конструкции мы сделали крепления для двигателя. Снаружи боковой стенки стоял электромотор, который медленно вращал деталь.
Низ коробки был в дырках, через которые уходила жидкость. Она вытекала в специальный бидон, перед которым стоял фильтр очистки жидкости. В этой емкости стояли тены, которые разогревали керосин до 50 градусов.
Конструкция была сделана так, что жидкость циркулировала. Подача велась с емкости, где был керосин, и по трубкам подавалась на форсунки, которые с двух сторон под давлением мыли деталь. При этом запчасть постоянно медленно вращалась, чтобы не пропустить ни сантиметра. Далее, керосин стекла обратно в бидон, проходя фильтр, который задерживал стружку металла, грязь и прочий мусор. Фильтр заменялся каждые 3-4 мойки, но эффективность использования себя оправдывала.
Тщательно помытая деталь – залог качественно ремонта и расточки. Кто не понял принципа, скажу просто, работает эта установка, как посудомоечная машина. Потребление электроэнергии составляет 2,5 кВт. После того, как деталь помылась и остыла, ее отдают на расточку и шлифовку. При диагностике было выявлено, что верхняя плоскость имеет прогиб в центральной части 0,3 мм. Для того чтобы его убрать, верхнюю плоскость придется шлифовать. Для этого блок помещается на специальный шлифовальный станок, который аккуратно снимает плоскость по 0,05 мм. Такая точность, позволяет снять не больше чем нужно.
Показания к капитальному ремонту
Собственно показаний к капитальному ремонту 2 — это повышенный расход бензина и/или масла. В принципе всё. Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ. При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршня\клапана). Для любого авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городе должен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Теперь немного советов
№1. Никогда не нужно бояться, чего то нового. Пробовать стоит, поскольку если этого не делать, то ничего и не получиться.
№2. Ко всему стоит подходить тщательно и выполнять аккуратно. Рассчитывать возможности и работу. От этого будет зависеть успех начинаний.
№3. Просчитывать все наперед, даже самые негативные последствия и быть готовыми к ним. Быть во все оружие так сказать.
Снятие ГБЦ
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так что откручивать надо плавно. Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу.
То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до капитального ремонта, после 1,5 лет на полусинтетике:

Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая — капаем средством для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом отмыть удалось почти все детали:

Ремонт ГБЦ
Первым делом отмытую ГБЦ необходимо отшлифовать:

Камера сгорания была покрыта толстым слоем нагара:

Далее удаляем старые маслосъёмные колпачки. У меня они мало что были дубовые, дак парочка была вообще треснутой:

Следующим этапом планировалось перевтуливание. Хотел воспользоваться технологией Евгения Травникова. Но пройдясь по всем втулкам развёрткой 9,01 мм люфта не обнаружил. Более того, в некоторых втулках исхитрился даже что-то соскрести. Настоятельно рекомендую перед развёртыванием заменённых втулок потренироваться на нескольких подопытных втулках, потому что это не так просто, как кажется. Также напомню, что развёртывать необходимо строго руками, без какого либо электрического инструмента. Справедливости ради следует отметить, что в одной из втулок износ небольшой был, то есть после равёртки идеального зеркала не получилось, но пятно было небольшое и в середине и значительного люфта клапана не было. Так что я решил не перевтуливать. Помимо экономии времени и нервов неперевтуливание также значительно облегчает прирезание сёдел, так как ось не смещается.
Следующий этап ремонта ГБЦ — прирезка сёдел. Мне показалось, что с завода прирезается только фаска 45 градусов, я же нарезал все 3, отчего и клапан должен плотнее закрываться и газообмен должен улучшиться. Немало был наслышан про твёрдость сёдел ГБЦ змз 402, но вышеуказанным набором шарошек у меня сёдла прирезались быстро и легко. Центральную фаску делал в районе 1 мм с тем, чтобы она после притирки увеличилась до положенных 1.5 мм.
Следующим этапом является притирка клапанов — это самый нудный этап. Я особо не заморачивался по поводу проверки соляркой и т.д. оценивал визуально по ровному рисунку по окружности седла. Не забываем подписывать клапана, чтобы не перепутать при сборке.
Также для улучшения газораспределения сточил ступеньки у сёдел клапанов:

В завершение ремонта ГБЦ напрессовываем новые маслосъёмные колпачки при помощи оправки. ВАЖНО! Перед напрессовкой МСК оденьте нижние тарелки клапанов, потом они не налезут
Под действием коррозии, повышенной температуры, трения поршней и поршневых колец стенки цилиндров приобретают овальную форму (эллипсность) в плоскости качания шатуна и конусность по длине цилиндра.
Такой износ происходит по следующим причинам:
- При сгорании топлива в цилиндре газы прорываются в канавки поршневых колец и с силой отжимают их к стенкам цилиндра; при этом сила давления колец по мере движения поршня вниз уменьшается, вследствие чего износ цилиндра в верхней части больше, чем в нижней (конусность); кроме того, условия смазки верхней части цилиндра из-за более высоких температур хуже.
- Сила Р давления газов, действующая на поршень при рабочем ходе, разлагается на две составляющие: А (рис. а), направленную вдоль шатуна, и Б, направленную перпендикулярно оси цилиндра и прижимающую поршень к левой стороне стенки цилиндра (если смотреть со стороны радиатора). При сжатии передаваемая от коленчатого вала шатуну сила также разлагается на две составляющие, из которых одна действует вдоль шатуна и сжимает рабочую смесь, а другая прижимает поршень к правой стенке цилиндра (рис. б). Боковые силы действуют также при тактах впуска и выпуска, но в меньшей мере. В результате действия боковых сил цилиндр изнашивается больше в плоскости качания шатуна и приобретает эллипсность. Более интенсивен износ левой стенки цилиндра вследствие того, что боковая сила при рабочем ходе наибольшая.
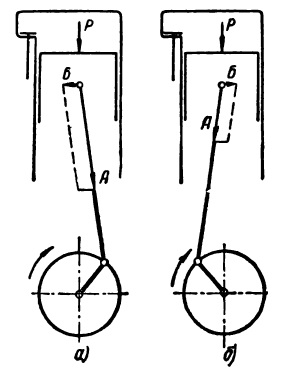
Рис. Схема действия сил:
а — при рабочем ходе; б — при сжатии.
Кроме эллипсности, боковые силы вызывают и конусность, так как по мере движения поршня вниз они уменьшаются.
Риски и задиры на зеркале цилиндра образуются вследствие перегрева двигателя, недостатка смазки и ее загрязненности, недостаточного зазора между поршнем и стенкой цилиндра, плохого крепления поршневого пальца и поломки поршневых колец.
Величину износов цилиндра (эллипсность и конусность) определяют индикатором.
Эллипсность цилиндра измеряют в поясе, расположенном на расстоянии 40—50 мм от верхней кромки цилиндра. Измерение производится в двух взаимно перпендикулярных плоскостях, имеющих износы: наименьший — по оси коленчатого вала и наибольший — в плоскости, перпендикулярной оси коленчатого вала. Разность размеров, показанных индикатором, есть величина эллипсности.
Для определения конусности индикатор перемещают вдоль цилиндра в плоскости, перпендикулярной оси коленчатого вала. Разность размеров в верхней и нижней частях цилиндра, показанных индикатором, есть величина конусности.
При измерениях индикатор нужно опускать строго по вертикали, не допуская его отклонений в стороны.
Если эллипсность превышает 0,04 мм, а конусность 0,06 мм и имеются риски и задиры, цилиндры необходимо ремонтировать.
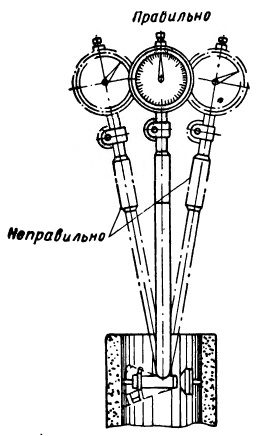
Рис. Установка индикатора в цилиндр.
При ремонте цилиндра увеличивают его диаметр до соответствующего ремонтного размера, затем устанавливают увеличенный поршень.
В зависимости от износа цилиндра применяют следующие способы ремонта:
- шлифование;
- растачивание с последующей доводкой;
- установку гильз (если износ цилиндра. превышает последний ремонтный размер).
Шлифование цилиндров двигателя производят на специальных внутришлифовальных станках. На этих станках шлифовальный камень устанавливают значительно меньшего диаметра, чем цилиндр. Шлифовальный камень имеет три движения: вокруг своей оси, со скоростью 2000—3000 об/мин, по окружности шлифуемого отверстия цилиндра со скоростью 200—300 об/мин и вдоль оси цилиндра.
Процесс шлифования цилиндров — сложный и длительный, особенно при необходимости снятия большого слоя металла. Поверхность цилиндра получается слегка волнистой и забивается наждачной пылью, которая проникает в поры чугуна, что в дальнейшем вызывает ускоренный износ поршневых колец и поршней. Шлифование цилиндров в настоящее время применяется редко.
Растачивание цилиндров производится на расточных станках стационарного или переносного типа. Вертикально-расточной станок переносного тийа прикрепляют при растачивании непосредственно к блоку цилиндров. При этом для растачивания первого и третьего цилиндров блока четырехцилиндрового двигателя станок укрепляют сверху блока болтами, пропущенными через второй цилиндр, а для растачивания второго и четвертого цилиндров — через третий. Перед окончательным закреплением станка на блоке его шпиндель центрируют четырьмя кулачками, раздвигаемыми конусом 12. Резец 10 шпинделя устанавливают на нужный размер по микрометру.
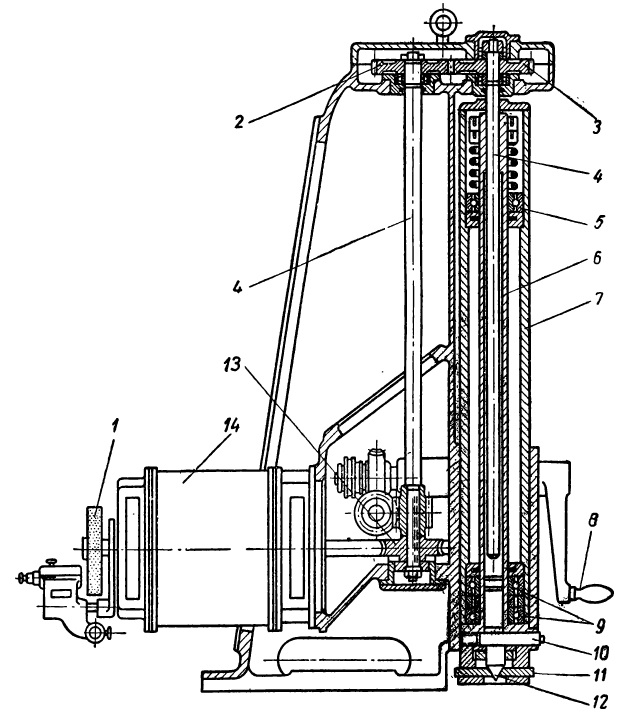
Рис. Вертикально-расточной переносной станок:
1 — шлифовальный камень для заточки резца; 2 и 3 — цилиндрические шестерни; 4 — вертикальные валы; 5 и 9 — шарикоподшипники шпинделя; 6 — шпиндель; 7 — гильза подачи; 8 — рукоятка подъема гильзы подачи; 10 — резец; 11 — кулачки для центрования шпинделя; 12 — центрирующий конус; 13 — червячная передача на вертикальный вал; 14 — электродвигатель.
Вращение от электродвигателя 14 через червячную передачу 13 и вал передается на цилиндрические шестерни 2 и 3 и далее через второй вертикальный вал 4 на шпиндель, соединенный с валом посредством шпонки. После пуска электродвигателя включают автоматическую подачу гильзы 7 и производят растачивание цилиндра. По окончании растачивания гильза возвращается вверх при помощи рукоятки 8. Этот станок позволяет растачивать цилиндры диаметром от 85 до 120 мм при длине растачивания 300 мм.
Недостатком указанного вида растачивания является необходимость доводки, так как на расточенной поверхности остаются следы резца.
Доводка цилиндров производится на специальных или вертикально-сверлильных станках, а также электродрелями при помощи доводочной головки, в которой устанавливают абразивные камни в виде брусков.
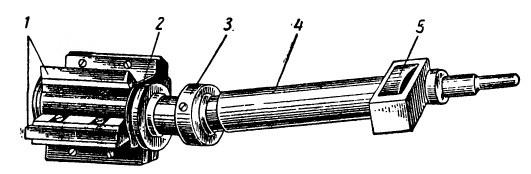
Рис. Доводочная головка:
1 — абразивные камни; 2 — стяжная пружина державок камней; 3 — сферический шарнир; 4 — полый валик; 5 — установочный диск с делениями.
Для разводки брусков внутри полого валика помещен стержень, соединенный шарнирно с винтом установочных конусов головки. На верхнем конце стержня имеется установочный диск. Поворот диска на одно деление изменяет диаметр на 0,005 мм. Доводочная головка свободно вставляется в цилиндр, а при ее вращении шлифовальные бруски под действием центробежной силы расходятся и прижимаются плотно к стенкам цилиндра. Наибольшая разводка камнедержателей не превышает 1,5 мм; поэтому камнедержатели надо подбирать в соответствии с диаметром цилиндра. Скорость вращения головки 200—300 об/мин. Возврагно-поступательное движение вверх и вниз равно от 60 до 80 двойных ходов в минуту.
В процессе доводки головку и стенки цилиндра следует обильно поливать керосином, который смывает частицы металла и камня, а также охлаждает полируемую поверхность цилиндра.
По окончании обработки конусность и эллипсность цилиндра не должны превышать 0,02 мм.
Тонкое растачивание (алмазное) производится резцами из твердых сплавов при больших скоростях резания (150—200 м/мин) и малых подачах резца (0,01—0,02 мм) на один оборот шпинделя. Для растачивания используют специальные вертикально-расточные станки стационарного и переносною типов. После тонкого растачивания доводки не требуется.
Установка гильзы применяется при износе цилиндра, превышающем последний ремонтный размер, или при наличии на его стенках глубоких рисок и задиров. При этом необходимо выполнить следующие операции:
- Расточить цилиндр до диаметра, обеспечивающего установку гильзы, толщина стенок которой должна равняться 2—3 мм после ее растачивания под номинальный размер. В верхней части цилиндра делают кольцевую выточку под буртик гильзы.
- Изготовить гильзу из материала, по возможности близкого к материалу цилиндра. По наружному диаметру гильза должна иметь припуск 0,05—0,15 мм на запрессовку.
- Смазать гильзу и стенки цилиндра маслом и запрессовать гильзу при помощи гидравлического пресса под давлением 20—40 г; в процессе запрессовки наблюдать за показаниями манометра пресса и при резком повышении давления прессование прекратить, так как это указывает на перекос гильзы и может вызвать трещины в блоке.
При отсутствии пресса гильзы можно запрессовывать ручным приспособлением.
Рис. Приспособление для запрессовки гильзы ручным способом:
1 — винт; 2 — натяжная гайка; 3 и 6 — опорные шайбы; 4 — гильза цилиндра; 5 — блок цилиндров.
Затем следует расточить и прошлифовать гильзу под номинальный или уменьшенный размер цилиндра. Растачиванием под размер меньше номинального предусматривается возможность использования прошлифованных старых поршней.
Устранение трещин цилиндров и водяной рубашки
Трещины на стенках цилиндров и водяной рубашки являются следствием замерзания воды в блоке, заливки холодной воды в перегретый двигатель, неосторожного обращения с блоком при ремонте, запрессовки гильз с большим натягом.
Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности. При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат.
Место и размер трещины определяются отложением красящего вещества.
Иногда удается установить наличие трещины и более простым способом. Для этого предполагаемое место трещины смачивают керосином, а затем насухо вытирают и посыпают сухим порошком мела. Через 1—2 часа керосин, проникший в трещину, выйдет на поверхность и даст отчетливую желтую полоску, по которай легко определить наличие и границы трещины.
Трещины цилиндра устраняют установкой гильз или газовой заваркой со стороны водяной рубашки (для этого специально вырезают кусок стенки водяной рубашки против трещины цилиндра); при этом подогревают весь блок цилиндров на древесном угле.
Операция заварки — сложная и ответственная и поэтому применяется редко.
Трещины водяной рубашки заделывают штифтовкой, наложением заплат, металлизацией, замазкой и реже сваркой.
Штифтовка производится в следующем порядке:
- Засверливают концы трещины сверлом 4,8 мм и просверливают отверстия по всей длине трещины на расстоянии 8 мм.
- Нарезают резьбу в отверстиях метчиком 6 мм, затем завертывают в отверстия стержни из красной меди и обрезают их ножовкой так, чтобы они выступали на 1,5—2 мм.
- Просверливают отверстия посредине между стержнями и нарезают в них резьбу, затем завертывают стержни, которые должны захватывать ввернутые раньше.
- наложить заплату на место трещины, легкими ударами пригнать ее по месту, пользуясь заплатой как шаблоном, накернить, просверлить отверстия в блоке сверлом 4,8 мм и нарезать в них резьбу метчиком 6 мм;
- смазать заплату суриком, наложить на место и привернуть ее стальными винтами; при наложении заплаты на головку блока под заплату нужно установить свинцовую прокладку;
- расчеканить края заплаты и опробовать блок водой под давлением 2—3 ат.
Металлизацией заделывают небольшие трещины, которые предварительно разделывают крейцмейселем, обезжиривают, после чего металлизируют посредством металлизатора.
Замазкой заделывают только небольшие трещины, причем замазку соответствующего состава наносят на подготовленную трещину и в течение 1—2 час. просушивают. Подготовка трещины заключается в зачистке ее и в обезжиривании.
Мелкие волосяные трещины можно заливать соляной кислотой в смеси с нашатырем; при этом трещина затягивается отлагающейся ржавчиной.
Заварку трещины производят в следующем порядке:
- расфасовывают трещину для получения скоса стенок под углом 45°;
- медленно нагревают блок до температуры 650—700° в термической печи;
- прогретый блок закрывают листовым асбестом, оставляя открытыми только места сварки;
- заваривают трещины чугунными электродами;
- помещают блок в печь и медленно его охлаждают (6—8 час);
- производят механическую обработку шва, затем испытывают блок водой.
Ремонт клапанных седел
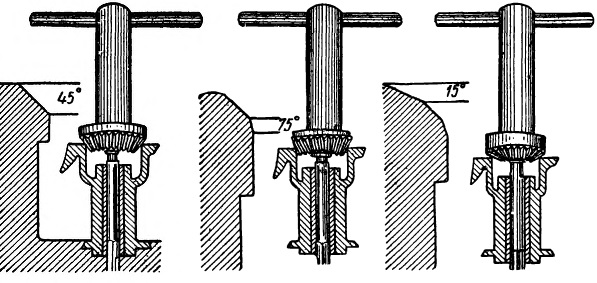
Рис. Последовательность фрезерования клапанного седла.
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Рис. Шлифование клапанного седла.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
Рис. Растачивание седла клапана торцевой фрезой.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
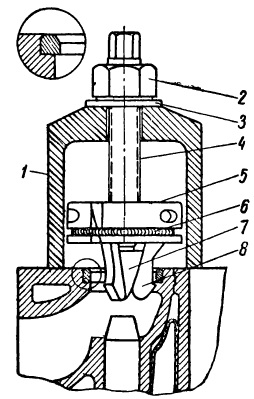
Рис. Съемник для выпрессовки вставного седла клапана:
1 — корпус съемника; 2 — натяжная гайка; 3 — опорная шайба; 4 — винт с разжимным конусом; 5 — гайка, на осях которой расположено три рычажка; 6 — пружина рычажков; 7 — разжимной конус рычажков; 8 — рычажок съемника.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
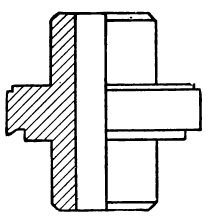
Рис. Оправка для расчеканки вставного седла клапана.
Ремонт направляющих втулок клапанов
Изношенные направляющие втулки клапанов восстанавливают путем развертывания их удлиненной разверткой под увеличенный ремонтный размер стержня клапана. При значительном износе втулок их удаляют под прессом или выколоткой и заменяют новыми. Новую втулку запрессовывают в блок с натягом 0,03 мм, а затем развертывают внутренний ее диаметр под номинальный размер или под уменьшенный, так чтобы использовать старые клапаны с перешлифованными стержнями.
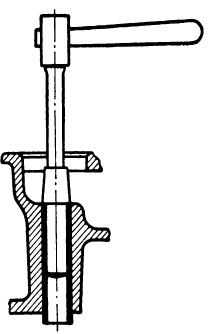
Рис. Удаление втулки клапана выколоткой.
Ремонт направляющих толкателей
Направляющие толкателей, выполненные непосредственно в блоке и в отдельных секциях, ремонтируют развертыванием под увеличенные ремонтные размеры стержней толкателей или развертыванием с последующей запрессовкой втулок.
Втулки изготовляют из серого чугуна и запрессовывают в предварительно развернутые отверстия с натягом 0,02—0,03 мм. Внутренние отверстия втулок развертывают под уменьшенные (перешлифованные) толкатели или под толкатели номинального размера с соблюдением необходимых зазоров.
Удаление накипи
Накипь в водяной рубашке ухудшает охлаждение двигателя, вызывает его перегрев и потерю мощности. Для удаления накипи все круглые отверстия водяной рубашки закрывают деревянными пробками, а к фасонным отверстиям привертывают пластины с резиновыми прокладками. Затем в рубашку заливают раствор следующего состава:
- Каустическая сода: 50 г.
- Керосин: 10 г.
- Вода: 1 л.
Через 6—8 час. раствор выпускают и рубашку промывают водой.
Удаление нагара
Нагар на стенках камеры сгорания, на днищах поршней и клапанах образуется вследствие неполного сгорания топлива, попадания масла и твердых частиц с воздухом.
Нагар удаляют скребками или металлическими щетками при помощи электродрели. Для облегчения этой операции детали предварительно помещают в керосин на 1—2 часа.
Условия работы детали и перечень возможных дефектов. Обоснование маршрута восстановления и разработка карты. Расчет режимов выполнения технологических операций. Оценка ремонтопригодности детали и технико-экономические показатели разработанной технологии.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 27.06.2011 |
| Размер файла | 641,7 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Белорусский национальный технический университет
Исполнитель: Лобанок Вера Владимировна
студентка 4 курса
Руководитель: Савич Александр Семенович
Министерство образования Республики Беларусь
Белорусский национальный технический университет
к курсовому проекту
Исполнитель: Лобанок В.В. Пацына А.П.
студентка 4-го курса
Руководитель: Савич А.С.
Содержание
- Введение
- 1. Характеристика условий работы детали и перечень возможных дефектов
- 2. Технические условия на дефектацию и способы определения дефектов
- 3. Возможные маршруты восстановления детали
- 4. Анализ возможных способов восстановления по каждому из дефектов, входящих в данный маршрут, и выбор рациональных способов
- 5. Обоснование маршрута восстановления и разработка маршрутной карты
- 6. Расчет режимов выполнения технологических операций и технических норм времени
- 7. Расчет производственной программы по восстановлению детали
- 8. Определение количества оборудования и площади производственного помещения для реализации технологического процесса
- 9. Оценка ремонтопригодности детали и технико-экономические показатели разработанной технологии
- 10. Обоснование организации работ и планировочного решения
- 11. Мероприятия по охране труда и технике безопасности
- Заключение
- Список использованных источников
- Приложения
Введение
В процессе эксплуатации вследствие ряда неизбежных причин (износ, усталостное разрушение, деформация и др.) работоспособность деталей и узлов автомобиля периодически нарушается, поэтому возникает объективная потребность в ее восстановлении.
Создание основных деталей автомобиля требует реализации достаточно сложных конструкторско-технологических решений, что связано с большими затратами трудовых ресурсов, овеществленного труда в виде инструмента и оснастки, черных и цветных металлов. Восстановление деталей позволяет использовать сохранившуюся их потребительскую стоимость в виде остаточной долговечности деталей. Восстановление деталей экономически обосновано: около четверти деталей ремонтного фонда изношены в допустимых пределах, а около половины могут быть использованы после восстановления при затратах 15-30% от цены новых деталей. Восстановление деталей сохраняет значительное количество материалов, энергии, труда, является более экологичным с точки зрения воздействия на природу и человека.
Восстановление деталей - основной источник эффективности ремонтного производства и его основа. По ряду наименований важнейших наиболее металлоемких и дорогостоящих деталей (головок блока цилиндров двигателей, коленчатых валов, картеров коробок передач) вторичное потребление восстановленных деталей значительно больше, чем потребление новых запасных частей.
Себестоимость восстановления для большинства восстанавливаемых деталей не превышает 75% стоимости новых, а расход материалов в 15 - 20 раз ниже, чем на их изготовление. Высокая экономическая эффективность предприятий, специализирующихся на восстановлении автомобильных деталей, обеспечивает им конкурентоспособность в условиях рыночного производства.
Высококачественное восстановление работоспособности деталей автомобиля будет иметь место при использовании оптимальных методов и средств производства.
Целью данного курсового проекта является разработка технологическою процесса восстановления головки блока цилиндров двигателя ЗМЗ-24Д. В процессе курсового проектирования необходимо решить ряд задач: разработать технические условия на дефектовку, рассмотреть возможные маршруты восстановления детали, для конкретного маршрута по каждому из дефектов выбрать наиболее рациональный способ восстановления, разработать технологическую карту восстановления детали, разработать планировочное решение, а также осветить вопросы охраны труда, техники безопасности при выполнении данных работ и дать технико-экономическую оценку выполненному проекту.
1. Характеристика условий работы детали и перечень возможных дефектов
Головка блока цилиндров выполняет ряд важнейших функций: в ней находятся камеры сгорания, в ней расположены основные элементы газораспределительного механизма, а также головка вместе с блоком образует водяную рубашку системы охлаждения.
Технико-экономические показатели двигателя (мощность, крутящий момент, расход топлива и др.) в первую очередь зависят от совершенства протекания рабочих процессов в камере сгорания. Детали ГБЦ, ограничивающие камеру сгорания - втулка, седло, клапан - испытывают максимальные механические и термодинамические нагрузки, обуславливающие повышенный износ. Седла клапанов изготавливаются из специального чугуна, чтобы обеспечить высокую прочность при воздействии ударных нагрузок. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров, чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов.
Головка блока цилиндров двигателя ЗМЗ-24Д изготовлена из алюминиевого сплава (силумина) марки АЛ-4 и имеет твердость порядка 50 - 70 НВ.
По конструктивно-технологическим признакам деталь относится к первому классу - корпусные, и к первой категории.
Перечень возможных дефектов головки блока цилиндров:
1. трещины головки блока - являются следствием сильного перегрева и длительной работы двигателя, а также нарушением порядка и моментов затяжки крепежных болтов головки блока при ее монтаже;
2. износ направляющих втулок клапанов - может быть вызван большим пробегом двигателя, или работой на некачественном масле, или сильным перегревом;
3. изношенные отверстия в головке цилиндров под направляющие втулки клапанов;
4. износ сёдел клапанов - является следствием работы двигателя на некачественном топливе или неправильной установкой опережения зажигания или опережения впрыска топлива;
5. коробление плоскости прилегания головки к блоку цилиндров - является следствием длительной работы двигателя, а также работой двигателя с некачественной охлаждающей жидкостью;
6. износ или разрушение резьбы в отверстиях головки блока для монтажа различных элементов - может быть вызвано неправильной затяжкой крепёжных болтов или свечей, а также перегревом двигателя.
2. Технические условия на дефектацию и способы определения дефектов
Технические условия на дефектацию и способы определения дефектов головки блока цилиндров представлены в таблице 2.1.
Читайте также: