
Момент затяжки гбц москвич 2141
Обновлено: 04.07.2024
Пол года назад на Москвиче 412 уже производилась замена прокладки ГБЦ. Причина пробитой прокладки была из-за некачественной охлаждающей жидкости. Дешевый кислотный антифриз разъел прокладку и алюминий головки. Головку двигателя восстановили (поварили, отшлифовали) и установили на блок.
Владелец авто приехал после пробега 3 000 км опять с той же проблемой. И опять слили с двигателя очень вонючий антифриз. Последствия использования некачественного антифриза будет показано в нашем фотоотчете. В этот раз уже залили качественный антифриз фирмы HEPU (объем системы охлаждения 10,3 л), а также снова поменяли прокладку головки блока, а заодно и клапанной крышки Москвича 412.
Прокладки под ГБЦ и клапанную крышку
Прокладка под ГБЦ
| Производитель | Артикул | Средняя цена, руб. |
| Оригинал | ||
| MOSKVICH | 412-1003020 | 528 |
| Аналоги | ||
| TRIALLI | GZ1012020 | 434 |
Прокладка клапанной крышки
| Производитель | Артикул | Средняя цена, руб. |
| Оригинал | ||
| MOSKVICH | 412-1003270 | 107 |
| Аналоги | ||
| TRIALLI | GZ1017021 | 1217 |
| MASTER SPORT | 412100327001PCSMS | 312 |
Необходимые для работы инструменты
- Ключи на 8мм, 10мм, 12мм, 13мм и 19мм;
- Домкрат;
- Отвертки "+" и "-";
- Шестигранник на 12мм;
- Емкость для охлаждающей жидкости;
- Герметик REINZOSIL +300 Victor Reinz;
- Корректор канцелярский;
- Щупы регулировочные FORCE 61802.
Процесс замены прокладки ГБЦ
- Отсоединяем все провода, тяги, тросики.
- Сливаем охлаждающую жидкость.
- Отсоединяем патрубки системы охлаждения.
- Снимаем клапанную крышку.
- Выставляем двигатель по меткам.
- Снимаем звезду распредвала.
- Откручиваем гайки крепления ГБЦ.
- Снимаем ГБЦ.
- Очищаем посадочные поверхности.
- Устанавливаем новую прокладку.
- Устанавливаем ГБЦ.
- Регулируем клапана.
- Подключаем все отключенное ранее.
- Заливаем охлаждающую жидкость.
- Заводим и прогреваем двигатель.

Начинаем процесс замены прокладки ГБЦ на автомобиле Москвич-412.

Первым делом ключом на 10мм откручиваем минусовую клемму АКБ.

Откручиваем три гайки верхней крышки корпуса воздушного фильтра.
Ключом на 8мм откручиваем четыре гайки крепления корпуса воздушного фильтра к карбюратору.

Снимаем корпус фильтра отсоединив две шлангочки.
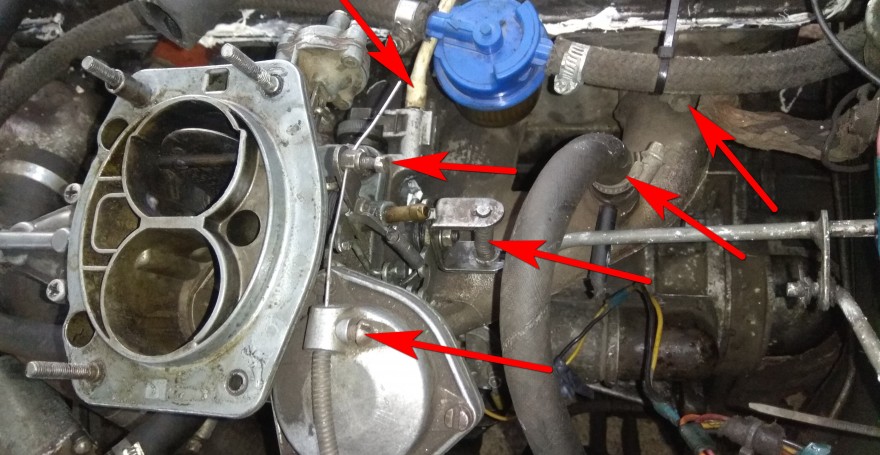
Теперь отсоединяем от карбюратора шланг вакуумного корректора, трос подсоса и тягу акселератора. Отсоединяем от впускного коллектора шланг вакуумного насоса и провод массы двигателя.
С другой стороны карбюратора отсоединяем шланг подачи топлива и две шланги подачи газа с редуктора.

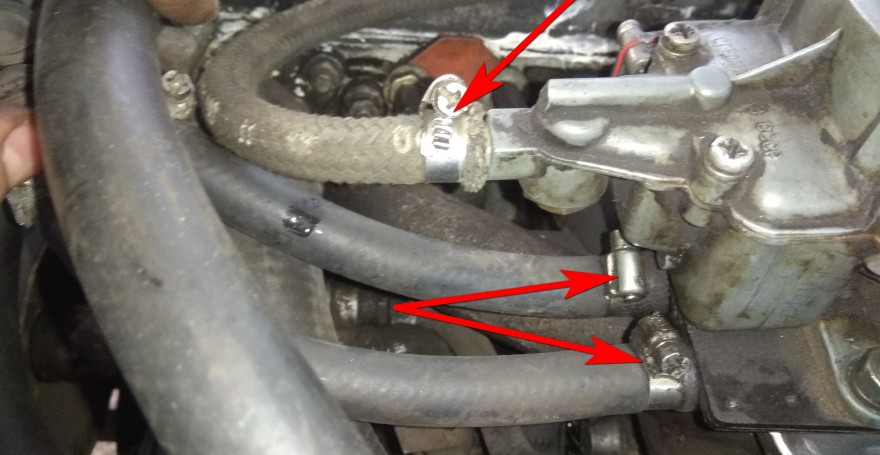
На тройнике водяного охлаждения отсоединяем провод с датчика температуры двигателя.

Откручиваем пробку радиатора чтобы развакуумировать систему охлаждения.

Откручиваем нижний патрубок радиатора.

И сливаем с радиатора охлаждающую жидкость подставив снизу емкость.

Теперь можем отсоединять патрубки системы охлаждения от ГБЦ.

Отсоединяем патрубок охлаждения впускного коллектора.

Газовый редуктор находится под капотом справа и шланги идут поверх двигателя в левую часть подкапотного пространства. Поэтому отсоединяем шланги от редуктора и отводим их в сторону, чтобы не мешали нам.
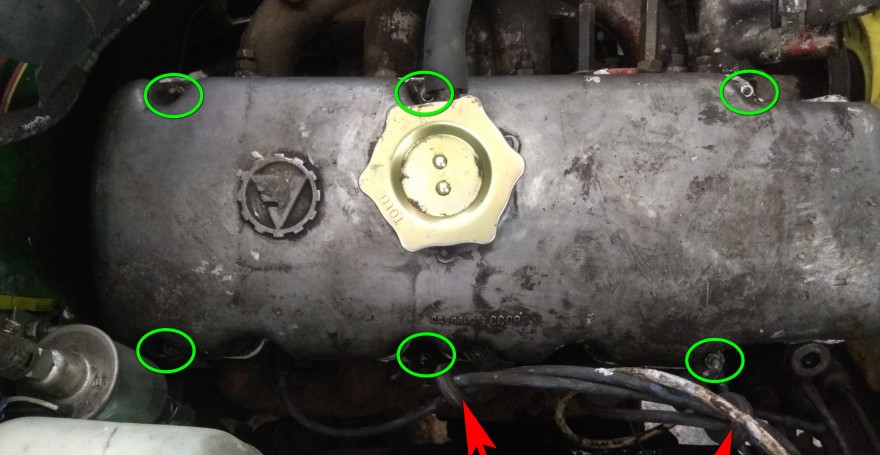
Снимаем со свечей высоковольтные провода. Поддержки проводов прикручиваются гайками к клапанной крышке. Поэтому сразу же откручиваем и все остальные гайки крепления клапанной крышки. Используем ключ на 10мм.
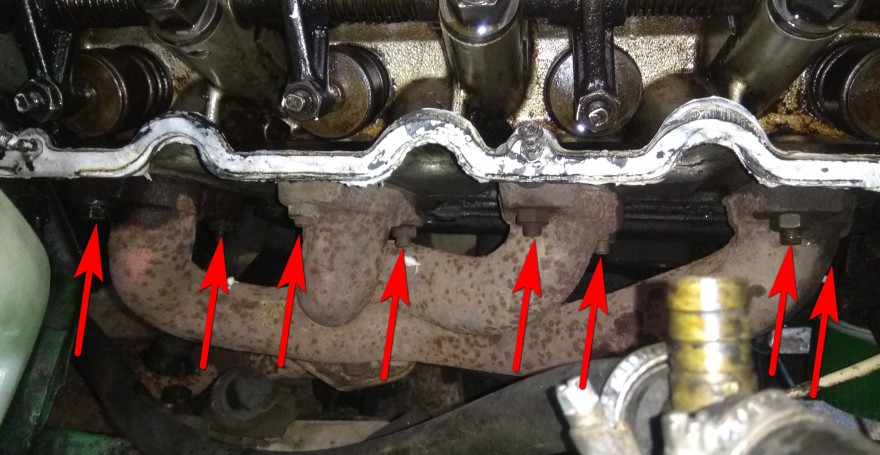
Ключом на 13мм откручиваем гайки крепления выпускного коллектора.

Также нам необходимо слить охлаждающую жидкость с блока двигателя, чтобы при снятии ГБЦ она не попала в масло. Для этого на блоке установлен кран. У нас вместо крана одета шланга с заглушкой. Снимаем шланг и сливаем охлаждающую жидкость в подставленную снизу емкость.

Прокручиваем двигатель за вентилятор охлаждения по часовой стрелке до совпадения меток.

На шкиве коленвала есть небольшая насечка, которая должна совпасть со штырьком на блоке двигателя.
На распредвале метка совпадает с выступом на головке двигателя.
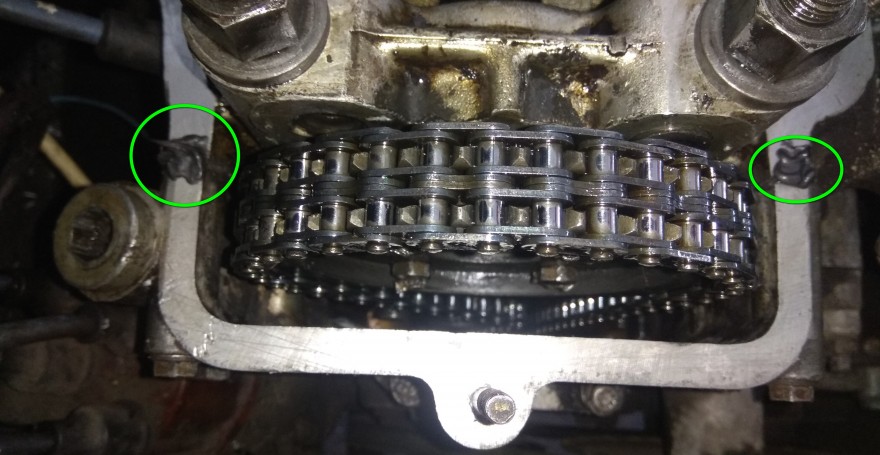
Нам теперь необходимо корректором нарисовать свою метку на звезде распредвала и цепи. Чтобы при снятии звезды вернуть ее на свое место.
Ключом на 10мм откручиваем семь болтов крепления передней крышки ГБЦ.


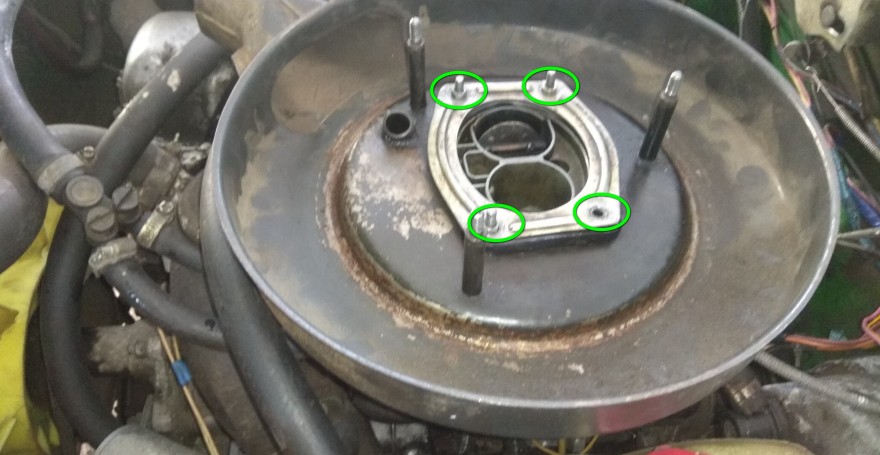
Теперь отверткой нужно отогнуть уголки фиксирующих пластин и открутить четыре болта крепления звезды распредвала. Используем ключ на 10мм.
Ключом на 19мм откручиваем 10 гаек крепления ГБЦ.
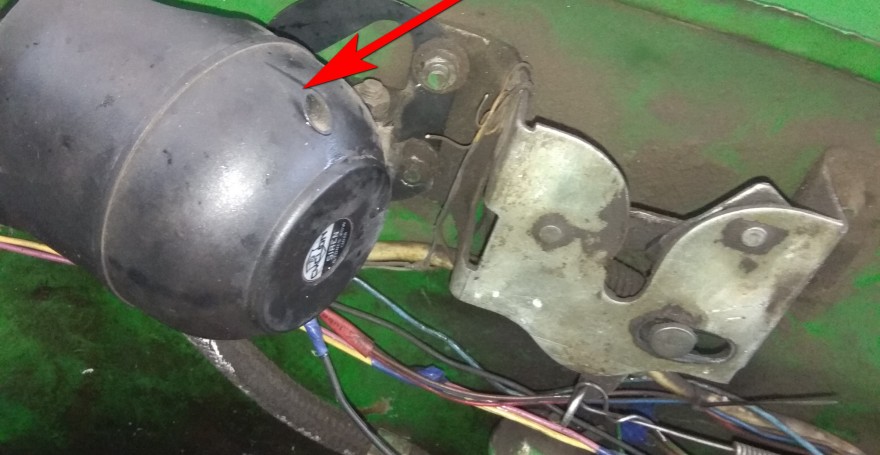
Также перед снятием ГБЦ нам понадобилось открутить сирену сигнализации. Она прикручена двумя болтами к замку капота.

И еще мы сняли и отвели в сторону бачок омывателя и рядом был прикручен топливный насос.

Теперь чтобы снять головку двигателя нам необходимо подставить домкрат под коробку передач и приподнять вверх двигатель с коробкой. Двигатель немного выровняется и мы с легкостью сможем снять ГБЦ.
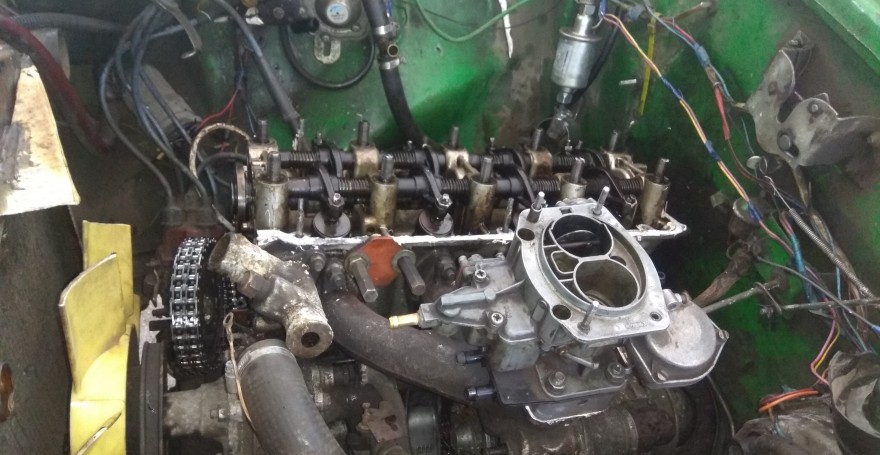
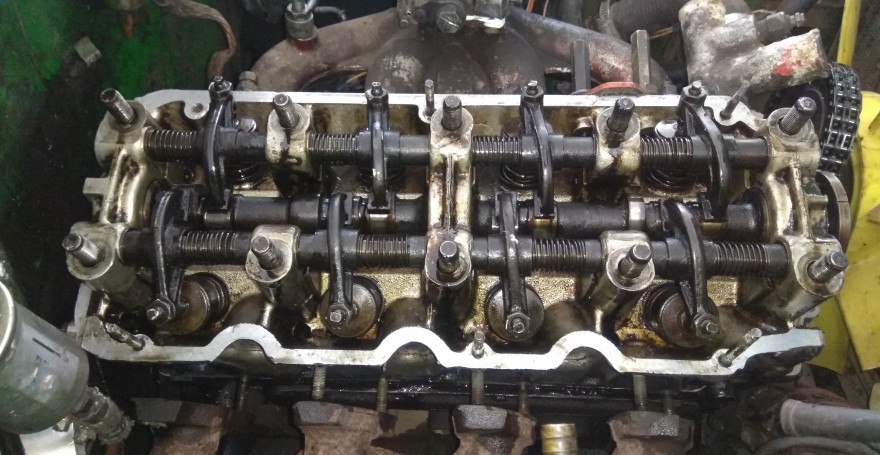
Снимаем головку блока цилиндров.

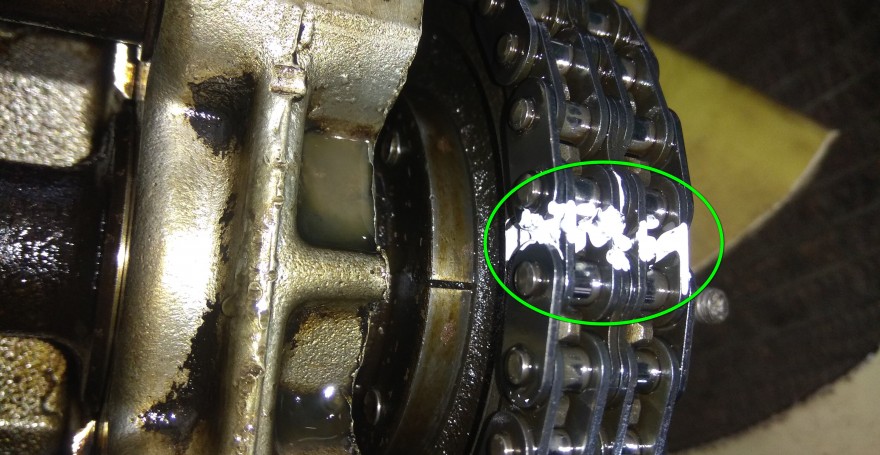
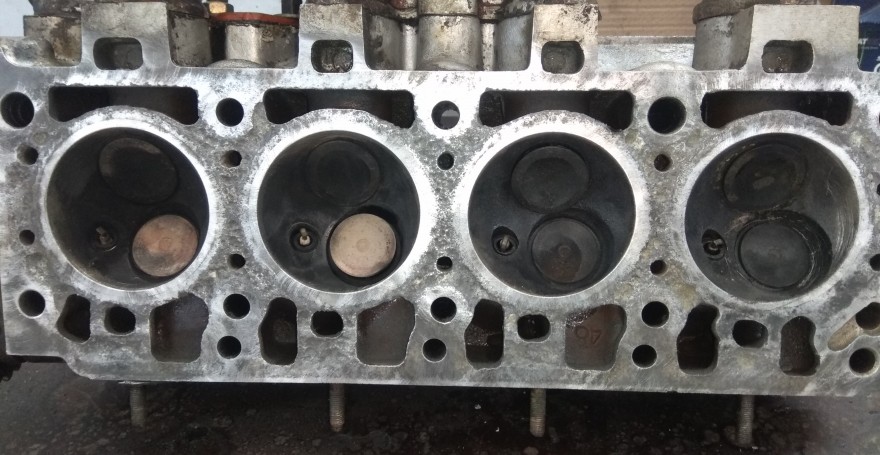
На фото видим состояние головки. Алюминий разъело некачественным антифризом. Если присмотреться то видно довольно глубокие прогнившие дыры.

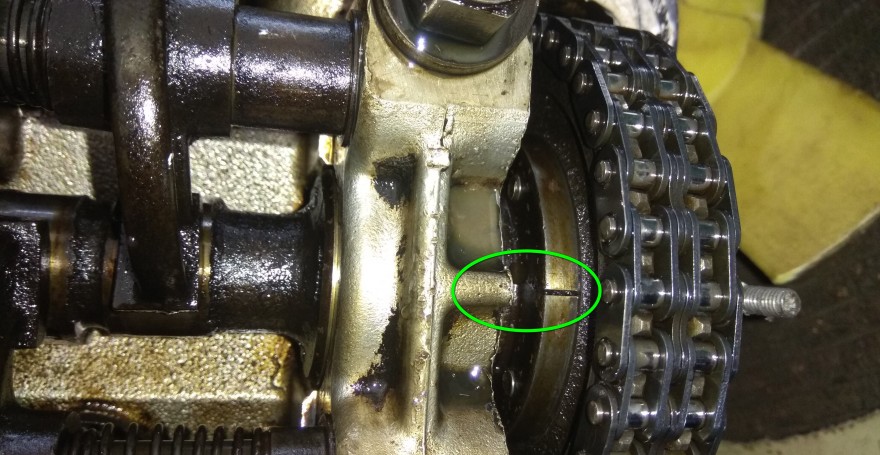
При осмотре головы было обнаружено, что прокладку пробило в четвертый цилиндр. Цилиндр был весь мокрый, а место пропуска темное, указано на фото.

Вот состояние прокладки от некачественной охлаждающей жидкости. Прокладки хватило на пробег в 3 000км.
Очищаем ГБЦ. Осматриваем на предмет кривизны головки. Осматриваем прогнивания вокруг цилиндров. По кругу цилиндров прогнивших мест не было, поэтому было принято решение ГБЦ устанавливать так, без сварки и шлифовки.

Очищаем и обезжириваем блок двигателя.

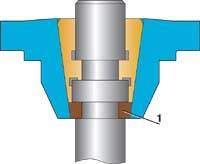
Устанавливаем новую прокладку ГБЦ. Так как крышка цепи прикручивается всего двумя болтами к блоку мы рекомендуем промазать герметиком прокладку ГБЦ снизу в указанном на фото месте.
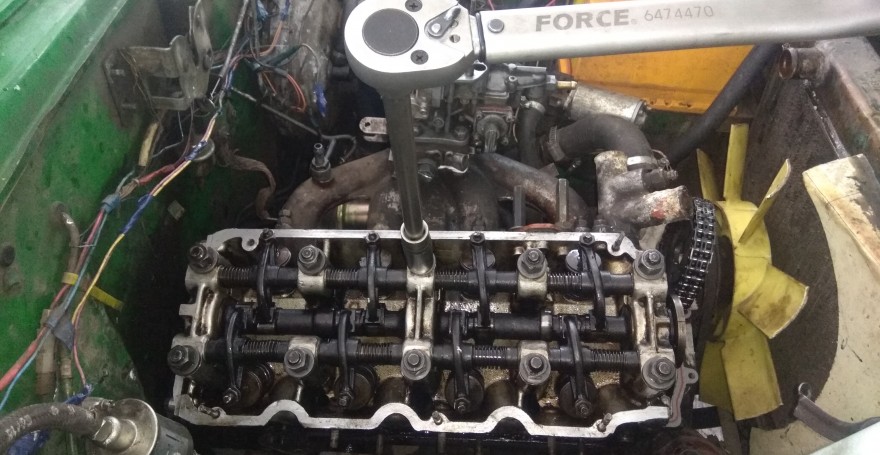
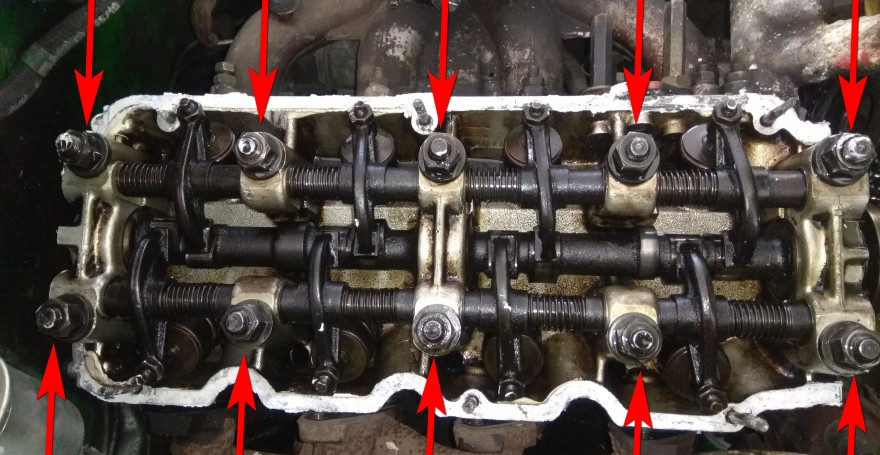
Затягиваем гайки крепления ГБЦ. Порядок затяжки и моменты затяжки гаек будут указаны на следующем рисунке.
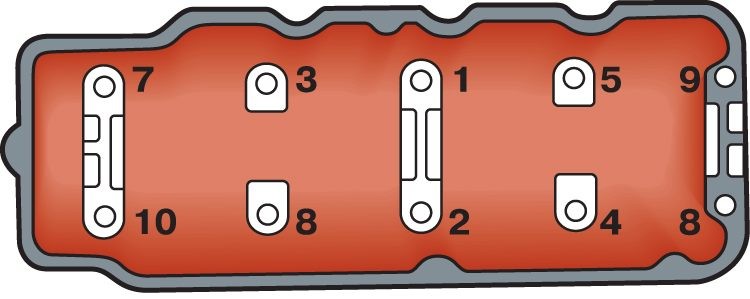
Затягиваем гайки в такой последовательности как указано на рисунке. В книге указано что необходимо окончательную затяжку гаек крепления ГБЦ производить с усилием 90-100 Н•м. Мы же рекомендуем обтягивать ГБЦ в три захода: 1. Тянем гайки ГБЦ с усилием 50 Н•м. Ждем минут 20-30. 2.Тянем гайки ГБЦ с усилием 75 Н•м. Ждем минут 40-60. 3.Тянем гайки ГБЦ с усилием 100 Н•м.

Устанавливаем на место звезду распредвала с одетой на нее цепью.

Далее, пока передняя крышка ГБЦ снята, нам необходимо зарядить натяжитель цепи. Для этого шестиграником на 12мм откручиваем пробку натяжной пружины.

Ключом на 12мм приоткручиваем фиксирующий болт натяжителя.
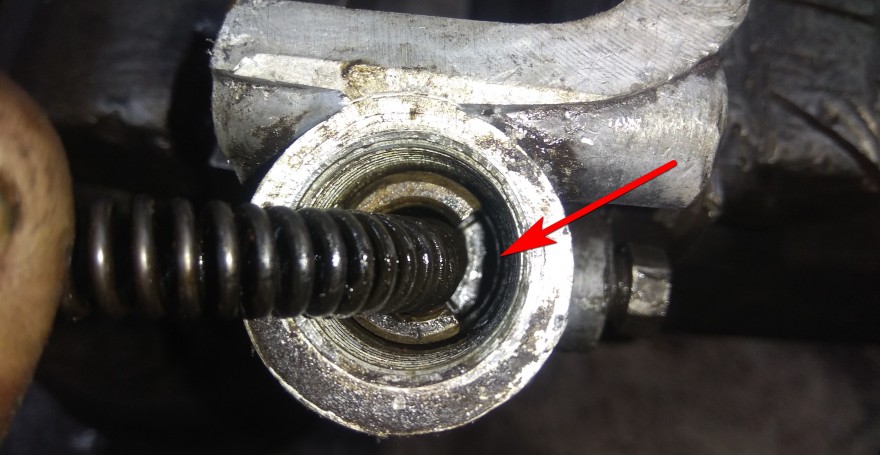
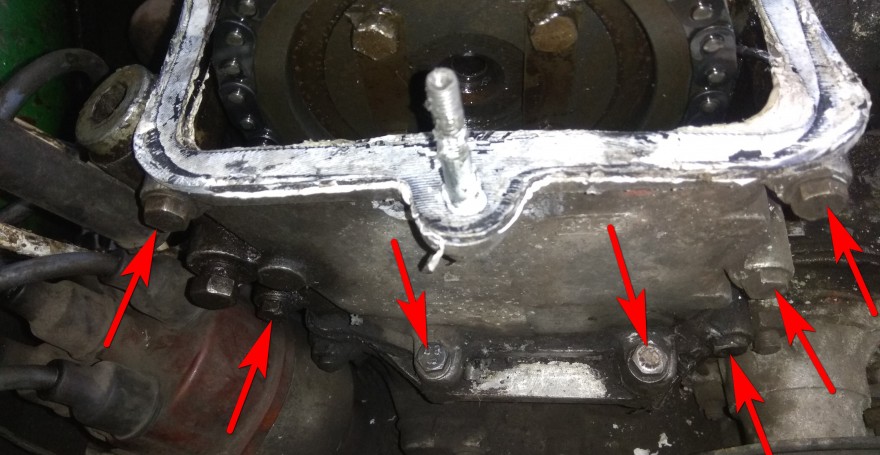
Снизу вдавливаем натяжитель и зажимаем фиксирующий болт. Обращаем внимание, что болт должен упираться в специальную пластину, указанную стрелкой. Если сильно выкрутить болт, то пластина сместиться и зафиксировать натяжитель не получиться. После фиксации натяжителя в заряженном состоянии закручиваем снятую пробку пружины.

Очищаем, обезжириваем и промазываем герметиком переднюю крышку ГБЦ.

Устанавливаем её на место. Затягиваем все болты крепления.

Далее немного приоткручиваем фиксирующий болт натяжителя цепи. Натяжитель за счет пружины выскочит и натянет цепь. Нужно немного прокрутить двигатель(за вентилятор) по часовой стрелке для смещения ослабления цепи к натяжителю. И зажать фиксирующий болт натяжителя цепи.

Устанавливаем и прикручиваем выпускной коллектор.
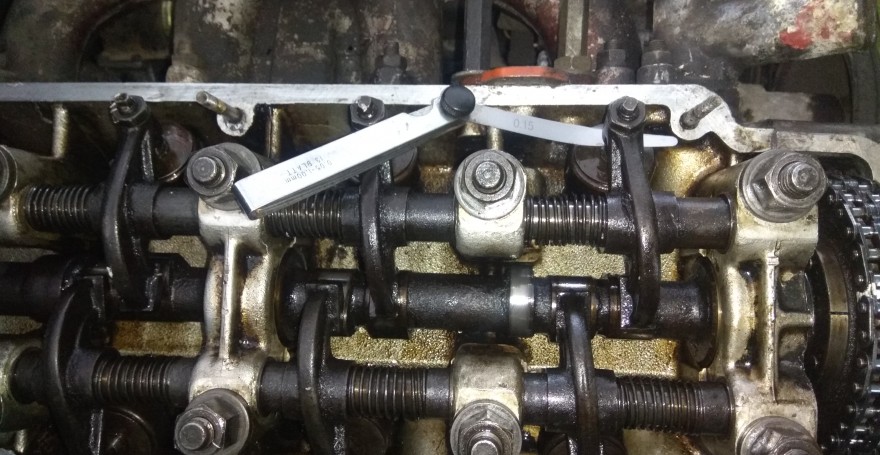
Проверяем зазоры клапанов и при необходимости их подрегулирываем.
Перед установкой прокладки клапанной крышки необходимо промазать герметиком стык гбц и передней крышки.

Устанавливаем клапанную крышку. Собираем все открученное ранее в обратном порядке.

Заливаем охлаждающую жидкость. Запускаем двигатель. Прогреваем его и проверяем его.
Устройство и эксплуатация автомобиля Москвич, АЗЛК-2 141 , 21412
Наши дополнительные сервисы и сайты:
г. С аратов
Химия которая работает, и убивает бактерии
Головка цилиндров и механизм газораспределения автомобилей АЗЛК-2141 и -21412
Головка цилиндров 25 (см. рис. 8) представляет собой единую отливку из алюминиевого сплава, образующую камеры сгорания клинового типа с впускными и выпускными каналами, рубашку системы охлаждения, бобышки, фланцы и отверстия для крепления корпуса 21 подшипников распределительного вала, деталей механизма газораспределения, впускной трубы с карбюратором и выпускного коллектора, деталей системы охлаждения, крышки головки 20, свечей зажигания 27 и датчика температуры воды.
В головку цилиндров запрессовываются направляющие втулки клапанов 13, изготовленные из чугуна, седла впускных и выпускных клапанов, изготовленные из специального чугуна. Окончательная механическая обработка седел и направляющих втулок клапанов производится после их запрессовки в головку цилиндров, при этом весьма важным является соблюдение их соосности.
Между головкой и блоком цилиндров устанавливается прокладка, изготовленная из асбеста, армированного металлическим каркасом, и пропитанная графитом. Кромки отверстий в прокладке под цилиндры окантовываются мягкой сталью, а отверстие под канал подачи масла - медной лентой.
Головка фиксируется на блоке цилиндров двумя установочными втулками и одиннадцатью болтами. Для обеспечения плотного прилегания головки к блоку и равномерного обжатия прокладки между ними затяжку болтов производить в определенной последовательности (рис. 14).
Гайки крепления корпуса подшипников распределительного вала затягиваются в последовательности, приведенной также на рис. 14.

Рис. 14. Порядок затяжки болтов крепления головки цилиндров (а) и гаек крепления корпуса подшипников распределительного вала (б)
Болты крепления головки блока цилиндров затягивают в два приема: вначале болты 1-10 моментом 34. 42 Н-м (3,4."4,2 кгс-м), а затем подтягивают моментом 98. 121 Н-м (9,8. 12,1 кгс-м), после чего болт 11 моментом 32. 40 Н-м (3,2. 4,0 кгс-м).
для железнодорожного транспорта, сертифицированные ВНИИЖТ- "Фаворит К" и "Фаворит Щ", внутренняя и наружная замывка вагонов.
Съемник клапанов
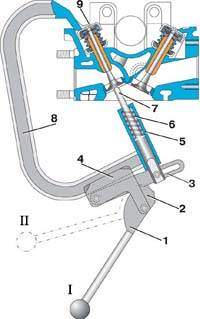
4 – кронштейн рычага;
5 – направляющий цилиндр;

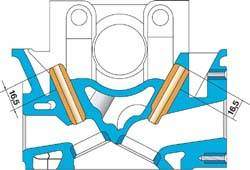
Размеры фасок после дополнительного шлифования седла клапанов

Конструкция уплотнения зазора между сухарями клапана двигателей мод. 331, 3317 и 3313
При разборке головки блока необходимо пометить все коромысла и распорные втулки, а также каждый клапан.
Для снятия клапанов применяется приспособление (см. рис. Съемник клапанов).
При сборке головки цилиндров необходимо проверить состояние и величину износа стержней клапанов и их направляющих втулок, рабочих фасок, седел и клапанных пружин. При каждой сборке головки цилиндров с клапанами после ремонта или после притирки клапанов уплотнительные шайбы тарелки пружин клапана обязательно заменять новыми, независимо от состояния.
При износе стержней клапанов заменить клапаны новыми.
При установке в головку стержни клапанов обязательно смазать графитной смазкой.
Шлифование рабочих фасок седел клапанов производить обязательно при замене направляющих втулок клапанов, а также при большом износе и биении фасок седел относительно оси отверстий направляющих втулок.
Порядок работ при этом аналогичен описанному выше для двигателя мод. 2106.
Считают, что клапан хорошо прилегает к седлу, если образовавшийся на головке клапана поясок краски располагается в средней части фаски, а ширина пояска (рис. Размеры фасок после дополнительного шлифования седла клапанов) находится в пределах 1,2–1,5 мм как для впускного, так и выпускного клапана.
Если указанное требование не выполнено, седло клапана следует дополнительно прошлифовать. Величина биения для фасок седел впускных и выпускных клапанов не должна превышать 0,05 мм.
Шлифование рабочей фаски клапана производится, когда на поверхности ее имеются следы прогара, раковины и другие повреждения. Для шлифования рабочих фасок клапанов применяется специальный станок.
При шлифовании следует снимать минимальный слой металла, чтобы вывести черноту, раковины и биение, имеющиеся на рабочей фаске клапана. При шлифовании следить, чтобы фаска не выходила на острие и всегда оставался цилиндрический поясок не менее 0,5 мм.
В случае износа направляющих втулок более чем на 0,08 мм их выпрессовывают в направлении камеры сгорания наружу с помощью специальной оправки и молотка или под прессом. Затем в головке цилиндров, из которой выпрессована втулка, развернуть отверстие до диаметра 15,12–15,142 мм; далее:
– запрессовать в развернутое отверстие в головке цилиндров ремонтную втулку, имеющую увеличенный на 0,15 мм наружный диаметр (15,172–15,184 мм). Запрессовку следует производить оправкой, с помощью которой производилась выпрессовка. Перед запрессовкой направляющие втулки, изготовленные из металлокерамики, предварительно пропитать в моторном масле в течение не менее 1,5 ч. При запрессовке выдержать размер, указанный на рис. Положение направляющих втулок клапанов после их запрессовки в головку цилиндров двигателей мод.331, 3317 и 3313;
– развернуть отверстие в запрессованной втулке до диаметра 8,008–8,026 мм. При этом овальность и конусность не должны быть более 0,006 мм. После развертывания отверстия проверить прямолинейность втулки оправкой диаметр 7,995 мм, которая должна свободно проходить на всю длину втулки.
Следует иметь в виду, что усилие, создаваемое пружиной, уменьшается, если фаска клапана и фаска седла были подвергнуты шлифованию, так как при этом увеличивается рабочая высота пружины и, следовательно, уменьшается усилие прижатия клапана к седлу. Поэтому при сборке деталей клапанного механизма под опорные тарелки пружин надо подкладывать дополнительные шайбы. Толщину шайб выбирать так, чтобы при закрытом клапане длина большой пружины была 36,5 мм.
При каждой разборке клапанного механизма следует производить замену старых уплотнительных шайб 1 (рис. Конструкция уплотнения зазора между сухарями клапана двигателей мод. 331, 3317 и 3313) новыми. Окончательную проверку уплотнительных шайб производить после сборки головки цилиндров.
Для этого установить головку так, чтобы оси каждого ряда клапанов были поочередно вертикальны, и в зазоры между сухарями налить бензин. Если бензин остается длительное время в зазорах между сухарями, то уплотнительные шайбы обеспечивают уплотнение. У клапанов, где просачивается бензин, заменить уплотнительные шайбы.
Проверку герметичности клапанов можно осуществлять по просачиванию керосина, заливаемого в камеру сгорания.
В случае негерметичности клапанов следует произвести их притирку.
При притирке не снимать с рабочих фасок клапанов и седел слишком много металла, так как это сокращает количество ремонтов седла и клапана и тем самым уменьшает общую продолжительность их службы. К концу притирки уменьшить содержание наждачного порошка в притирочной пасте, а с момента, когда притертые поверхности станут совершенно гладкими и примут ровный сероватый цвет, притирку вести только на одном чистом масле. Внешним признаком удовлетвори-тельной притирки является однотонный матово-серый цвет (без черных пятен) на рабочих поверхностях головки клапана и его седла.

4. Запрессуйте в развернутое отверстие ремонтную втулку — дет. 412-10070300-БР, имеющую увеличенный на 0,25 мм наружный диаметр (15,284-15,272 мм.). Перед запрессовкой направляющие втулки, изготовляемые из металлокерамики, должны быть предварительно пропитаны в масле для двигателя в течение не менее 1,5 ч.
5. Отверстие в запрессованной втулке разверните под размер 8,026-8,008 мм.
6. Проверьте прямолинейность оправкой 7,995 мм, которая должна свободно проходить на всю длину втулки.
После обработки отверстий в направляющих втулках обязательно должны быть прошлифованы рабочие фаски на седлах клапанов для обеспечения их концентричности осям отверстий в направляющих втулках.
Читайте также: